重载列车从控机车再生制动力异常分析与对策
2020-05-05 15:48:28,2
中国新技术新产品 2020年4期
,2
(1.中车株洲电力机车有限公司产品研发中心,湖南 株洲 412001;2.大功率交流传动电力机车系统集成国家重点实验室,湖南 株洲 412001)
0 概述
在2 万吨重载列车的开行中,牵引力和制动力的平稳发挥是保证列车正常运行的关键之一。而制动力的大小关系着列车制动能否正常发挥,同时对列车的纵向冲击等有着重要的影响[1],因此,准确稳定的电制动力对于万吨特别是2 万吨重载列车的开行起着至关重要的作用。
1 背景
根据国内某机务段的反馈,某型交流机车在2 万吨重载牵引运行过程中,在多次循环缓解后,施加再生制动出现从控机车再生制动力异常波动现象,从控机车再生力下降、列车纵向冲动明显增大,严重影响了2 万吨列车的运行安全。据了解,该型机车的黏着控制软件近期进行了升级,该版黏着程序(V2.0)在原版黏着程序(V1.0)的基础上,增加了速度信号波动判断和处理功能,能有效减少黏着保护误触发概率,同时针对踏面保护等问题进行了优化,并且在兰州、株洲等地完成了单机牵引运行验证试验。为了查明纵向冲动明显增大、再生制动力波动的原因,笔者对异常现象发生当日的机车运行数据进行分析。
2 异常原因分析
2.1 运行数据分析
2.1.1 列车冲动与再生制动力卸载的关系
笔者选取该型机车A 节和B 节当日第一次故障发生时刻的运行数据进行分析,A 节机车运行数据如图1 所示,B 节机车运行数据如图2 所示。
根据A 节车第一次故障时刻机车运行数据可知,在列车缓解后1 min 左右,机车速度发生跳变,跳变速度幅度大约为1 km/h。然后,机车制动力开始减载。
根据B 节车第一次故障时刻的机车运行数据可知,在A 节车速度跳变的同时,B 节车也发生了速度跳变,且速度幅度也为1 km/h。

图1 A 节车第一次故障时刻运行数据

图2 B 节车第一次故障时刻运行数据
根据A 节和B 节机车运行的数据可以看出,2 节车同时发生了速度跳变,说明该速度跳变的发生是整列车纵向冲动引起的。经分析,速度跳变的时间推测为列车缓解后,运行速度开始提高,行驶一段时间后,由于坡度增加或是车钩重新进入平衡状态,造成速度突然降低。
从运行数据分析总结可得出,列车是先发生速度跳变再出现再生制动力卸载。
2.1.2 黏着保护功能验证
为进一步分析列车的速度跳变与再生制动力卸载之间存在的具体联系,笔者对该型机车在黏着控制功能发挥的数据进行分析,验证黏着控制功能是否正常,A 节和B 节机车在滑行保护下运行的数据如图3、图4 所示。

图3 A 节车滑行保护下运行数据

图4 B 节车滑行保护下运行数据
图3、图4 运行数据表明,在冲动点发生了列车速度跳变。在黏着控制功能正常运行的情况下,对制动力进行较大程度的卸载,之后未出现冲动点,说明黏着控制功能发挥了作用。
通过对以上的机车运行数据进行分析,说明机车在运行过程中出现速度跳变、滑行等状况,车载的黏着保护功能能正常发挥功能。同时机车的速度突变、再生制动力卸载及黏着控制软件三者之间存在一定的联系。
2.2 黏着利用控制原理
轮轨式机车依靠轮轨接触间的黏着力运动,运行所需的牵引力与制动力与轮、轨之间的黏着力有着密切的关系,不同的轨道状况、天气情况、踏面环境下对应的轮轨间的黏着力也不尽相同。为了提高黏着力的利用率,通常使用黏着控制软件来调节电机的输出力矩。黏着利用控制功能是轮轨式车辆的必备功能,该功能通过黏着控制软件来实现轮、轨之间黏着力的最佳利用,能增加黏着力的利用率,有效地避免空转与滑行现象[2]。
黏着利用控制是指在路况条件变化不定的情况下,通过对电机速度、电机力矩等信息的采集、分析和处理,结合由司机给出的期望电机力矩指令,向电机控制系统发出恰当的电机力矩指令,使机车能够在司机手柄要求范围内以当前线路的最大黏着力运行。
当机车检测到加速度或速度差等指标超过阈值时,会启动黏着保护功能,使电机转矩快速减小,直至空转滑行现象得到抑制并消除。电机转矩会保持当前大小直至相应指标稳定。待到保持时间后,如果未检测到指标超标问题,电机转矩将逐步恢复,直至恢复到减载前的电机转矩[3-4]。典型的保护策略有以下3 种。
2.2.1 速度差保护
通过比较同一车辆下的动力轮对间最大速度差值,根据该差值按照一定的关系调整电机黏着力矩设定值,使机车在发生空转和滑行时能够迅速恢复轮轨间正常的黏着状态,如图5 所示。
2.2.2 加/减速度保护
加速度保护控制是通过检测轮对的加/减速度是否超出设定阈值,并在轮对加速度超出设定的阈值时,根据加速度的大小降低电机黏着力矩设定值以抑制空转和滑行现象,如图6 所示。
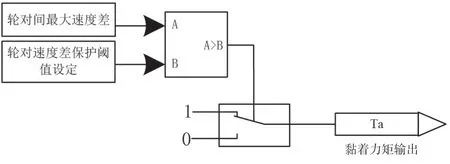
图5 速度差保护功能

图6 加速度保护功能
2.2.3 蠕滑速度保护
通过计算获得当前车辆参考蠕滑速度与当前真实蠕滑速度的差值,根据该差值按照一定的关系调整电机黏着力矩的设定值,使在发生空转和滑行时能够迅速恢复轮轨间正常黏着状态,如图7 所示。该保护功能具有防同步空转或同步滑行功能[5]。

图7 蠕滑速度保护功能
2.3 异常波动原因分析
通过对以上机车运行数据的分析,可知机车速度跳变、再生制动力卸载与黏着保护之间的联系。结合黏着控制软件设计参数及具体运行数据进行综合分析,选取上述某时刻冲动点速度与再生制动力数据进行分析。
选取A 节车冲动点速度数据中的3 个时间点进行分析,见表1。

表1 A 节车冲动点时速度与再生制动力情况
从表1 中可以看出,机车速度从最初时间点23 160 开始上升,再从时间点23 173 开始逐步下降,速度跳变经历时间约5 s,变动幅度约为1 km/h。在冲动点速度下降阶段,再生制动力从200 kN 降至60 kN,随后逐步缓慢恢复。
在再生制动力卸载后,其值基本保持稳定。由此可知,在速度跳变期间的制动力卸载并不是造成列车冲动的原因。
列车缓解后产生冲动,机车的速度跳变是承受车辆的冲击而造成的。在速度跳变的恢复阶段,触发黏着保护,进而造成再生制动力减载。至此可说明,制动力减载的卸载是由于黏着保护功能的判断失误而造成的,其误判原因与黏着控制软件的版本有关。
通过将V2.0 版黏着控制软件与V1.0 版本进行对比,发现在3 个方面存在差异。1)对减载恢复曲线进行优化,以减少二次滑行。将卸载后恢复过程分为3 个阶段。第一阶段,保持卸载量一定时间。第二阶段,在未检测到新的空转滑行时,以指数函数形式恢复电机转矩至卸载前的85%。第三阶段,以非常缓慢的直线斜率方式继续恢复剩余的15%电机转矩。2)提高了对滑行状态判断的灵敏度,将蠕滑速度保护门槛值调低。经过对比差异分析可知,2 万吨列车从控机车再生力异常波动的原因:新版黏着控制软件更新后提高了对滑行状态判断的灵敏度,但未做万吨牵引列车冲动具体验证,从而造成速度信号处理参数在该机务段运用中有误保护动作,最终使机车再生制动力发生波动。3)运用工况差异。从控机车位于列车中部,在长大下坡道,它处于前顶后压的受力状态,容易使机车瞬间处于悬浮的状态,与V2.0 版黏着控制程序验证的工况相差较大。
3 解决措施
针对再生制动力异常波动发生的原因,提出2 点解决措施。1)针对万吨牵引、长距离制动运行等具体工况优化黏着控制软件参数,适当提高蠕滑速度保护门槛值,降低对滑行状态判断的灵敏度。2)进行万吨列车牵引试验,验证软件参数的合理性。经过再次优化的V2.1 版黏着控制软件在该机务段进行了2 万吨列车运行试验,主控机车和从控机车未发生再生制动力异常的现象,后续进行了批量装车,运用效果良好。
4 结语
通过对该机务段机车再生力异常现象的分析及后续处理措施的制定,对2 万吨列车黏着控制有更加深入的认识。特别是从控机车运用工况与主控机车、单机牵引列车的工况相差较大,对后续2 万吨重载列车黏着控制及列车纵向冲击力地减轻提供了试验数据和研究方向。
猜你喜欢
中国新闻周刊(2024年12期)2024-04-25 19:08:53
中国设备工程(2023年2期)2023-02-13 06:22:56
装备制造技术(2021年2期)2021-07-21 05:38:24
当代陕西(2020年23期)2021-01-07 09:25:22
河北画报(2020年10期)2020-11-26 07:21:20
铁道通信信号(2020年10期)2020-02-07 01:01:02
铁道通信信号(2019年2期)2019-03-26 06:39:42
中国铸造装备与技术(2017年3期)2017-06-21 11:33:36
铁道通信信号(2016年6期)2016-06-01 12:10:20
中国铁道科学(2015年5期)2015-06-21 06:53:22