新型纱线的开发与研究
2020-05-04 08:58章水龙陈顺明程四新章友鹤
现代纺织技术 2020年4期
章水龙 陈顺明 程四新 章友鹤

摘 要:为开发适应市场需求的新型纱线,拓展纱线的应用领域,在分析浙江纺纱业的产品特点及面临形势的基础上,对浙江省纺纱重点企业近几年来生产的四大类纱线调整产品结构的方向做了详细探讨。认为:常规本色纱线要积极开发差异化功能性纱线,色纺纱线要融合花色纱生产技术开发出具有多种花式纱结构特色的新型色纺纱线,半精纺生产应拓展针织大圆机用纱等多种用途,转杯纺与喷气涡流纺则要充分发挥技术装备优势扩大纱线应用领域。
关键词:新型纱线;功能性纱线;色纺纱;半精纺纱;转杯纺;喷气涡流纺;环保型纱线
Abstract:To develop a new yarn adapting to the market demand and expand its application fields,the product structure adjustment direction of four kinds of yearns produced by key spinning enterprises in Zhejiang Province in recent years was analyzed on the basis of investigating product features and the situation of spinning industry in Zhejiang. It is believed that, the yarns with differential functions should be actively developed for conventional yarns with natural color.Colored spun yarns should be integrated with textured yarn production technology to develop a new yarn with multiple structure features of textured yarn. Semi-worsted production should be expanded to use the yarns for the circular knitting machine. The rotor spinning and air-jet vortex spinning should give full play to the advantage of technical equipment and expand the application fields of yarns.
Key words:new yearn; functional yarn; colored spun yarn; semi-worsted yarn; rotor spinning; air-jet vortex spinning; environment-friendly yarn
浙江省是国内生产色纺纱线、新型转杯纺与喷气涡流纺纱线的重点省份,其产能居全国首位。由于缺乏棉花、羊毛等纺织原料,劳动力紧缺,生产一线工人绝大多数来自外省,故浙江省是国内纱线生产加工成本最高省份之一。近几年来,印度、越南等周边国家生产的纱线在国内低价竞销,也对浙江省纺纱业造成了不小的冲击。部分中小型企業由于产品结构与技术装备未及时调整与更新,规模小,成本高,用工多,生产处于十分艰难的困境。在如此严峻的形势下,部分浙江纱线生产企业则从加快装备技术改造与调整产品结构入手,根据市场变化不断开发各类新型纱线,扩大纱线应用领域,走上了拓市场、增效益的发展之路。
最近,笔者对浙江春江轻纺集团有限责任公司、百隆东方股份有限公司、湖州威达纺织集团有限公司等企业的纱线产品开发情况做了调研,现将这些企业近几年来开发的新型纱线作一总结。
1 差异化与功能性纱线的开发
分析国内众多纺纱企业的产品可知,很多企业仍将纯棉普梳纱、精梳纱及混纺纱线,纯黏纤、纯涤纶及涤粘混纺纱线等常规纱线(本色纱线)作为主导产品。但浙江纺纱企业目前已很少生产这些常规纱线,分析原因主要是浙江纺纱企业多为中小型企业,缺少规模效应,其加工成本高于外省,如生产纯棉纱竞争不过新疆纱,生产黏胶纱又竞争不过福建纱。为了避开常规纱线同质化竞争,浙江不少企业根据市场需求重点在开发差异化功能性纱线上下功夫,并已取得一定成绩。如浙江春江轻纺集团有限责任公司近几年来以市场为导向,大力调整产品结构,先后开发出10多个系列功能性纱线,有超仿棉改性纱线、芳纶1313混纺阻燃纱线、石墨烯混纺纱线、远红外粘腈混纺保暖纱线、纳米铜离子抗菌纱线、中空涤纶抗菌保暖纱线等。目前新型功能性纱线销售额占公司总销售额的50%以上,产品不但作民用服饰用纱,在军工、职业用服饰上也占有一定份额,在市场上具有较强竞争力,使企业经济效益逐年提高。
1.1 远红外保暖腈纶与黏胶混纺纱
远红外保暖腈纶/黏胶混纺纱采用70% 1.33 dtex纤维与30% 1.11 dtex超细旦远红外腈纶混纺而成,生产号数为11.8 tex(50s)。远红外腈纶是在纺丝过程中将陶瓷粉末添加到纺丝液中共混制成,它不但可以吸收太阳光或人体辐射出来的远红外线,提高腈纶纤维的保暖性能,而且可以发射波长和频率与温度相应的远红外线,对人体起到促进血液循环、提供供氧能力的保健功效。据检测,用该纱线制成的针织面料,远红外发射率达到0.91,大于标准的0.88的要求,保暖率达到了30.75%,也达到标准大于等于30%的要求。
1.2 纳米铜离子抗菌纱
纳米铜离子抗菌纱是用60%黏胶纤维与40%纳米铜离子改性涤纶混纺而成,生产号数为18.5 tex。纳米铜离子改性涤纶是将抗菌铜质材料经加工处理使其颗粒达到纳米级后加入涤纶纺丝液中,经纺丝加工而制成的一种抗菌功能性纤维,由于纳米铜离子被牢固地镶嵌在聚酯纤维分子结构中,为溶出型抗菌纤维,因此具有持久的抗菌除臭等功效。据检测,用纳米铜离子混纺抗菌纱线制成的针织物,对大肠杆菌的抑菌率达到99.97%,对金色葡萄球菌的抑菌率达到99.76%,对白色念球菌抑菌率为27.11%,根据国家GB 20944.3—2008《纺织品 抗菌性能的评价 第3部分:振荡法》,对金黄色葡萄球菌和大肠杆菌的抑菌率≥70%的就具有抗菌效果。该纳米铜离子抗菌纱线,远超过国家标准规定,具有较强的抗菌效果。
1.3 天丝/抗菌保暖涤纶混纺纱
天丝/抗菌保暖涤纶混纺纱系采用60% A100天丝纤维,40%抗菌保暖涤纶两种纤维混纺而成,生产号数为11.8 tex(50s)。天丝纤维采用1.33 dtex×38 mm细旦纤维,抗菌保暖涤纶为中长型纤维,细度1.7 dtex,长度为49 mm。天丝纤维是一种绿色环保的纤维素纤维,具有柔软的手感、良好的透气透湿性及优良的染色性等优点。抗菌保暖涤纶是中空结构,并在涤纶大分子中添加了抗菌基团,能抑制细菌及螨虫的生存与繁殖,具有良好的抑菌功效;中空结构涤纶纤维具有夏季吸湿快、导湿迅速,冬季保暖效果良好的功效。将两种纤维混纺成纱,使各自优良性能充分发挥,用该纱线制成的面料与服装不但具有吸湿透气,悬垂、挺括,飘逸舒爽,色彩靓丽、富有光泽的优点,还具有优良的抗菌保健及保暖等功能。克服了用后整理方法的抗菌服饰不耐洗,易脱落,抗菌效果随时间减低的弊端。经国家服装产品检测中心(浙江)檢测该纱线的抗菌性能对大肠杆菌的抑菌率达到99.99%,对金色葡萄球菌的抑菌率达到99.83%,对白色念珠菌抑菌率为99.88%,抑菌性能十分优异。实际测试保暖率达到33.25%,具有良好的保暖性能。该混纺纱线目前已应用于高档时装、休闲服饰、运动服及保暖衬衣内衣等领域,受到后加工企业与消费者好评。
随着人们生活水平的提高,对服饰提出穿着舒适性、安全性及卫生性等功能性需求。浙江春江轻纺集团有限责任公司近几年来就是根据人们对纺织品功能性的需求来研发各类新型功能性纱线并投入市场。如2019年开发投产的19.6 tex芳纶1313混纺阻燃纱线,采用55%芳纶1313纤维、43%阻燃黏胶纤维及2%导电纤维的3种纤维混纺而成,极氧指数达到29%以上,具有优良的阻燃性能,可作为部队服装及特种工作服用纱。由于是一款高性能特种用途纱线,吨纱售价较高,生产了100余吨,就为企业创造销售收入2 000多万元。
从浙江春江轻纺集团有限责任公司最近几年调整产品结构后所取得的效果说明,积极开发多种差异化功能性纱线,拓展新的应用领域,是生产常规纱线企业转型升级的重要途径之一。
2 色纺纱的开发
色纺纱又称花色纱,已有30多年生产历史。浙江纺纱企业生产色纺纱从纯棉与纯涤麻灰纱起步,经历了多纤混纺与多色彩混纺等几个发展阶段,由于生产色纺纱能使企业取得比生产本色纱线较好的经济效益,故发展较快。目前,浙江省有60多家纺纱企业共计300多万纱锭(不包括用新型纺纱装备)在生产各类色纺纱线,年产量约30多万吨。近几年,由于出口受阻及加工成本提高的影响,已出现常规麻灰纱及化纤色纺纱等产能过剩、销售不畅的态势,同时由于越南纺织业的快速发展,其生产的纯棉及混纺色纺纱在国内低价销售对浙江省色纺纱企业也造成了一定冲击,中小型企业生产的常规色纺纱在价格上竞争不过越南纱线,出现无利可图及亏损局面。面对色纺纱生产出现的新形势,浙江重点色纺纱企业也加快了产品结构调整步伐,采取多项措施来开发新型色纺纱线。
2.1 色纺纱生产中融入花式纱的生产技术
色纺纱与花式纱是两种不同类型但又有相融性的纱线。色纺纱是利用不同色泽的纤维纺成纱,主要表现为外观色彩变化。花式纱是在纺纱过程中采用特殊的纺纱设备或特殊的成纱工艺,形成具有特殊结构和外观效果的纱线。花式纱的应用领域比色纺纱更广泛,尤其是随着人们对穿着服饰追求时尚化与个性化的需求日益增加,对各类花式纱的需求也增加较快。把花式纱的工艺技术融入色纺纱的生产中,可使色纺纱线不仅有色彩上的变化,且在纱线表观上呈现出不同结构与形态特征,如色纺段彩纱、竹节纱、彩点纱、雪花纱、隆纹纱等。既可提高产品附加值又可扩大使用范围,这是一个发展趋势。
百隆东方股份有限公司是浙江乃至全国色纺纱业龙头企业之一,近几年来除了扩大生产段彩纱、竹节纱等花式纱以外,与山东裕华纺机公司紧密合作,在FA506型细纱机改造成集聚赛络纺的基础上,加装一套西班牙开普公司生产的马赛克花式纱装置进行新颖花式纱开发。马赛克花式纱装置能准确控制每根罗拉的运动,实现罗拉交替运转并分别控制牵伸彩条,做到牵伸后纱条长度可控,并根据设计的工艺长度进行有效连接,既可纺制普通竹节或段彩效果的花式纱线,也可在一定范围内将两根粗纱渐变组合,纺制风格独特的马赛克渐变花式纱。用马赛克花式纱装置生产风格独特花式纱,目前在国内还很少见。
此外,百隆东方股份有限公司的技术人员经过多次的技术研究,创新改造粗纱机喂入机构和牵伸机构,解决了多个技术难点,利用并条机和粗纱机使主辅纱条分别可控喂入,实现了粗纱段彩,形成了粗纱段彩纱新技术。
段彩粗纱在细纱机加工时结合赛络纺集聚竹节纱、细纱段彩纱等新型纺纱方式,开发出颜色丰富,立体感强的新型段彩花式纱,进一步丰富了色纺纱的颜色组合,使纱线风格更加绚丽多彩。
段彩纱是以纱表面有色部分呈多变的规律分段而命名,是一种具有独特风格的色纺纱,目前生产较多的是细纱段彩纱。
粗纱段彩纱的纺制,粗纱是关键,要纺制段和段之间是不同颜色或不同纤维组成的段彩粗纱,需同时喂入两根不同颜色或不同成分的纤维条,且两根纤维条的喂入速度不同,经过牵伸形成段彩粗纱。在粗纱段彩加工过程中,要适当加大粗纱捻度,以增强纱条抱合力,为后道工序细纱正常生产奠定基础。但粗纱捻度大小对成纱风格有一定影响,粗纱捻度偏大,织物表面色彩对比明显,粗纱捻度偏小,织物表面色彩相对柔和。用粗纱段彩技术开发出的新型段彩花式纱目前已形成批量生产,供后道机织与针织企业开发新型面料用纱,是色纺纱的一项技术创新。
2.2 采用多纤混纺与包覆技术相结合开发新型色纺纱
较长时期以来,色纺纱生产多以棉花为主体原料。除长绒棉外,其他棉纤维的长度比化纤短,整齐度也较差,且国内棉花资源有限,价格波动也较大,故近年来浙江色纺纱企业以各种化纤混纺来取代纯棉来生产色纺纱,减少色纺纱中棉花的使用量已成为一种发展趋势。
浙江云泰纺织有限公司是一家有20多年生产各类色纺纱的企业,近几年来他们根据市场需求开发了多款以化纤混纺为主体的色纺纱产品。
2.2.1 用绢丝/羊毛/涤纶/尼龙4种纤维混纺的色纺纱线
用绢丝/羊毛/涤纶/尼龙4种纤维混纺的色纺纱线是浙江云泰纺织有限公司开发的一款色纺纱产品。混纺比为本色1.56 dtex×38 mm涤纶42%,1.56 dtex×38 mm咖啡色涤纶10%,80 Nm羊毛10%,绢丝10%,尼龙纤维28%,为了使4种纤维混合均匀先后采用了4步纺纱工艺:第一步将绢丝纤维经绢纺工艺制成绢丝预并条;第二步将两种涤纶纤维经棉纺工艺流程(开清棉→梳棉→预并)制成涤纶预并条;第三步将绢丝与涤纶两种预并条与羊毛尼龙纤维制成的条子混合,通过三道并条混并制成熟条;第四步将末并条子经粗纱和细纱工序生产出28 tex的四合一混纺纱,并经络筒→并纱→倍捻工序制成28 tex×2股线,作为高档毛衫用纱。为了提高四合一混纺色纱的质量,在细纱工序采用紧密赛络纺技术,将2根四合一粗纱条汇集成一个加捻三角区制成单纱,以减少毛羽、提高成纱强力与改善条干均勻度。由于用4种纤维混合纺纱使各种纤维的优良性能充分显现,将羊毛的保暖性、绢丝的光泽性与穿着舒适性相结合,同时使涤纶纤维的高强度与尼龙纤维优良的弹性恢复能力及良好的耐磨性充分发挥,克服了用一种纤维纺纱制成的许多弊端,显著提高了服用性能,并克服了毛类原料在穿着过程中易掉毛和起毛起球类缺点。目前该纱线已在高档毛衫面料中应用。
2.2.2 用细旦莫代尔纤维开发的有色紧密纺纱
浙江云泰纺织有限公司开发的超细旦莫代尔纤维有色紧密纺纱是一款高档新型纱线。它使用1.11 dtex细旦莫代尔和1.33 dtex莫代尔与1.33 dtex有色莫代尔3种纤维组成。其混纺比是1.11细旦莫代尔30%,1.33 dtex莫代尔64%,1.33 dtex染色莫代尔6%,生产品种为11.8 tex(50s)号纱。莫代尔纤维是用100%天然优质木浆制成,是一种环保可生物降解的纤维。用莫代尔纤维纺纱并制成面料和服饰,具有良好的服用性能(吸湿、透气、亲肤)并具有优良的染色性。而细旦莫代尔纤维是一种比常规莫代尔更加纤细和柔软的纤维,用于生产高档轻薄型的针织物,具有轻细柔软的特点,尤其是优良的染色性可赋予织物鲜艳持久的色彩,经多次洗涤不褪色。在细旦莫代尔纱线生产过程中,通过优化各工序的工艺设计,并采用了清梳联、自调匀整并条机、智能悬锭粗纱机等新型纺纱设备,在细纱机上采用了紧密纺工艺等新技术,使生产的紧密纺色纱结构紧密、条干均匀、强力高、毛羽少而光洁,具有独特的朦胧立体感,是一款高品质细号针织用纱,受到后加工企业的好评。用该纱线制成的轻薄针织服饰,色泽靓丽,轻柔飘逸,吸湿透气,深受消费者喜爱。
2.2.3 新型精纺多色彩虹纱
浙江卡罗莱纳纺织有限公司开发的新型精纺多色彩虹纱很有特色。它是在环锭纺细纱机上采用多根不同颜色的粗纱,经耦合牵伸再加捻形成的多彩色段彩纱,实现了主纱与辅纱同号、同类控制萝线成形。由于这种纱线在颜色变化时产生了过渡效果,类似彩虹故称为多色彩虹纱。
但生产精纺多色彩虹纱关键是要对现有并条机改造成花色并条机,利用花色并条机的并色技术形成多色铺垫,使生产的条子截面具有不同的颜色,经粗纱机加工成多色粗纱,然后将多色粗纱作为紧密赛络纺双纱结构的辅纱,并将细纱前胶辊改造成类似多边形左右不对称结构,使细纱机加工的纱线具有极短片段不匀,长片段均匀,左右交替变换的特殊混色彩虹效果。它与一般段彩纱有较大区别,业内人士认为这也是色纺纱技术的一个创新。由于多色彩虹纱色彩丰富,风格别致既可用于生产春夏季针织裙装,T裇、童装等流行服饰用纱,也可用于制作秋冬季毛衫用纱,以适应不同用途产品的用纱需求。浙江卡罗莱纳纺织有限公司开发的多色彩虹纱品种有纯棉、天丝棉、莫代尔棉及粘棉、涤棉等多个系列品种,纺纱号数在59~14.8 dtex(10~40s)之间,用于毛衫用纱需经合股加工。
2.2.4 色纺功能性冰爽纱线
浙江卡罗莱纳纺织有限公司开发的另一个品种是色纺功能性冰爽纱线。它采用50%蜂窝状抗紫外线涤纶纤维、40%竹纤维、10%蜂窝状玉石纤维,三种功能性纤维混纺而成,并采用了新型纱线的包覆结构设计,在环锭纺加捻设备的基础上加工成一本体芯纱、二本体芯纱、三本体芯纱的特殊包缠与交捻相结合的特殊结构的纱线。同时在细纱机上采用紧密纺技术,减少了成纱毛羽,提高了成纱强力与改善条干均匀度。由于该冰爽型纱线将凉爽、吸湿快干、抗紫外线及抗菌等多种功能于一体,迎合人们对夏季衬衫面料的要求与期待,符合当前消费潮流。同时采用多种纤维混纺与包覆等技术,使用该纱线制成的面料具有良好的抗紫外线、凉爽、吸湿快干的服用舒适性。
从浙江色纺纱企业近几年开发的多种新型色纺纱线可以看出,色纺纱已彻底改变了原来使用原料单一,纱线品种类同的面貌,向使用多种功能性纤维,生产出多种外观风格独特的新型色纺纱和花式纱方向转变,满足消费者的多种需求。
3 半精纺纱的开发
半精纺纱也是浙江纺纱业的一种特色纱线。因浙江嘉兴地区拥有濮院与洪合两个全国最大的毛衫加工与销售市场,需要大量的半精纺纱及毛纱,市场的需求促进了半精纺生产企业的发展。同时因毛衫用纱使用原料的档次高于棉色纺纱,其产品附加值较高。可增加生产企业的盈利空间,故发展较快。目前在浙江已有30多家纺纱企业近50万纱锭专业生产各种档次的半精纺纱线。但由于半精纺纱线多年来是作毛衫用纱,其发展空间受到一定限制。为拓宽半精纺纱线的应用领域,浙江半精纺生产企业充分依托半精纺技术优势开发出3种半精纺新型纱线,拓宽半精纺纱的使用领域。
3.1 用半精纺技术开发羊绒混纺高支纱
羊绒是一种稀有动物纤维,因性能优良有“软黄金”之称。但羊绒长度较短,很难用于精毛纺生产高支纱,往往采用粗梳毛纺工艺加工,使纺纱支数难以提高。高品质原料不能生产出高支纱是困扰生产企业的一个难题。近年来浙江康赛妮毛纺集团与浙江中新毛纺公司,充分利用半精纺生产工艺对原料适应性较强的优势,选用75%羊绒与25%水溶性维纶纤维伴纺,采用半精纺工艺生产60 Nm羊绒混纺高度纱。由于维纶纤维的强力高于羊绒1倍以上,使生产的羊绒/维纶混纺纱强力明显提高,可纺性显著改善。该羊绒混纺纱试制成织物后,在后整理加工时,将伴纺的25%水溶性维纶纤维溶解,可使织物中羊绒纱线的支数提高到80 Nm,制成的羊绒织物更轻柔,手感蓬松富有弹性,高档羊绒纤维的特性得到充分利用。此外,浙江中新毛纺公司还采用交叉技术开发出84 Nm高支羊绒混纺纱线,系采用50%羊绒、25%巴素兰羊毛、25%膨体腈纶短纤(拜耳公司)3种原料纺成两种规格纱线,经合股后绞纱染色,由于膨体腈纶收缩,使羊绒凸显在纱线表面,用该羊绒混纺纱线制成织物,经缩绒处理以后,其外观手感均酷似纯羊绒产品。由于混用了25%膨体腈纶,不但使原料成本降低,且使服饰的耐磨性和耐洗涤性显著提高,既改善了羊绒织物的服用性能,又因物美价廉受到消费者的好评。
3.2 用半精纺技术开发功能性纱线
当前随着人们对穿着服饰观念的改变,毛纺织产品已从传统的保暖性为主,向轻薄舒适性四季可穿方向转移,使用原料也从以毛类动物纤维为主向多功能化方向发展,利用半精纺技术来开发多功能毛型纱线已成为一个发展趋势。如浙江威泰纺织公司生产半精纺纱线已有20多年生产实践经验,先后用多种纤维开发出多种功能性半精纺纱线,最近公司根据市场需求将80 Nm丝光羊毛、长绒棉、绢丝和改性黏胶凉爽玉纤维等4种原料纤维混纺,开发生产一种凉爽型的功能性纱线,其混纺比为羊毛25%、长绒棉25%、绢丝20%、凉爽玉纤维30%,生产支数从60 Nm到90 Nm,已形成系列。该四合一功能性纱线将羊毛的弹性、长绒棉的糯性和亲肤性、绢丝的滑爽性及改性黏胶凉爽玉纤维的吸湿透气性及悬垂性等优良特性充分发挥。用该四合一功能性纱线制成的针织T恤衫及春夏季服饰既贴身又能快速吸湿排汗,穿着凉爽,且有良好的保型性与飘逸感,深受消费者喜爱,为半精纺开发低含毛量的各种功能性纱线创出一条新的途径,也是半精纺纱线的一个新动向。
3.3 用半精纺技术开发针织大圆机用纱
与毛衫用纱多用纱支相对较粗的股线不同,针织大圆机多用单纱编织。针织大圆机生产的织物,以内外衣、汗衫、棉毛衫、绒衫及T恤衫为主,要求轻薄柔软、布面光洁、穿着亲肤舒适,故对纱线支数和质量要求尤其是纱线的“三个不匀率”(条干CV%,强力CV%,重量CV%)的要求远高于毛衫用纱,因此不是所有半精纺纱都能作为大圆机针织用纱。
近年来,为了扩大半精纺纱线在针织大圆机上的应用,桐乡市易德纺织有限公司、桐乡市威泰纺织有限责任公司、浙江中鼎纺织股份有限公司等重点半精纺生产企业,从优选原料、优化纺纱工艺和相应设备改造等方法,围绕改善“三个不匀率”,开发出多种大圆机用的半精纺混纺纱线,纺制纱线为14.8~9.7 tex(40~60s)。作为浙江最早开发大圆机用纱的半精纺企业,桐乡市易德纺织有限公司生产的品种多、质量优,受到针织加工企业的好评。目前大圆机用半精纺纱线已占該企业总产量的25%左右,半精纺纱线拓展在大圆机上应用,将会推进半精纺技术的进一步发展。
4 转杯纺与喷气涡流纺纱线的开发
转杯纺与喷气涡流纺是目前在国内外应用最多的两种新型纺纱设备。与传统环锭纺比较,转杯纺与喷气涡流纺均具有纺纱工艺流程短、设备生产效率高、用工省等多方面优势,在国内得到快速发展。据相关资料显示,目前国内拥有转杯纺机350多万头,喷气涡流纺机1500多台约13.5万头,二者合计相当于环锭纺2 000万锭的纺纱产能,已在纺纱中占有一定地位。浙江省是国内拥有这两种新型纺纱设备最多省份,现有转杯纺40多万头,喷气涡流纺600多台。
较长时间以来,转杯纺一直以生产粗支纱为主,喷气涡流纺对刚性大的纤维、粗的纤维适应性较差,故在一定时间国内以生产29~19.7 tex的黏胶纱为主。与环锭纺相比,存在着生产品种少、纱线强力较低的缺陷,严重影响了这两种新型纱线使用范围的拓展。
由于喷气涡流纺企业大多生产黏胶纱,已出现同质化价格竞争态势。同时最近国内用环锭纺生产黏胶纱的产能也快速增加,由于环锭纱强力高于喷气涡流纱10%以上,对喷气涡流纺生产黏胶纱的企业造成极大冲击,出现销售不畅、价格甚至低于环锭纺黏胶纱的局面。
面对新型纱线出现的新形势,浙江有些新型纺纱企业,近几年来也加快了产品结构与拓宽市场步伐,如湖州威达集团有限公司同时拥有转杯纺和喷气涡流纺两种纺纱设备,有近20年用新型纺纱技术开发产品的经验。近几年来,公司围绕开拓新型纱线的应用领域,对纺纱设备进行改造与更新,在转杯纺与喷气涡流纺设备上用多种纤维原料开发出多种用途的纱线,极大地提升了市场竞争力与盈利能力。
4.1 棉/麻混纺纱——威爽纱
威爽纱系采用棉和亚麻二种纤维混纺,混纺比为棉65/亚麻35,纺纱号数为59~19.7 tex(10~30s),根据用户订单生产。棉纤维选用长度29 mm及马克隆值品质较好的新疆二级棉,亚麻经脱硫脱脂后,纤维长度与纤度和棉花相近,二者混用可将棉的优良吸湿性、染色性与亚麻的透气滑爽性、吸湿快干相结合,两种纤维的优势充分发挥,使制成的针织服饰既亲肤又透气,凉爽舒适,深受消费者的好评。在转杯纺开发棉麻混纺纱过程中,除了优化纺纱工艺及选用纺杯、分梳辊等关键部件外,还采用了色纺工艺,原棉先染色再与亚麻混纺成纱,制成面料后无须再染色,符合绿色环保的要求。
4.2 棉/竹有色转杯混纺针织纱
棉/竹有色转杯混纺针织纱系采用新疆229细绒棉,与1.33 dtex×38 mm细旦竹代尔纤维混纺成纱,混纺比为棉50%细旦竹代尔纤维50%。生产号数为19.7~14.8 tex(30~40s),以19.7 tex为主要产品。由于所纺纱支较细,而棉花染色后强度降低较多,故选用细旦竹代尔纤维与成熟度好的棉花以增加成纱截面纤维根数,进而提高成纱强力。纺纱时,通过工艺优化使纤维少受损伤,尤其在梳棉工序,采用柔和梳理工艺,在提高梳理元件平整度和锋利度基础上来提高棉网清晰度,减少色棉结产生。对转杯纺元器件及工艺参数进行优化配置,使纺制的19.7 tex棉竹混纺色纱质量达到较高水平,它与同规格的转杯纺纯棉色纺纱的质量性能对比如表1。
从表1可以看出,转杯纺棉/竹混纺色纺针织纱,除单纱断裂强度略低于转杯纺纯棉色纺纱外(因混用竹代尔纤维其单纤强力低于棉纤维),其余5项指标均明显高于转杯纺纯棉色纺纱,同时由于纱线中混用了一定的竹代尔纤维,使纱线与制成织物具有一定的抗菌功能,从而满足了人们对服饰健康环保的需求。
4.3 涡流纺威腈纱
涡流纺威腈纱选用原液染色黏胶、羊毛、腈纶3种原料混纺,其中黏胶与腈纶均选用1.33 dtex×38 mm的细旦纤维,羊毛为70 Nm以上的细羊毛,混纺比为黏胶50/腈纶30/羊毛20,纺纱号数为19.7 tex×2,用于制作针织毛衫用纱。威腈纱既有黏胶的吸湿亲肤性,腈纶的柔软蓬松性、抗起毛起球性及羊毛优良的弹性与保暖性,使制成的毛衫具有手感柔软轻盈,回弹性好,保暖性佳及抗起毛起球性能优等诸多优良性能,克服了毛衫穿着时易掉毛及起毛起球等缺陷,受到后道毛衫加工企业的普遍好评。喷气涡流纺纱在毛衫上应用,是喷气涡流纺技术用于毛衫用纱的创新。
4.4 涡流纺机织用黏胶纱
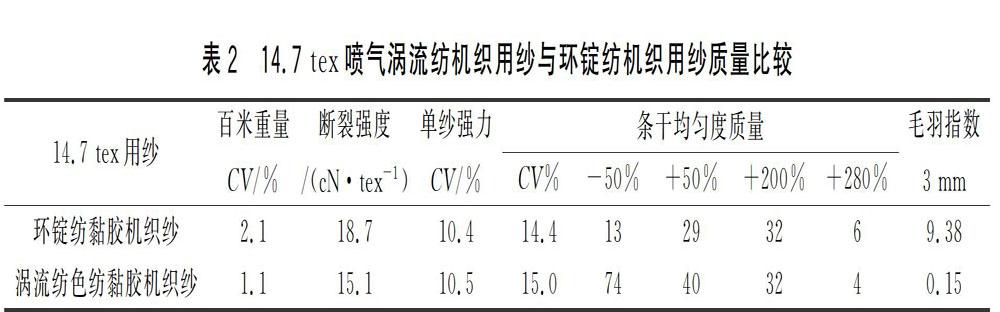
涡流纺机织用黏胶纱是喷气涡流纺生产技术的一个新突破。机织用纱与针织用纱对纱线质量要求是有很大区别的。针织物加工工艺比机织物加工工艺简单,纱线在织造时只承受一次拉伸而且张力较小。而在机织加工时纱线承受张力较大,尤其是作经纱用时需要承受开口时多次反复拉伸,故对纱线的强力与伸长率有较高要求,这是目前喷气涡流纺生产黏胶纱在织机用纱中的使用比例较低,尤其是作经纱使用比例更少的原因。湖州威达纺织集团有限公司为了攻克涡流纺黏胶纱在机织用纱上的难点,采取了4项技术措施。a)是选好原料,用1.33 dtex×38 mm的细旦黏胶与1.1 dtex×38 mm超细旦黏胶两种纤维互配来增加成纱截面的纤维根数,提高纤维间的抱合力,从而提高了成纱强力,同时通过改进混棉设备进行预混色,保证混色均匀。b)是优化前纺工艺设计提高分梳质量及纤维的平行伸直度,梳棉采取紧隔距慢车速柔和梳理工艺以减少纤维损伤提高棉网清晰度。并条采用三并工艺,提高纤维条中纤维伸直平行度。c)是优化喷气涡流纺工艺设计参数来降低纺纱断头率,使生产效率保持在98%以上。d)是根据企业多年生产经验,严格将车间温度控制在23~32 ℃之间、相对湿度在50%~65%之间,并利用自动调控系统由专人进行监控。由于生产车间温湿度稳定,确保生产顺利进行,断头率降低、质量稳定,各项技术质量指标达到了较高水平,满足机织加工企业的要求。表2是涡流纺生产14.7 tex机织用黏胶纱与环锭纺同规格同原料生产的纱线质量对比。
从表2几项质量指标对比分析,除单纱断裂强度是环锭纺黏胶机织纱比涡流纺机织黏胶纱高外,其余多项指标涡流纺与环锭纺基本相当,但成纱毛羽,涡流纺的筒纱毛羽与环锭纺的管纱及筒纱毛羽是不可比的,正是这一独特性能,用涡流纺黏胶纱生产的织物面料纹路清晰,抗起毛起球性能好,产品吸湿透气性能佳。
5 利用再生纤维与纺纱回料开发环保性纱线
5.1 点子纱
由于色纺纱的生产特点,生产过程中产生的回花与废料比本色纱多,有梳棉(精梳)生产过程中的落棉、并粗细生产的回花以及细纱工序产生的废纱与回丝三大类,其回花与下脚废料一般不在本支纱上回用。为了循环用好这三大类废料,百隆东方公司相关技术部门进行分析研究,针对不同类型废料,研发出不同风格的点子纱。
a)落棉点子纱,针对落棉纤维长度短,强力低的特性,采用将落棉与本色棉混配方法并通过优化各工序工艺设计,生产出质量较好的彩色落棉点子纱。
b)回花点子纱,针对回花形式多样,色纺纱回花颜色差异等问题,对各工序回花进行分类处理,并采用牵切纺工艺技术,生产出外观效果色彩丰富的回花点子纱。
c)回丝点子纱,针对色纺纱回丝的形态特征,重点解决回丝切断长度,梳理工艺及点子效果的匹配技术等技术难点,并通过对回丝纱段的模糊化处理,增强了回丝与纤维的抱合性,生产出回丝点子纱。
百隆东方公司由于攻克了对三类废料的循环利用,生产出具不同特色的成纱技术,实现了纺纱全流程度废料高效回用,对纺纱行业利用好生产废料“变废为宝”具有重大意义。在2018年被评为“纺织之光”科技成果一等奖,并获得国家发明专利与实用专利多项。用废棉开发的各类点子纱可比常规工艺生产的点子纱每吨降低生产成本5 000~6 000元具有显著的经济与社会效益。
5.2 利用再生涤纶纤维开发环保涤纶混纺纱线
环保涤纶是利用废旧聚酯瓶片为原料经过干燥—熔融—挤出—纺丝等工序加工生产的再生涤纶纤维。据介绍,再生涤纶纤维生产可省却多道生产工序,具有成本低廉的优势。浙江春江轻纺集团有限责任公司用65%的棉与35%的再生涤纶混纺成功生产19.7 tex,棉/涤混纺纱。在生产中针对再生涤纶纤维的性能特点,采用混条工艺方法,并在各工序采取相应工艺措施来改善再生涤纶纤维的可纺性,使生产的纱线质量达到一定水平。据检测,纱线的百米重量CV值达到1.5%,单纱断裂强度为16.5 cN/tex,单强CV值为8.2%,条干均匀度CV值在13.4%。生产的棉/涤混纺纱线加工成牛仔面料,并被美国著名牛仔品牌制成牛仔服饰,经必维国际检验集团进行认证检测,其农药烷基酯CAP,烷基酚乙氧基化物APEO等含量指标都符合欧洲标准。由于用再生涤纶纤维生产减少了对环境的污染,故称为环保涤纶纤维。目前已组成了紧密的产业链运行,为企业降低纺纱成本增加经济效益做出了一定贡献。
5.3 利用多种再生纤维开发系列环保型纱线
温州天成纺织公司是浙江一家专业用各种再生纤维原料来生产各类环保型纱线的企业,并与后道面料生产与服饰加工企业组建了一个紧密完整的产业链。近年来,天成公司通过设备更新与改造,形成了既有国内先进环锭纺设备,也有国际上最先进转杯纺设备的装备格局,每年可生产一万吨左右各类环保纱线。由于用服装边角料脱色制成的再生原料对环境造成严重污染,故选用国内再生聚酯纤维与低等级棉花为原料混纺生产各种环保纱线,经针织或机织加工后制成服饰。
在2019年中国国际纺织纱线展上,温州天成纺织公司用再生纤维循环利用纺成的纱线已形成了三大系列产品展示:牛仔服饰、劳动布与帆布、手套等劳保产品。据公司介绍,天成公司生产的各类环保纱线均已得到国内外相关检测机构认证,并与POLO(保罗),Adidas(阿迪达斯)Decatnlon(迪卡侬)等国际品牌服饰公司合作,为再生纺织原料的循环利用扩大纺织原料来源做出了一定贡献。
6 结 语
浙江是国内生产色纺纱、半精纺纱及用转杯纺、喷气涡流纺新型纺纱技术来生产各种新型纱线的重要基地之一。但天然原料资源缺乏、劳动力成本高、受周边国家低价竞销等因素对浙江纺纱业造成较大威胁。面对当前形势,近几年来浙江纺纱企业,尤其是重点纺纱企业,根据市场变化的需求加快开发新型纱线与拓展市场步伐。在常规纱线生产企业,以开发差异化功能性纱线为重点,规避了同质化低价竞争;色纺纱企业,将花式纱生产技术融入在色纺纱生产中,开发出一批具有花式纱形态特色色纺纱,改变了色纺纱平纱的面貌,进一步提升了色纺纱附加性,扩大了其他应用范围;在半精纺生产企业,也从单一生产毛衫用纱,向生产针织大圆机用纱等多广领域拓展;在转杯纺与喷气涡流纺生产企业,采用多种纤维原料开发出多种用途的纱线,使原来原料单一、品种单一与纱线用途少的局面有了显著改观。在各类新型纱线开发中,相关企业从优选原料、优化工艺及设备改造更新与基础管理强化等多方面采取措施,使生产的各类新型纱线达到了较高的质量水平,能满足后加工生产的需求,进一步提高了浙江生产的纱线在市场上的竞争力,实现了拓市场,增效益的目标。
参考文献:
[1] 毕大明,章友鹤,赵连英,等.色纺纱工艺技术的创新途径[J].棉纺织技术,2015(2):3-6.
[2] 刘东升,吴爱儿.再用棉仿彩点纱的制备及特性分析[J].棉纺织技术,2015(2):12-15.
[3] 章水龙,章友鹤,蒋建清.防静电混纺纱的生产技术措施[J].棉纺织技术,2014(1):55-58.
[4] 蒋建清,章水龙,杨新勇,等.增白阻燃涤纶纱线的开发与应用[J].纺织导报,2017(8):52-53.
[5] 蒋建清,章水龙.杨新勇,等.纳米铜离子抗菌纱线工艺探讨[J].现代纺织技术,2020(1):27-30.
[6] 赵利,潘红,章友鹤.半精紡的产品创新及工艺优化[J].纺织导报,2017(5):73-76.
[7] 陈顺明,姚锄强,姚雪强,等.应用转杯纺与喷气涡流纺技术开发色纺纱[J].纺织导报,2017(2):52-54.