
耐磨聚甲醛高性能化材料的制备及性能研究
2020-05-05 15:49
中国新技术新产品 2020年4期
(1.开滦煤化工研发中心,河北 唐山 063611;2.河北省煤基材料与化学品技术中心,河北 唐山 063018)
聚甲醛(POM)在现代工业、医疗、生活等领域应用广泛。常规条件下,POM 的耐磨性和自润滑性较好,但在高温、高速、高负荷下,POM 的摩擦性能难以满足要求,需耐磨改性。Tang[1]等人研究了纳米级和微米级的PTFE 粉末对POM 的改性效果。结果表明,PTFE 粉末能有效改善耐磨性能,但整体力学性能下降。傅全乐[2]等人用PTFE、石墨和二硫化钼分别改性POM,3 种助剂均能提高POM 的耐摩擦磨损性能,但改性材料的力学性能也有所下降。
碳纤维(CF)和玄武岩纤维(BF)是常用的POM 增强改性材料。碳纤维比强度高、比重低,对POM 的增强改性效果显著,同时复合材料的耐磨性、导电性和耐疲劳性均有提高[3]。马小丰[4]等人用碳纤维(CF)来增强POM,得到了CF 含量为25%的POM 增强改性产品,其拉伸强度、弯曲强度和缺口冲击强度分别能达到153 MPa、187 MPa 和16.2 kJ/m2。王亚涛[5]等人用玄武岩纤维(BF)增强POM,改性材料不仅力学性能良好,且耐磨性能也有一定程度的改善。
PTFE 和POM 的相容性并不理想,导致耐磨材料韧性不佳。笔者在此基础上引入聚氧乙烯(PEO)作为增容剂,得到了较好的耐磨增韧改性效果。为进一步降低复合材料的摩擦性能,改善力学性能,该研究利用双螺杆挤出机共混挤出法,在POM/PTFE/PEO 耐磨增韧体系中加入碳纤维(CF)和玄武岩纤维(BF),以此来进一步提高复合材料的耐磨性能。
1 实验部分
1.1 主要原材料
POM:M90,唐山中浩化工有限公司。
PTFE 纤维:SFS-2-120,杭州宇峰密封材料有限公司。
PEO:吉林省精细化工有限公司。
CF:T300,日本东丽公司。
BF:BFCS-13-6,浙江石金玄武岩有限公司。
1.2 主要仪器与设备
真空烘箱:ZK-1S,天津中环实验电炉厂。
双螺杆挤出机:SHJ-30 型,兰州天华设计研究院。
注塑机:victory 80 型,奥地利ENGEL 公司。
万能材料试验机:5966 型,美国INSTRON 公司。摆锤冲击试验机:7550-B,美国美特斯公司。
切口机:6898 型,意大利CEAST 公司。
摩擦磨损试验机,M-200,北京冠测试验仪器有限公司。
扫描电子显微镜:S-4700,日本日立公司。
电子天平:CPA2245,北京赛多利斯公司。
1.3 试样制备
该研究所用的PTFE 纤维和BF 均为2 mm~6 mm 的短纤维,CF 为长纤维。将POM 粒料和PTFE 纤维、BF、CF 在80 ℃~85 ℃的真空烘箱中恒温干燥6 h。充分干燥后按不同比例将POM 与PTFE 纤维、BF、PEO 混合均匀,在主喂料口加入混合物料,CF 长纤维从自然排气口加入,通过控制螺杆转速、喂料速度和纤维丝束大小调节纤维的加入量。熔融共混后挤出、冷却、切粒。将粒料在80 ℃~85 ℃真空烘箱中恒温干燥3 h,注塑成标准测试样条。挤出及注塑过程中主要工艺参数见表1。

表1 挤出、注塑主要工艺参数
1.4 性能测试
摩擦磨损性能按照GB/T 3960—2016 进行测试,试验环外径为(40±0.5)mm,宽度10 mm,表面粗糙度为0.2 μm。标准样条为长方体,尺寸为30 mm×7 mm×6 mm。试验环
转速为200 r/min,负荷20 kg,试验时间2 h。
拉伸强度、断裂伸长率按照ISO527-1-2012 进行测试,测试速率为50 mm/min,试样尺寸为170 mm×10 mm×4 mm。弯曲强度、弯曲弹性模量按照ISO178-2010 进行测试,测试速率为2 mm/min,试样尺寸为80 mm×10 mm×4 mm,支点跨度为64 mm。缺口冲击强度按照ISO180-2000 进行测试,试样尺寸为80 mm×10 mm×4 mm,摆锤能量为2.75 J。用扫描电子显微镜(SEM)分析复合材料的摩擦表面。
2 CF和BF对POM性能的影响
2.1 CF对耐磨增韧POM摩擦磨损性能的影响
CF 自身的摩擦系数很小,将其加入POM/PTFE/PEO 耐磨增韧体系中,可以得到摩擦磨损性能优良的复合材料,见表2。在POM/PTFE/PEO 体系中加入5%的CF,复合材料的摩擦系数低至0.13,磨损量低至1.43 mm3,分别比POM降低了55%和52%,比POM/PTFE/PEO 体系降低了13%和33%,耐磨性能非常优异。CF 之所以能够显著改善POM耐磨增韧体系的摩擦磨损性能,是因为在POM/PTFE/PEO体系中添加CF 后,在摩擦磨损过程中会有纤维裸露,在犁切裂纹表面,CF 以其较高的比强度可抵抗摩擦过程中的应力,改善材料的摩擦性能。

表2 CF 对耐磨增韧POM 摩擦磨损性能的影响
2.2 CF对耐磨增韧POM力学性能的影响
添加CF 后,复合材料的力学性能见表3。CF 的加入对POM 拉伸强度的改善最为明显,较纯POM 和POM/PTFE/PEO 分别提高了20%和39%。弯曲强度较纯POM 和POM/PTFE/PEO 均有提高。缺口冲击强度较纯POM 略有提高,但比POM/PTFE/PEO 差,可见CF 的加入有利于复合材料强度的改善,但韧性有所下降。这是因为CF 分散到POM体系中,良好的力学性能有利于形成有效的界面层,受到外力时,CF 能有效承载POM/PTFE/PEO 体系传递的部分应力,成为应力集中点,起到增强作用。此外,CF 分散在POM 中,作为应力中心,能够引发材料银纹和剪切带的产生,能有效吸收外界的冲击能[6],所以复合材料的缺口冲击强度比POM 高。CF 的加入在一定程度上降低了POM/PTFE/PEO 体系的缺口冲击强度,但仍比纯POM 略高。

表3 CF 对耐磨增韧POM 力学性能的影响
2.3 BF对耐磨增韧POM摩擦磨损性能的影响
在POM/PTFE/PEO 体系中加入BF,耐磨性能见表4。从表4 中可以看出,在POM/PTFE/PEO 中添加BF 后,摩擦系数为0.2,摩擦系数有所增大,但比POM 减小了31%。BF的加入使复合材料的磨损量得到很大程度地降低。BF本身的摩擦系数较小,加入POM 中能降低其摩擦系数,但对于POM/PTFE/PEO 体系,BF 的耐磨效果不如PTFE,在减小PTFE 含量后,复合材料的摩擦系数略有增大,但仍低于POM。POM/PTFE/PEO 中加入BF 后磨损量降低,主要是因为BF 能承担摩擦副表面转移膜的部分载荷,增强了转移膜的稳定性,提高了磨损性能。
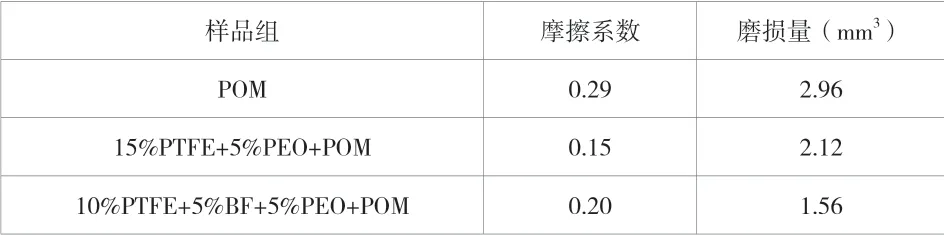
表4 BF 对耐磨增韧POM 摩擦磨损性能的影响
2.4 BF对耐磨增韧POM力学性能的影响
表5 为BF 对POM/PTFE/PEO 体系力学性能的影响结果。加入BF 后,POM/PTFE/PEO 体系的各力学性能指标变化较小,整体力学性能比POM 有所提高。POM/PTFE/PEO体系力学性能的提高仍依赖于PEO 作为增容剂,能有效改善纤维与POM 的相容性。PTFE 纤维和BF 均匀分散在POM中,承担部分载荷,起到增强的作用。

表5 BF 对耐磨增韧POM 力学性能的影响
2.5 CF改性耐磨增韧POM的SEM分析
CF 能够较好地在POM/PTFE/PEO 体系中分散,当添加了CF 的复合材料在摩擦副表面滑动时(如图1(a)和(b)所示),转移膜含有的耐磨纤维可降低POM 的接触压力和表面应力,且可承担大部分载荷,同时CF 与POM 之间结合较好,最终在CF 纤维较低含量时,改善了POM/PTFE/PEO 体系的摩擦磨损性能,提高了其力学性能。
3 结论
POM/PTFE/PEO 体系的摩擦性能和力学性能均较优越,摩擦系数低至0.15。CF 加入POM/PTFE/PEO 体系中能够明显提高POM 的摩擦磨损性能,力学性能较POM 也有较大改善。复合材料的摩擦系数低至0.13,磨损量低至1.43 mm3。添加BF 的POM/PTFE/PEO 体系的摩擦系数为0.2,力学性能较POM 略有提高。
猜你喜欢
中外公路(2022年1期)2022-05-14
云南化工(2021年11期)2022-01-12
装备制造技术(2021年4期)2021-08-05
现代塑料加工应用(2021年5期)2021-02-28
山东冶金(2019年3期)2019-07-10
中国塑料(2016年1期)2016-05-17
中国塑料(2015年2期)2015-10-14
焊接(2015年9期)2015-07-18
上海金属(2014年3期)2014-12-19
中国塑料(2014年12期)2014-10-17
