德国MAG 数控立加FTV1050/1800 故障处理
2020-05-08 09:33陈志江荆黎杰
设备管理与维修 2020年7期
蔡 进,陈志江,王 乾,荆黎杰
(中车戚墅堰机车车辆工业研究所有限公司,江苏常州 213011)
0 引言
公司有一台德国MAG 数控立式加工中心FTV1050/1800,这台机床的数控系统采用的是日本的FANUC Series 18i-MB,U 轴、Y 轴和Z 三轴的电机都是FANUC 伺服电机,但是传动方式各不相同,U 轴即伺服电机轴上安装链轮带动链条,链条上均匀分布着36 把刀套。Y 轴由伺服电机通过同步齿形带传动滚珠丝杠在线性导轨上移动。Z 轴由伺服电机通过联轴节直接带动滚珠丝杠在线性导轨上移动。
1 案例1 故障现象
机床在使用的过程中,有时会出现电池无电,设备异常关机,电路板接触不良等各种情况,导致系统故障出现数据丢失的问题,首当其冲就是机床换刀位置的丢失,从而需要重新调整。机床换刀位置调整是比较繁琐的问题,他的位置是由U 轴、Y 轴和Z 三轴的位置共同决定的,而且还要涉及主轴的定向。
2 调整方法
下面就是介绍一下换刀位置(对FTV 系列机型)如何调整。
(1)在正常操作下,手动方式转动刀链,直至U 轴驱动电机转完一圈为止,这样就可以设置电动机内部电网。
(2)将系统参数1815 U 轴第4 位设置由1 改为0。
(3)关闭机床电源,然后接通电源,重新引导CNC 系统。
(4)机床设置JOG 模式,点动通过两个刀套位置。
(5)设置机床时,应该在机床调试使能的情况下,进入辛辛那提界面(图1),通过按ALTER CALC(更改计数器)硬件进行。
(6)同时在显示屏屏幕的右上角出现“MACHINE SETTING ENABLED”并且一直在闪烁(图2)。
(7)机床在手轮的模式下,按(A/B)键可以切换到U 轴,然后通过手轮可以转动刀链。
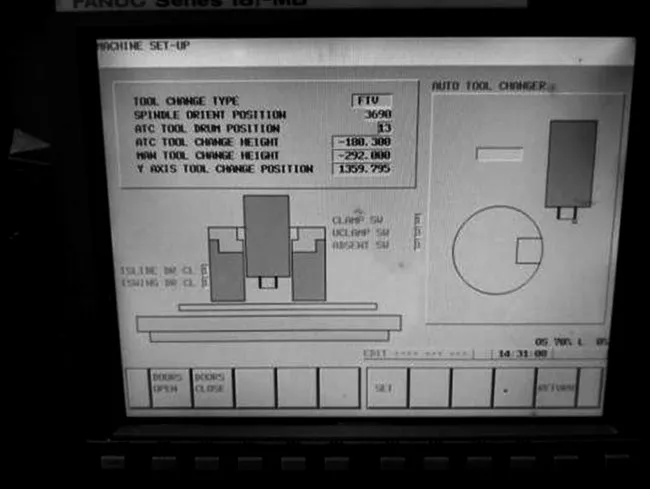
图1 辛辛那提界面设定画面
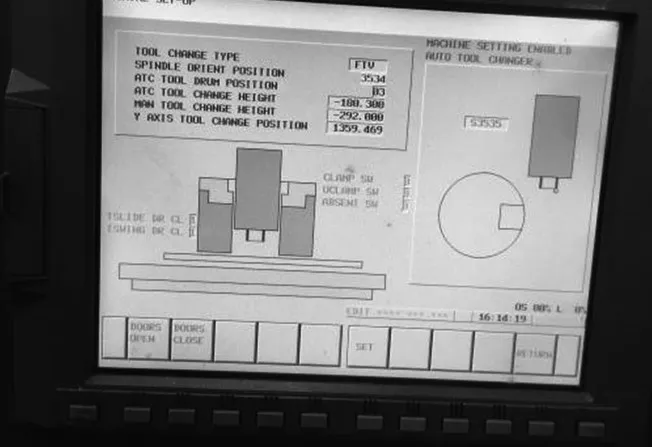
图2 机床调试使能画面
(8)通过刀具的三件套对机床换刀点的位置重新进行调整,操作手轮移动U 轴、Y 轴和Z 轴,从而确定换刀点位置。
(9)U 轴、Y 轴和Z 轴位置确定好后,U 轴按SET 输入,机床立马会出现(机床需重启)报警。
(10)执行机床关机重启,参数1815 U 轴第四位会由0 变为1。进入辛辛那提界面,通过SET 键输入Y 轴和Z 轴的位置。
(11)主轴定位位置修改:输入程序M19(主轴定位)指令。通过手轮将Y 轴移动到换刀位,确定卡槽位置是否能够刚好嵌入刀套中。通过修改参数4077 的大小值来改主轴定位位置。
(12)完成机床换刀位置的调整。
3 案例2 故障现象
机床在使用的过程中,随机出现一组奇怪的报警号1003(主轴驱动报警)、1008(主轴减速超时)、9037(SPN 1:速度检测参数错误)(图3),机床每次重新上电可以恢复正常使用。
4 故障分析及处理
根据报警信息的提示,检查主轴的参数设置,主轴是由FANUC 伺服电机通过同步齿形带进行传动,主轴和电机的最高转速都是设定为6000 r/min,主轴的比例增益和积分增益均为10,主轴在旋转的过程中负载维持在60%左右,根据另外1台相同机床的正常使用情况,说明这些参数设置和加工负载都是正常的。
维修机床时,遇见这样的问题是最头痛的,开始都是归类为偶发故障,大概是线路干扰或系统不稳定而导致的,无法查出具体的原因,操作人员带着抱怨继续加工。这样的问题困扰着我们有三个月的时间,近三个月报警发生过10 次。第一个月出现2次,第二个出现3 次,第三个月出现5 次。现在这个故障有递增的趋势,多年的维修经验告诉我们应该是某个元器件寿命到了。
我们认真的分析图纸,探讨着问题,做了一些尝试,更换主轴伺服模块,电源模块和门锁安全2 限位开关,但是都没有出现故障转移,感觉那个东西躲在某个角落“嘲笑”着我们。接着又出现奇怪的事情,原来的报警消失了,取而代之是一组新的报警号1005(主轴定向位置错误)、1006(主轴定位超时)(图4),但是主轴在旋转时并没有执行主轴定向的命令。后来又出现了一组报警号1068(驱动上电)、1082(机床断电)、1083(区域棒开关故障)、1073(中心滑动防护杆打开)、500(轴正方向超程)(图5)。

图3 开始报警画面
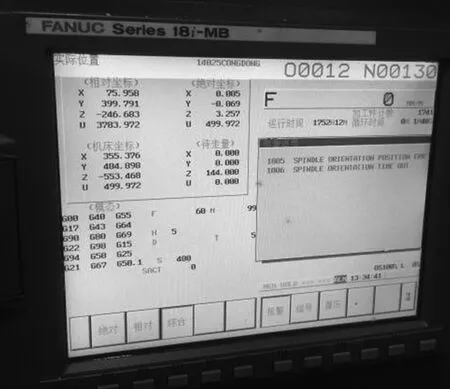
图4 中间报警画面
机床又给我们带来了很多的信息,虽然不知道怎么发生的,却越来越接近真相。我们有了一个大胆的猜测,机床对自身的安全检测没有通过,导致故障的随机发生,也导致报警信息的随机出现。该机床的安全模块比较的多,接线也比较复杂(图6),机床在运行的时候,重点关注这些模块,有了一个可喜的发现,在机床运行的过程中,ESR3 安全模块有两组通道,但是有一组通道却不亮,机床重新上电该组通道重新亮起来,意味着机床在运行中的安全检测存在着漏洞,重新上电可以恢复。我们及时更换模块ESR3(图7),机床恢复正常,运行一个月没有出现一次报警,机床的问题找到。
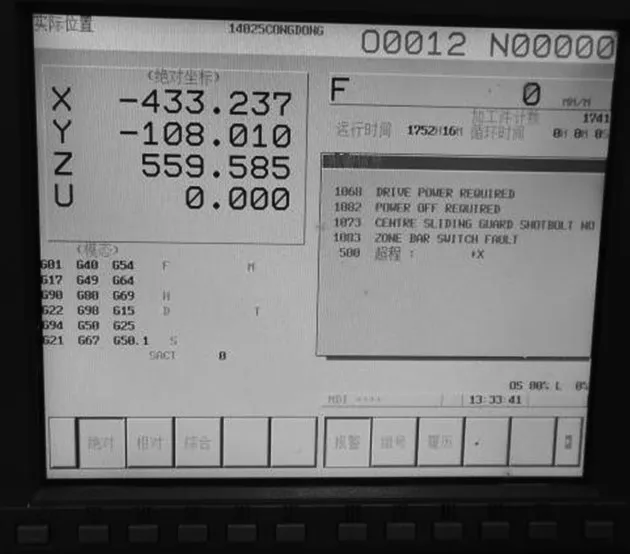
图5 后来报警画面

图6 安全模块状态

图7 ESR3 安全模块
5 结束语
进口设备的维修困难重重,首先进口设备技术保密,导致有效的资料有限,其次外国和本国设计人员的逻辑思维不一样,所以在消化吸收进口设备的资料,需要维修人员付出更多的心血,同时在维修过程中不断的积累和总结,才能提高维修进口设备的能力。
猜你喜欢
金属加工(冷加工)(2022年11期)2022-11-20
设备管理与维修(2021年1期)2021-03-05
设备管理与维修(2020年23期)2021-01-04
微特电机(2020年11期)2020-12-30
商品与质量(2020年18期)2020-11-27
电子制作(2018年17期)2018-09-28
通信电源技术(2018年3期)2018-06-26
农家科技中旬版(2017年8期)2017-11-09
山东工业技术(2017年20期)2017-10-17
电子制作(2016年1期)2016-11-07