
一种预防硫磺粉尘爆炸的自控实现方案
2020-05-04 12:36:16宋蓓
仪器仪表用户 2020年5期
宋 蓓
(中海油石化工程有限公司,山东 青岛 266100)
0 引言
硫磺成型机厂房、硫磺仓库的火灾危险类别为乙类,硫磺造粒包装过程中,存在粉尘环境,一旦硫磺粉尘达到爆炸极限,遇到明火,就会发生爆炸,造成安全事故甚至人员伤亡[1]。
目前,国内大多数的硫磺成型厂房和仓库的硫磺粉尘防爆主要通过三方面来实现。一是建筑结构本身控制,比如厂房仓库的建筑构件要满足耐火极限的要求,与其他建筑之间保证合理的防火间距等;二是工艺过程控制,比如设置有效的通风和除尘措施,厂房内的电气设备选择相应的粉尘防爆型等;三是设置必要的灭火防爆设施,比如配置水喷淋、水枪等灭火设施等[2]。
本文结合某项目提出一种硫磺粉尘防爆的自控解决方案,在硫磺仓库及造粒成型机厂房中可能产生硫磺粉尘积聚的位置设置粉尘浓度探测器,对粉尘浓度进行实时在线检测,并将检测结果输出至粉尘报警控制器中,当硫磺粉尘浓度达到设定的报警值时,输出相应的报警信号和控制信号,提示操作人员及时采取安全处理措施,同时可启动外接设备,如排风扇、电磁阀等[3]。此方案可对硫磺成型机厂房内的硫磺粉尘浓度进行实时检测,并根据浓度采取相应的措施,防止粉尘浓度过高发生事故,从而保证人员和设备安全[3]。

图1 硫磺成型机厂房平面布置图及防爆区域划分图Fig.1 Layout plan and explosion-proof area division of sulfur molding machine building
1 项目背景和目的
1.1 背景
某项目天然气处理厂有硫磺回收装置一套,装置内配套硫磺成型机厂房一座(两层)。液体硫磺从钢带造粒机滴落、冷却变为颗粒硫磺,颗粒硫磺聚集后经过皮带输送到料仓,进行包装称重后装车外运。厂房内设置转筒硫磺造粒机、斗式提升机和全自动包装码垛机。
本项目硫磺成型机厂房布置图及防爆区域划分图如图1所示。
成型机厂房采取的硫磺粉尘防爆措施有:采用粉尘防爆等级的设备(粉尘防爆等级EXTDA21T157℃& ExdIIBT4 Gb)、设置有毒气体检测报警器,设置完善的消防系统(比如风机等),定期对硫磺粉尘易积聚的位置进行除尘等。
1.2 目的
成型机厂房采取的措施存在一定的漏洞,比如在硫磺粉尘浓度没有达到爆炸极限的时候采取了降尘措施,而当达到爆炸极限应该降尘的时候反而没有采取相应的措施,很难根据实时的硫磺粉尘浓度采取及时有效的措施。
规范SH/T 3175-2013《固体工业硫磺储存输送设计规范》第4.8.7条“包装厂房自动秤落料处和上袋机上袋处、转运站低尘落料管底部带式输送机导料槽受料处、圆形料场堆料机落料处机架上、中心立柱现场控制柜平台上及地下廊道内带式输送机导料槽受料处应设置粉尘浓度检测器。”
根据SH/T 3175-2013增设硫磺粉尘浓度探测器,可以实时检测硫磺粉尘的浓度,当达到设定好的报警值时,采取相应的措施,比如开窗通风、除尘、联锁开启排风机等。
2 粉尘浓度探测器
2.1 粉尘浓度探测器概述
粉尘浓度探测器有便携式粉尘浓度检测仪和固定式粉尘浓度探测器。便携式粉尘浓度检测仪多采用红外光吸收法,结构紧凑、操作简单、便于携带,电池续航时间一般为几小时,每次使用后需更换滤膜,否则将影响再次检测的准确性;便携式粉尘浓度检测仪更适合操作人员进入粉尘环境时随身携带,用以准确及时地反映接尘人员吸入的呼吸性粉尘质量和不同粉尘作业场所中的粉尘污染状况,为准确评价作业场所的卫生状况提供可靠数据,而不适用于对粉尘浓度进行实时的检测。
因此,本项目采用固定式粉尘浓度探测器。
2.2 粉尘浓度探测器的原理
国内常见的粉尘浓度测量方法有:滤膜称重测尘法、光散射原理测尘法、β射线原理测尘法及光吸收原理测尘法[4,5]。本项目粉尘浓度探测器采用光散射原理测量硫磺粉尘,由微处理器对检测数据进行运算直接显示粉尘质量浓度并转换成数据信号输出,供粉尘测控系统使用。
光散射原理是基于粉尘物理性质在一定的条件下,暗室里的浮游粉尘在光照射下产生散射光,其散射光的强度正比于粉尘的质量浓度。将散射光强度转换成脉冲计数可测出粉尘的相对质量浓度CPM(每分钟脉冲数),通过预置质量浓度转换系数K值,经微电脑处理便可直接显示粉尘质量浓度[6]。
2.3 粉尘浓度探测器的技术参数
本项目粉尘浓度探测器的选型主要考虑以下因素:测量粉尘的粒径、浓度、工作温度、信号输出、供电电压、防爆等级、防护等级等。
SH/T 3175-2013《固体工业硫磺储存输送设计规范》第4.5.9条“送入房间的空气中有害气体及粉尘”主要是指H2S、SO2气体与硫磺粉尘。根据GBZ2中的规定,房间内H2S气体最高容许浓度为10mg/m3。SO2气体与硫磺粉尘的最高容许浓度未给出,可参考时间加权平均容许浓度,分别按5mg/m3和8mg/m3计算。
根据SH/T 3175-2013,本项目硫磺粉尘浓度报警设定值取8mg/m3。
另根据项目所在地的环境温度、压力、被测粉尘的粒径、成型机厂房的防爆区域划分等,本项目粉尘浓度探测器的参数选择如图2所示。
2.4 粉尘浓度探测器的布置
本项目在硫磺成型机厂房内共设置2台粉尘浓度探测器,其中一楼装袋处和二楼成型末端刮刀处各设置一台,粉尘浓度探测器布置图如图3所示。
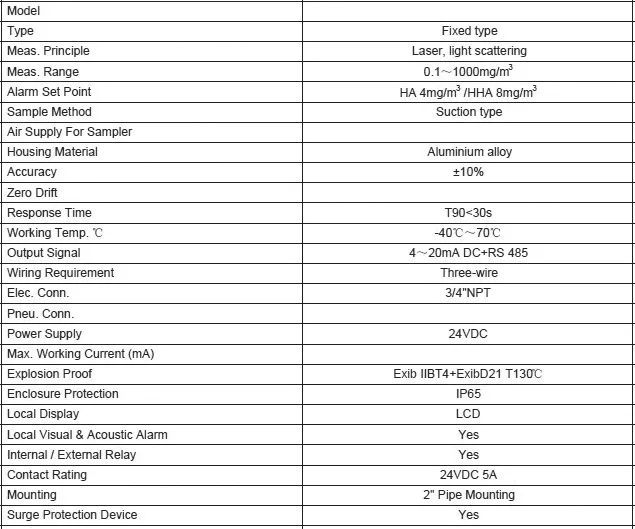
图2 粉尘浓度探测器选型参数Fig.2 Dust concentration detector selection parameters
3 粉尘报警控制器
3.1 概述
粉尘报警控制器适用于生产、运输、贮存等易产生粉尘的场所,采集粉尘浓度探测器(4mA~20mA信号)所检测空气中粉尘的浓度。
当硫磺粉尘浓度达到设定的报警值时,粉尘报警控制器发出报警和控制信号,提示及时采取安全处理措施,从而保证仓库及厂房的安全。
本项目属于改造项目,若直接采用电缆接入硫磺装置现场控制室的方案,则需要涉及土方开挖、控制系统扩容适应性改造等,故本项目采用粉尘报警控制器实现对粉尘浓度实时监控的方案,同时粉尘报警控制器可输出继电器信号用于联锁开启排风机。
3.2 粉尘报警控制器的技术参数
粉尘报警控制器采用高速核心处理器,带彩色LCD显示屏,控制器内采用多级信号滤波处理,使信号数据稳定,同时具有报警状态保持、查询报警记录等功能。
某品牌粉尘报警控制器可接收1~32路RS485信号的粉尘浓度探测器信号或1~8路4mA~20mA信号的粉尘浓度探测器的信号,每个粉尘报警控制器最多可输出8路继电器信号,同时还可输出一组RS485信号,用以实现与用户DCS系统的通讯等功能。
粉尘报警控制器的外形尺寸约为105mm×300mm×430mm(长×宽×高),壁挂式箱体设计,安装简单,操作方便,适用于本项目现场机柜间位置非常紧张的工况。
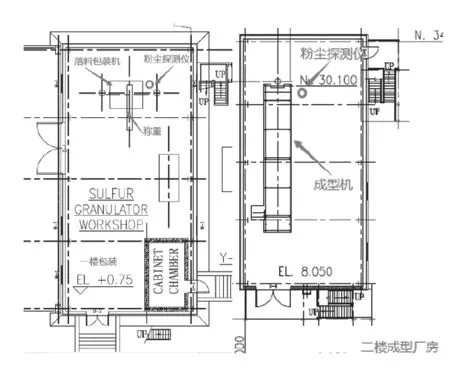
图3 粉尘浓度探测器布置图Fig.3 Layout of the dust concentration detector
3.3 粉尘报警控制器的安装位置
粉尘报警控制器应放置于非防爆要求的控制、值班室、楼道内等场所。
本项目粉尘报警控制器就近放置于硫磺成型机厂房一层的现场机柜间(此机柜间是为硫磺造粒包装设备成套PLC用),图1中标示为CABINET CHAMBER,粉尘浓度控制器220V电源采用为硫磺造粒设备成套PLC供电电源的备用回路。
4 结束语
除了硫磺成型机厂房外,硫磺仓库中也应设置相应的粉尘浓度探测器,粉尘浓度探测器宜与仓库中的消防设施实现联动。粉尘浓度探测器和粉尘报警控制器在硫磺仓库及硫磺成型机厂房中的应用,将大大提高硫磺造粒、成型、仓储方面的安全性,做到提前预防,将粉尘浓度控制在爆炸下限内,避免安全事故的发生。
猜你喜欢
汉语世界(The World of Chinese)(2024年1期)2024-04-24 19:16:46
中国化肥信息(2021年5期)2021-07-28 07:05:12
华人时刊(2020年23期)2020-04-13 06:04:14
制造技术与机床(2018年9期)2018-09-19 06:48:02
现代园艺(2017年22期)2018-01-19 05:07:32
中国公路(2017年10期)2017-07-21 14:02:37
中国铸造装备与技术(2017年3期)2017-06-21 11:33:45
中国化肥信息(2016年30期)2016-05-17 04:25:31
中国化肥信息(2016年28期)2016-05-17 04:25:23
工业设计(2016年6期)2016-04-17 06:42:45
