
分拣主线多规格物料共线输送的适应性研究
2020-05-06 09:17罗宝斌张亚周程江
科学与财富 2020年5期
罗宝斌 张亚周 程江

摘 要:烟草行业近几年在物流自动化方面取得了快速的发展,企业对自动化设备的依赖程度也越来越高。近几年来随着细支件烟的分拣入库,分拣线件烟剔除量大增,为了保障成品件烟正常入库,提高分拣线件烟识别率,我们对分拣主线多规格物料共线输送的的问题进行了研究。论文主要介绍烟草行业件烟分拣主线多规格物料共线输送存在的问题及应对措施,供各位学者、专家商榷。
关键词:分拣主线;件烟位置校正装置
引言
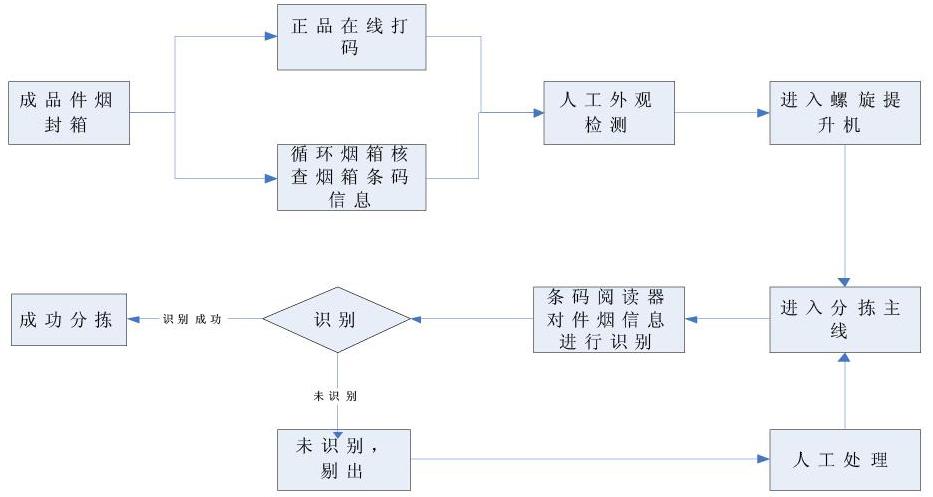
本文中以陕西中烟宝鸡卷烟厂为研究对象进行研究。宝鸡卷烟厂卷包车间生产的成品件烟,通过螺旋提升机输送至成品高架库入库区,经过分拣主线输送后,件烟按照设定的品牌规格进行分拣,进入不同的分拣道,再由机器人进行码垛、堆垛机入库。分拣线能够同时对8种不同规格的件烟进行分拣。为了满足主线分拣线上的不同规格件烟输送,且分拣效率不降低,我们对分拣主线多规格物料共线输送的适应性进行了研究。
一、基础条件
(一)分拣线概述。
分拣线是成品件烟自动化入库的关键设备,主要由多楔带辊输送机、窄带分拣机、顶升辊筒输送机组成,设备运行宽度600mm,分拣线主线长度约为26m,其中窄带分拣机长18m。
(二)分拣线的运行原理。
二、研究的基本思路
(一)提出问题。
经统计,目前分拣线的识别率约为95.47%,对照分拣识别率≥99%的设备性能指标,提升空间巨大。
(二)提出解决思路。
通过分析,我们得出,在分拣主线多规格物料共线输送时,分拣识别率受制于条码阅读器识别率,因此,要实现分拣主线多规格物料共线输送,且分拣线率不降低,必须保证条码阅读器的识别率达到99%以上。在研究之前,我们需要排除设备本身故障、烟箱条码因产品质量不合格对此项研究造成的影响。
三、研究过程
根据扫描器的使用要求,烟箱码表面与扫码器光线垂直夹角映控制在5到10度,扫码器识别效率才能达到设备最佳性能。且安装时扫码器光线必须垂直于烟箱条码横线线。但在现场调查分析时,发现卷包车间螺旋提升机输送到分拣主线的件烟位置会出现不确定性的倾斜,导致很多件烟的烟箱码表面与扫码器光线垂直夹角超过10度,已经超出扫码器条码识别要求倾角最大值。为了确认烟箱倾斜对件烟剔除量的影响 ,我们首先对分拣线的件烟分拣识别率进行了定义,件烟分拣识别率=(入库总量-剔除量)/入库总量*100%。
小组成员在分拣线进行了试验,试验分为两种模式,第一种模式是在人为不干扰的情况下对分拣线件烟剔除量进行统计;第二种模式是在分拣线前段对烟箱进行人工校正后,对件烟剔除量进行统计。试验时长在两种模式下均为5个班次,经过统计,第一种模式分拣识别率约为95.87%,第二种模式分拣识别率约为99.07%,不难看出,件烟的位置对分拣线识别率的影响较大。
结论:分拣主线拓宽后,件烟位置的不确定性成为制约分拣线识别率的关键因素,要提高分拣线件烟识别率,必须研制件烟位置校正装置。
四、件烟位置校正装置的设计
由于主分拣线输送的件烟规格较多,且烟箱差异较大。通过现场多次试验,我们按照低成本、易实施、好维护,且不降低分拣线输送效率的原则,设计了一种采用推板加速对输送线件烟前推的校正装置,实现件烟位置的校正。具体设计思路如下:
1.动力源:根据现场条件及实施难易程度,我们选用快速气缸作为动力源。
2.逻辑控制器:在控制过程中,需要采集的输入点有:一、推板位置:初始位置和到位位置(2个);二、推板状态:原始状态和返回时在烟箱上的倾斜状态(2个)、三、件烟的位置:件烟到达位置触发校正装置运行(1个)、校正装置前方障碍物检测(1个)。在控制过程中,输出点为控制电磁阀动作,动作方式有前进和后退,即2个输出点。我们选择西门子LOG作为逻辑控制器。
3.推板的设计:根据粗支件烟高度(245mm)、宽度(450mm)及细支件烟的高度(295mm)、宽度(525mm),要同时能够满足粗支件烟及细支件烟的同时校正,推板的高度应大于50mm,宽度大于260.25mm,经过现场多次测试,推板的高度为60mm、宽度为400mm时,前推校正效果为最佳。
4.执行机构:根据件烟位置校正装置的运行功能: Q1(输出1)-电磁阀动作-气缸向前运动,Q2(输出2)-电磁阀动作-推板返回,我们选择电磁阀、往返式气缸作为连接推板的执行机构。
5.输入点检测电器元件:根据件烟位置校正装置的运行功能,共计需要有7个检测点,由于推板状态可以采用行程开关进行采集(触发时是初始位置,未触发时是返回时在烟箱上的倾斜状态,行程开关型号为YBLXW-5/11G1),推板位置和烟箱位置均可采用漫反射光电开关进行采集。
6.确定总成图
7效果验证:件烟位置校正装置经调试,正常运行后,经观察,件煙运行方向与辊筒输送机机架夹角≤5度,达到了件烟位置的校正的效果。我们对分拣线件烟识别率进行了统计,所得分拣识别率与分析过程中模式二实验数据基本一致,对件烟识别率有一定的提高。
五、结论
通过对成品库分拣主线多规格物料共线输送的适应性研究,我们对企业多种规格件烟的入库有了具体的方案,根据研究结果,对于尺寸异常的件烟,只要分拣主线运行宽度允许,控制好件烟的运行位置,使得件烟运行方向与辊筒输送机机架夹角≤5度,分拣线就能够对件烟进行自动分拣入库,且分拣效率不会降低,没有必要再建立一条异型烟专用分拣道,该项目研究成果可以为烟草行业生产企业设备技措提供方案理论支撑,供各位专家商榷。
猜你喜欢
中学生数理化·高一版(2023年2期)2023-03-23
物流技术与应用(2022年11期)2022-12-01
发明与创新(2022年27期)2022-09-16
现代制造技术与装备(2022年5期)2022-07-22
新高考·高一数学(2022年3期)2022-04-28
橡塑技术与装备(2021年16期)2021-08-27
中等数学(2021年4期)2021-08-14
起重运输机械(2021年4期)2021-03-26
科学与信息化(2020年36期)2020-01-04
锻压装备与制造技术(2019年4期)2019-08-28
