
四步法十字形三维编织物的工艺研究
2020-04-30 05:37:46
纺织科学研究 2020年4期
(中国纺织科学研究院有限公司 生物源纤维制造技术国家重点实验室 北京 100025)
1 引言
纺织复合材料是以纺织纤维及其结构体实现性能增强的先进复合材料。三维编织复合材料是纺织结构复合材料的重要分支,利用三维编织技术,首先将增强纤维编织成三维整体织物,再和基体(包括树脂、碳、碳化硅、金属等)复合,从而制成三维编织复合材料制件。
三维编织物最大的特点是没有层的概念,一体成型,所以三维编织复合材料是完全的整体结构,它的比强度和比模量高,具有优良的力学性能,在航天、航空、医疗等领域得到广泛的应用。
在三维编织复合材料异形件方面,研究人员已做了大量的工作,但绝大部分研究都集中在变截面织物上[1-3]。十字形三维编织物适合制作板材的增强筋织物,可广泛应用于航空、航天、能源、交通、体育等领域,但鲜见相关报道。
2 基本假设
为了进行工艺计算,先建立如下假设:
(1)工件需求的纤维体积含量为Vf,单位为cm3;
(2)编织工艺相对稳定,编织结构均匀稳定;
(3)工件中同种纱线,具有相同的纱线细度和纱线填充因子;
(4)采用四步法1×1的编织形式。
3 工艺参数计算
3.1 纤维用量计算
工件所用纤维的密度用ρ 表示,单位为g/cm3。十字形工件的外形尺寸用L×L 表示,十字分支的宽度用W 表示,厚度用T表示,单位均为cm,如图1所示。
根据外形尺寸,计算工件体积,如公式(1):
工件体积V=(2×L -W)× W×T
利用基本假设中工件所需的纤维体积含量Vf,计算纤维的体积,如公式(2):
纤维体积V纤=V×Vf
利用所得的纤维体积,计算纤维的用量,如公式(3):
纤维用量m=ρ×V纤
3.2 纱线根数计算
纱线器在编织机底盘上的初始位置如图2所示,图中圆圈代表编织纱系统,方框内部为主体纱,方框外围为边纱。在编织过程中,常以主体纱的行数和列数命名,如主体纱有m 行和n 列,则称为m×n 三维编织。
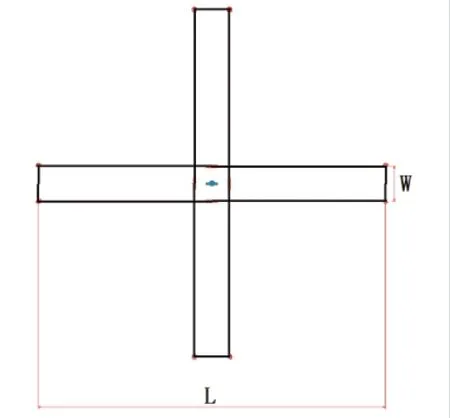
图1 十字形工件
在m×n 三维编织中,m+1 表示纱线器的行数,n+1 表示纱线器的列数,计算编织纱的根数,如公式(4):
N=(m+1)(n+1)-1=m×n+m+n
在十字形编织物中,分为纵横两个分支,分两次挂线编织而成,计算编织纱的总根数,如公式(5):
Ns=2×N= 2×m×n+2×m+2×n
3.3 工艺步骤
(1)根据纱线器的初始位置和总纱线根数准备纱线器和初始位置排布;
(2)根据四步法工艺,开始进行m×n 三维编织,编织到tmm 的位置上,两侧各减k根纱线,并预留qmm的长度,减纱规律如图3所示,图中圆点表示要减的纱线器,圆圈表示剩余的纱线器,剩余纱线器为m×[n-(2k+1)÷m]三维编织;
(3)利用剩余的纱线器进行m×[n-(2k+1)÷m]三维编织,如图4所示,在编织长度等于织物宽度的过程中逐渐加入2k 根横向增强纱,两端预留qmm 的长度;
(4)两侧各增加k 根纱线,上端头预留qmm 的长度,恢复原m×n 三维编织,继续编织tmm 长;
(5)三维编织物两侧各甩出纱线Ns 根,利用这些纱线进行m×n 三维编织,作为十字织物的横向分支,获得十字三维编织物;
4 计算实例
例如分支结构为9×9 三维编织结构的十字形三维编织物:
(1)总纱线根数=(9×9-1)×2=160;

图3 十字交叉位置减纱规律

图4 十字三维编织物中纱线分布
(2)进行9×9 结构的三维编织物的编织,纱线根数=9×9-1=80,编织长度为200mm;
(3)在编织物两侧各去除18 根纱线,预留长度400mm。剩余44 根纱线正好为5×9 三维编织结构,继续编织,编织10mm 过程中横向均匀增加纱线36 根,两端各预留400mm;
(4)两侧各增加18 根纱线,恢复原9×9 编织结构,预留长度400mm;
(5)原有44 根纱线与两侧新加入的36 根纱线,继续进行9×9 结构三维编织物的编织,编织长度200mm;
(6)利用织物两侧预留的纱线继续进行9×9 结构三维编织物的织造,获得分支结构为9×9 的三维编织十字织物。
5 结语
该种十字形三维编织物内部各处纱线根数相同,织物结构紧密,一体成型,十字交叉点无明显纤维根数变化,具有优良的整体力学性能。可以在普通步进式三维编织机上实现,编织工艺简单,可复制性强。作为增强筋应用在板材中能极大地提高板材的力学性能,特别是剪切强度。与现有裁减方法相比,织物中纤维的连续性强,无断纱产生的力学薄弱点,可广泛应用于航空、航天、能源、交通、体育等领域,以达到增加强度和减轻重量的目的。
猜你喜欢
中国棉花(2022年2期)2022-11-23 20:02:04
数学小灵通(1-2年级)(2022年11期)2022-11-21 01:51:48
纺织科学研究(2021年6期)2021-07-15 08:41:40
小学生导刊(2018年34期)2018-11-30 02:45:36
数学小灵通(1-2年级)(2018年11期)2018-11-16 07:25:14
数学大王·低年级(2018年3期)2018-03-27 07:44:22
宇航材料工艺(2017年2期)2017-05-17 03:06:18
测绘科学与工程(2016年6期)2016-04-17 06:51:22
优雅(2014年8期)2014-08-12 07:37:18
东华大学学报(自然科学版)(2013年1期)2013-09-17 03:09:36
