
车轴表面改性合金粉末新材料的研制
2020-04-30 03:37张铭桦余果刘琴
四川有色金属 2020年1期
张铭桦,余果,刘琴
(1.上海航天控制技术研究所,上海 201100; 2.四川有色金源粉冶材料有限公司,四川广汉 618300;3.四川省有色科技集团有限责任公司,四川成都 610037 )
中国作为世界人口大国,为了解决城市交通拥挤问题,人们普遍认为应该发展新型轨道交通。而城市轨道具有安全、保护环境、高效率、舒适、准时、节能等优点[1]。目前城市轨道已成为利用轨道列车进行城市人员运输的主流方式,并被列入我国在“十二五”交通建设规划中,这项未来的低碳环保交通系统必将成为一款主要的交通工具。
车轴作为轨道列车走行部的重要部件之一。车轴在轨道列车运行中既与制动盘采用过盈配合连接,同时还与车轮、轴承等零件也采用过盈配合连接[2],这种典型的过盈配合导致过盈配合表面在运行中产生微动,而这种微动会造成轨道列车走行部表面损伤[3],不但会降低过盈量和退轮力,还会在循环应力作用下引起裂纹的扩展,导致车轴疲劳强度降低或早期断裂。因此提高车轴基体材料表面强化及修复具有非常重要的意义。
1 试验
1.1 研究方法
(1)车轴表面强化与修复合金粉末材料成分设计
经过研究,在基体合金中添加适量的硼、硅、铜、钼、铬、稀土元素形成近共晶合金,可以大大降低修复合金的熔点。同时,利用硼、硅等元素在高温下与氧亲和力强的特点,可在一定温度下与车轴基体及表面强化材料的氧化物反应,脱去车轴基体表面及结合层中的氧,在结合层表面形成薄薄的氧化膜保护使其不再氧化,进而得到结合强度高的表面强化层。在合金中添加铜、铬等元素将进一步降低合金熔点和提高合金的热喷焊性能。同时添加的铬还能结合合金中的其它金属碳化物晶粒,不但提高合金的韧性,同时减少合金对冲击的敏感性。这种合金粉末喷涂在车轴表面,可大大提高车轴的使用寿命(3-7倍)[4]。通过对强化合金粉末材料各元素成分的合理搭配,便可满足高表面硬度、高结合强度的车轴表面处理要求,显著提高车轴的耐磨性。
(2)合金粉末材料制备技术
设计好组分的合金经过充分的熔炼和制备成粉末后才能进行热喷焊加工。原料采用纯金属与中间合金相结合,在中频炉里熔炼,同时添加少量的熔炼净化剂得到清洁的合金熔液,然后采用国际领先的超音速拉瓦尔喷嘴系统对合金熔液进行雾化,制备出高质量的表面强化合金粉末。
根据空气动力学原理设计拉瓦尔结构环孔组成喷嘴系统,在保证气体稳定流动状态下,单位时间内气体经过喷嘴的每一个截面的气体质量均相等。所以气体由喷嘴进口处A进入后,喷嘴开始一段由大到小逐渐收缩,而气流速度逐渐增大,当沿气流流动方向截面收缩到最小处K时,流速达到临界速度即音速,此时压力近似为喷嘴进口处的压力之半,即PR≈0.5P1。为了使喷嘴出口处的压力P2低于PR,在喷嘴临界面以后再加上一段渐扩段,这样可以在喷嘴出口处获得气流速度达5倍音速[5]。制备的合金粉末粒度细、球形度高(>85%),易于冶金结合,对车轴基体影响小及可以按照客户指定粉末粒度范围实现较高的一次成品率(-150目/+300目粒度范围其一次成品率可达65%)等优点。
拉瓦尔喷嘴系统、原理和雾化效果分别如图1、图2、图3所示:
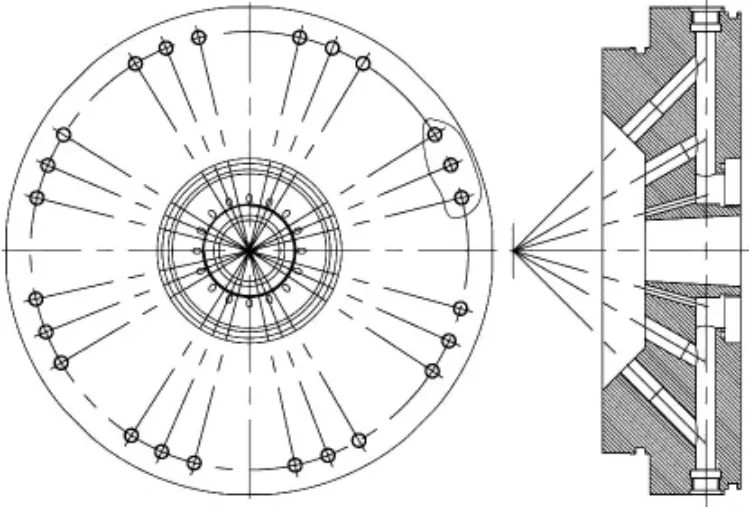
图1 拉瓦尔喷嘴系统图
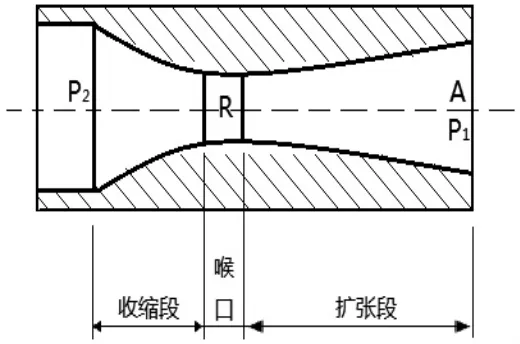
图2 拉瓦尔喷嘴原理示意图

图3 雾化效果图
(3)采用相应热喷焊技术进行表面处理
当今热喷焊技术主要有手工火焰喷焊、等离子喷焊、爆炸喷焊、激光喷焊、电弧喷焊、超音速火焰喷焊等工艺。本文车轴表面强化与修复主要采用手工火焰喷焊、电弧喷焊和等离子喷焊三种。其中手工火焰喷焊最高温度在3200℃,适用于小范围的表面强化与修复,对热源的温度要求不高;电弧喷焊最高温度可到5000℃,适合于车轴较大范围的表面强化与修复操作;而等离子喷焊最高温度则可高达12000℃,满足车轴快速、大面积表面强化与修复。针对不同种类车轴,表面强化与修复将采用不同的热喷焊工艺进行操作。
1.2 技术路线
工艺路线见图4:
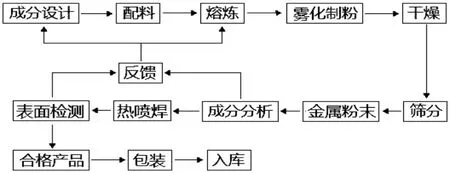
图4 工艺路线
1.3 主要技术指标
车轴表面改性金属粉末的技术指标见表1。

表1 技术指标
2 结论
(1)将航天发动机喷口技术应用于合金粉末的制备。根据空气动力学原理设计拉瓦尔结构环孔组成喷嘴系统,雾化气流速度达5倍音速,对熔炼充分的合金熔液进行雾化。该技术雾化效率高,制备的合金粉末粒度细、球形度高,易于冶金结合,对车轴基体影响小。该技术处于国际领先水平,是国内独有技术。
(2)将热喷焊技术用于车轴的表面强化与修复。可采用手工火焰喷焊、电弧喷焊以及等离子喷焊等技术对车轴表面进行加工处理,达到强化与修复的目的。并且由于添加微量的低熔点合金元素降低了产品的熔点,使其在较低的温度下便可与车轴基体材料发生冶金反应形成复合层,在保持车轴基体材料高韧性的同时较大的提高了车轴表面硬度,且具有较好的抗腐蚀性,从而实现车轴表面增强的同时达到防腐的目的。
猜你喜欢
科技视界(2022年21期)2022-11-08
鞍钢技术(2022年3期)2022-06-12
表面技术(2022年1期)2022-02-12
科学导报(2022年6期)2022-02-06
纺织器材(2021年2期)2021-12-04
粉末冶金技术(2021年3期)2021-07-28
粉末冶金技术(2021年1期)2021-03-29
中国慈善家(2020年2期)2020-09-09
兵工学报(2019年4期)2019-05-08
科学与技术(2018年8期)2018-04-26
