
基于DNC系统的机械制造车间无线Mesh组网设计
2020-04-27 06:30周年荣唐立军罗恩博
机械设计与制造工程 2020年3期
周年荣,唐立军,杨 洋,罗恩博
(云南电网有限责任公司电力科学研究院,云南 昆明 650217)
近年来,无线Mesh技术逐渐成熟,与传统的无线光纤网络相比,该技术服务接入点的平均费用更低。Mesh技术融合了WLAN网络和Ad Hoc网络的优势,在建网成本和建网速度上都有明显优势[1-2]。目前,802.16-2004、802.16e和802.11s移动宽带无线接入标准都加入了Mesh结构,对于一些不能直接连接的无线路由器,无线Mesh的中间节点可以在起到较好的连接作用的同时,实现信号的发送和接收。
本文将无线Mesh技术应用到机械制造车间DNC(distributed numerical control,分布式数控)系统中,影响系统功能的主要因素有:1)机械制造车间路由器布局不合理。路由器布局问题是一种多目标优化问题,具有复杂性[3]。2)DNC系统的传输距离和传输速率之间的关系难以确定。DNC系统只能在特定的数据速率中进行不连续跳跃,如果无线基站和数控机床端口的距离加大,信号强度也会随之下降,造成传输速率下降[4]。3)由于一部分信道用来传输协议、总线等,导致传输速率下降,因吞吐率和传输速率呈正比关系,所以吞吐率低于网络宽带容量标称值[5-6]。在数据分组长度保持不变时,低传输速率机床和高传输速率机床发送相同长度数据所花费的时间是不同的,低传输速率机床花费的时间较长,吞吐率与标称值极为接近;高传输速率机床花费的时间较短,吞吐率远远小于标准值[7]。
目前对无线Mesh技术在机械制造车间DNC系统中的应用研究较少,为此本文进行了深入研究,设计了可应用于机械制造车间DNC系统中的无线Mesh组网。
1 机械制造车间路由器布局优化
路由器布局优化是实现机械制造车间无线Mesh组网设计的基础。车间路由器布局问题是一种多目标优化问题,具有复杂性。
路由器布局描述如式(1)所示:
(1)

布局模型描述如下:
(2)
式中:ζi为第i个布局目标的加权值;F为子目标函数。
为实现机械制造车间路由器布局优化,需要在确认布局目标模型的基础上设计布局模型的目标函数,描述为:

(3)
式中:A为路由器组网费用;fij为路由器i和j的购买费用;xi,xj分别为路由器i与j距矩形布局中心的垂直距离与水平距离;yi,yj分别为路由器i和j的覆盖范围。
目标函数的约束条件Cj表示为:
(4)
式中:d,k为不同链路上信息数据包接收与发送的成功率;o与g分别为节点负载度与拥塞系数;vi,vj分别为路由器i和j的全生命周期;M为路由器传递参数;Z为路由器跳转概率。
机械制造车间路由器布局模型如图1所示。

图1 路由器布局模型
根据路由器布局总费用最低、所占面积最小、覆盖率最优、吞吐率最佳原则进行优化目标归一化和加权处理,得到组合优化目标函数如下:
(5)

(6)
式中:s,q为路由器工作频率和开销;T,V分别为路由器最大覆盖范围与最优覆盖范围;h为加权因子;z为归一化因子;li,lj分别为路由器i和j的链路。
优化后的机械制造车间路由器布局模型如图2所示。

图2 机械制造车间路由器布局优化模型
2 应用于DNC系统的无线Mesh组网布局设计
根据机械制造车间路由器布局优化模型进行无线Mesh组网布局,结果如图3所示。

图3 机械制造车间Mesh组网布局
本文所使用的路由器为无线AP路由器,该路由器覆盖率高,且便于机械制造车间设备进行数据交换。分析图3可知,在制造车间服务器的上层,根据制造车间内部局域网建立中央服务及数据库,将CAPP、PDM、CAD / CAM等技术服务器整合到DNC系统中,相关技术人员可以随时对系统进行调控。在此基础上,通过局域网设置生产车间技术人员专用服务器,使其能够与DNC控制的PC下层进行数据传输,将服务器与中央服务器相连,使其能够与中央服务器进行数据传输。每个路由器都对应一个机床终端,通过串行端口将机床终端与数控设备进行连接,以实现数据传输,并通过无线Mesh网络与车间服务器进行信息交换。
无线Mesh网络在机械制造车间DNC系统中的结构设计需要满足如下需求:
1)能够同时支持多种无线网络与路由器产品,确保覆盖率,建设方式为分期建设[8]。
2)设定多个无线模块,无线模块的工作频率分别为4.90,5.15,5.85 GHz。
3)机械制造车间无线网络的组网方式为多点到多点的连接方式,无线网络中的所有节点都要支持外接通信接口卡,节点的类型不同,选择的通信接口卡也不同。
无线Mesh组网结构如图4所示。
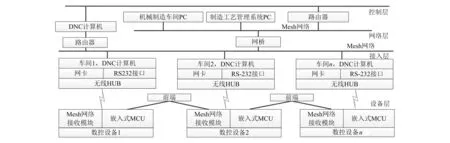
图4 无线Mesh组网结构
由于机械制造车间DNC覆盖面积广,所以要求无线Mesh网络能够覆盖机械制造车间的所有数控机床,同时提供无线数据传输等一系列增值服务。无线Mesh网络提供的建设工作层次共有4层:接入层、网络层、设备层、控制层。不同层次上拥有不同的项目,所执行的任务也有所不同。
接入层主要负责接入各无线线路,针对不同的线路实施不同的接入方案,不断调整布局点,根据网络接入要求,完成Mesh网络整体布局[9]。
网络层负责将Mesh网络的接入方式调整成综合局域网接入方式,同时支持无线接入DNC系统接收层、无线接入设备层和控制层。
设备层能够将DNC系统所支持的数控机床完整呈现出来,确保为数控机床提供所需服务。
控制层负责数控机床的运行,控制层中拥有独立的DNC系统,能够统一管理车间和机床设备。
2.1 组网功能模块设计
无线Mesh网络结合了点到多点的星型网络和点到点的网状网络的优点,通过WMR协议将两种网络衔接到一起。在机械制造车间DNC系统中应用无线Mesh网络时,无线Mesh节点主要有移动节点和接入点,每个节点都能自主选择路由器,并且与邻近节点进行通信组成专属定制局域网或接入主干互联网,不需主干网即可构筑富有弹性的移动网络。移动节点既能控制数控机床,也能够为数控机床的工作提供相关数据服务,无线Mesh是一种自组织和自管理网。
无线Mesh网络接入机械制造车间DNC系统中,计算机与机床终端采用集线器(HUB)的方式连接。无线Mesh网络在DNC系统中的接入方式如图5所示。
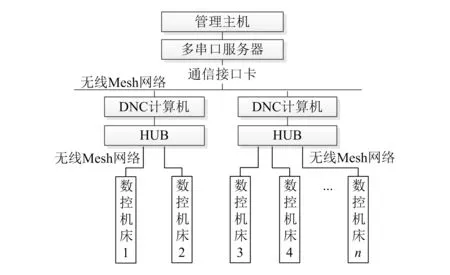
图5 无线Mesh在DNC系统中的接入方式
观察图5可知,通过多串口服务器可实现各主机设备和数控机床的接入工作,能够解决机械制造车间数控系统具备DNC功能后交互数据量增多的问题。针对不同类型的数控机床,本文设计了多串口服务器连接HUB的分发传输机制。无线Mesh技术支持多种接入方式,可频繁使用。由于数控机床型号不同,所以对DNC系统的服务要求也不同,因此需要加入HUB资源负载评估与接入机制,对无线信道中的资源进行合理分配[10]。
2.2 其他功能模块设计
Mesh网络有多个模块,在配合DNC系统工作过程中,各个模块协调分工,互相配合,确保控制层能够实现数控机床控制[11]。
1)计费模块能够对DNC系统组建和管理的费用进行统计,确保每一笔费用和机床都能够一一对应。
2)认证模块是将无线Mesh技术应用到机械制造车间DNC系统中的关键设备,所有的计费方式都要经过认证。在认证完成后,才会根据宽带、流量和时长等因素选择出合适的计费方法。接入认证系统包含多个模块,接入方式复杂,具体连接方式如图6所示。
3)综合网关模块同时具备主动监测、自动扩展、流量管理3种功能。采用一套完善的全网主动监测管理机制对DNC系统中的各项网络设备实施监管,当设备出现故障时,可以及时响应。系统选用的架构为B/S架构,满足了系统灵活性要求[12]。同时管控所有数控机床网络流量的运行方式,确保所有的流量都可以被调度。

图6 接入认证系统模块
4)安全管理模块负责管理策略安全、组织安全、资产安全等各类安全事件,一旦DNC系统出现安全隐患,可快速提供解决对策。安全管理模块要能够实现数据的不断更新,确保DNC系统能够及时有效地解决各类问题[13-15]。
3 DNC系统应用流程设计
采用Mesh技术优化DNC系统,对该系统中的数控机床及制造工艺交互数据的网络传输性能进行优化。无线Mesh技术在DNC系统中的应用流程如图7所示。
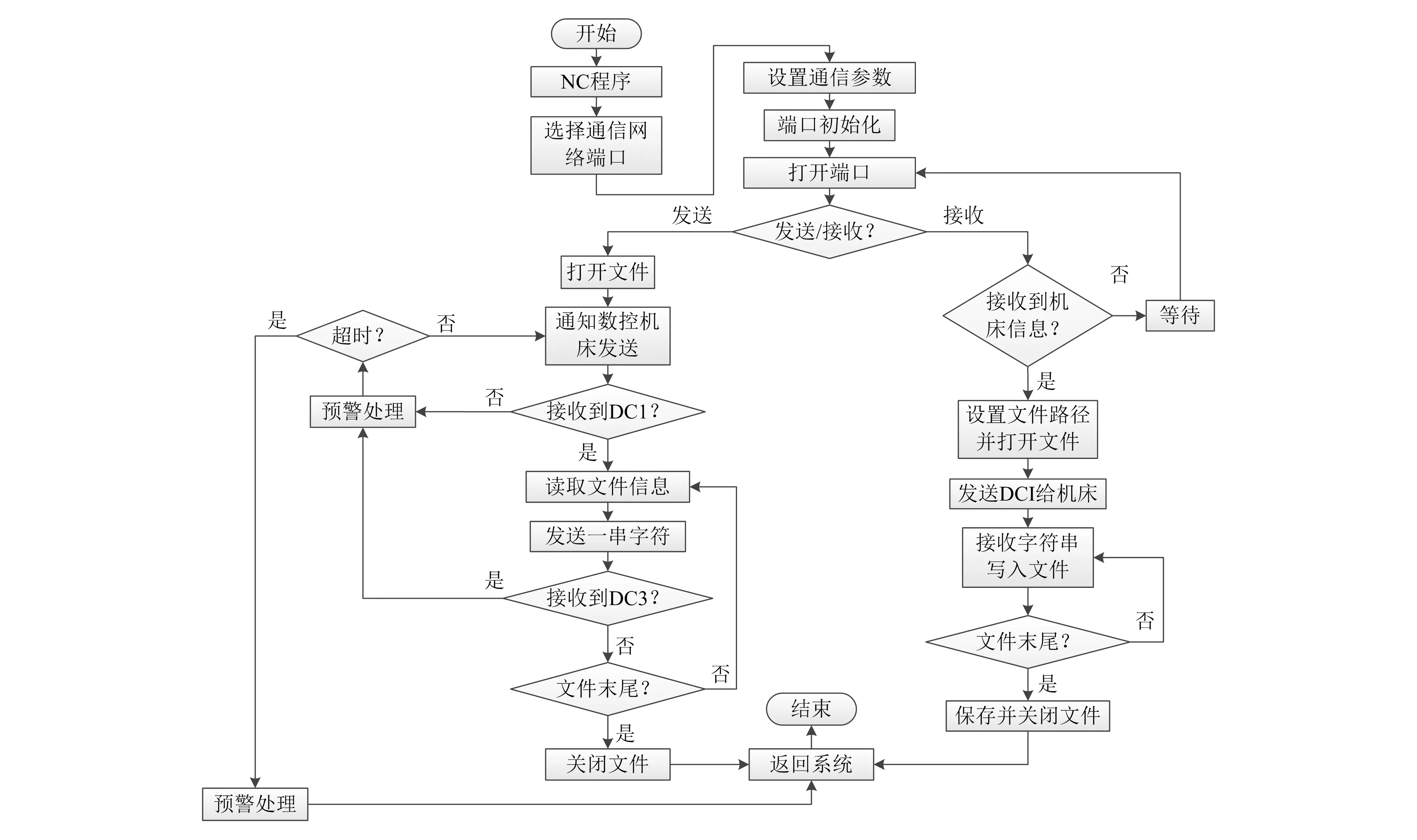
图7 无线Mesh技术在DNC系统中的应用流程
根据图7可知,利用无线Mesh技术优化DNC系统主要包括数据接收及数据发送两部分。在数据接收部分,将接收到的机床信息以DC1(无线网络数据)的形式发送给机床,并将接收到的字符串写入文件,然后将文件返回到系统中;在数据发送部分,打开文件后判断数控机床是否接收到DC1,若DC1未被接收,则在预警处理及超时处理后再次发送文件,直至数据被接收。读取文件中的数据信息,判断信息是否接到DC3(无线网络数据),若没有接收到则重新读取文件信息,直至数据被接收。接收到的数据经预警处理、超时处理后,返回系统。
4 网络测试
为了检验无线Mesh技术在机械制造车间DNC系统中的应用效果,设计了对比实验。
4.1 测试参数与环境设置
本文所使用实验数据均来自于航天机械制造车间,该航天机械制造车间大部分数控机床是秦川数控机床,型号为VT600,控制方式为半闭环控制,控制系统为西门子,布局形式为立式,数控机床参数见表1。
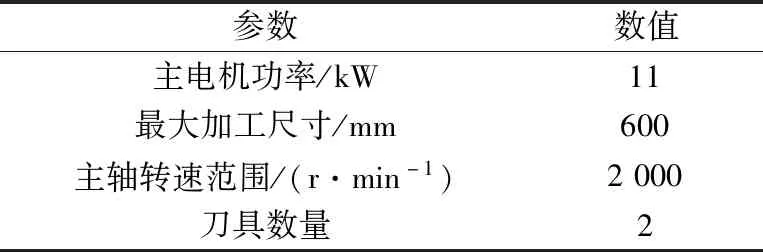
表1 数控机床参数
在实验过程中,本文选用的在线监测网络为GSM网络/GPRS网络,系统资源在16 MB以上,网络标准为802.11b/802.15.1/802.15.4,协议为ZigBee协议,双工方式为FDD/TDD,多址方式为直接扩频,上行与下行调制方式分别为BPSK、QPSK,设置测试参数见表2。

表2 测试参数表
在电力DNC系统中加入双模卡的无线Mesh产品,通过电力杆连接各种不同的无线Mesh模块。由于不同功率下无线Mesh模块的传输距离不同,且存在一定的时延,所以每隔10 km设定一个基站,以解决该问题。
4.2 测试结果与分析
在DNC系统中同时使用移动网络技术、GSM数据网络技术、GPRS数据网络技术、ZigBee数据网络技术、3G数据网络技术以及无线Mesh技术,对上述6种技术在工作过程中的功耗以及吞吐量进行对比测试,测试结果如图8,9所示。
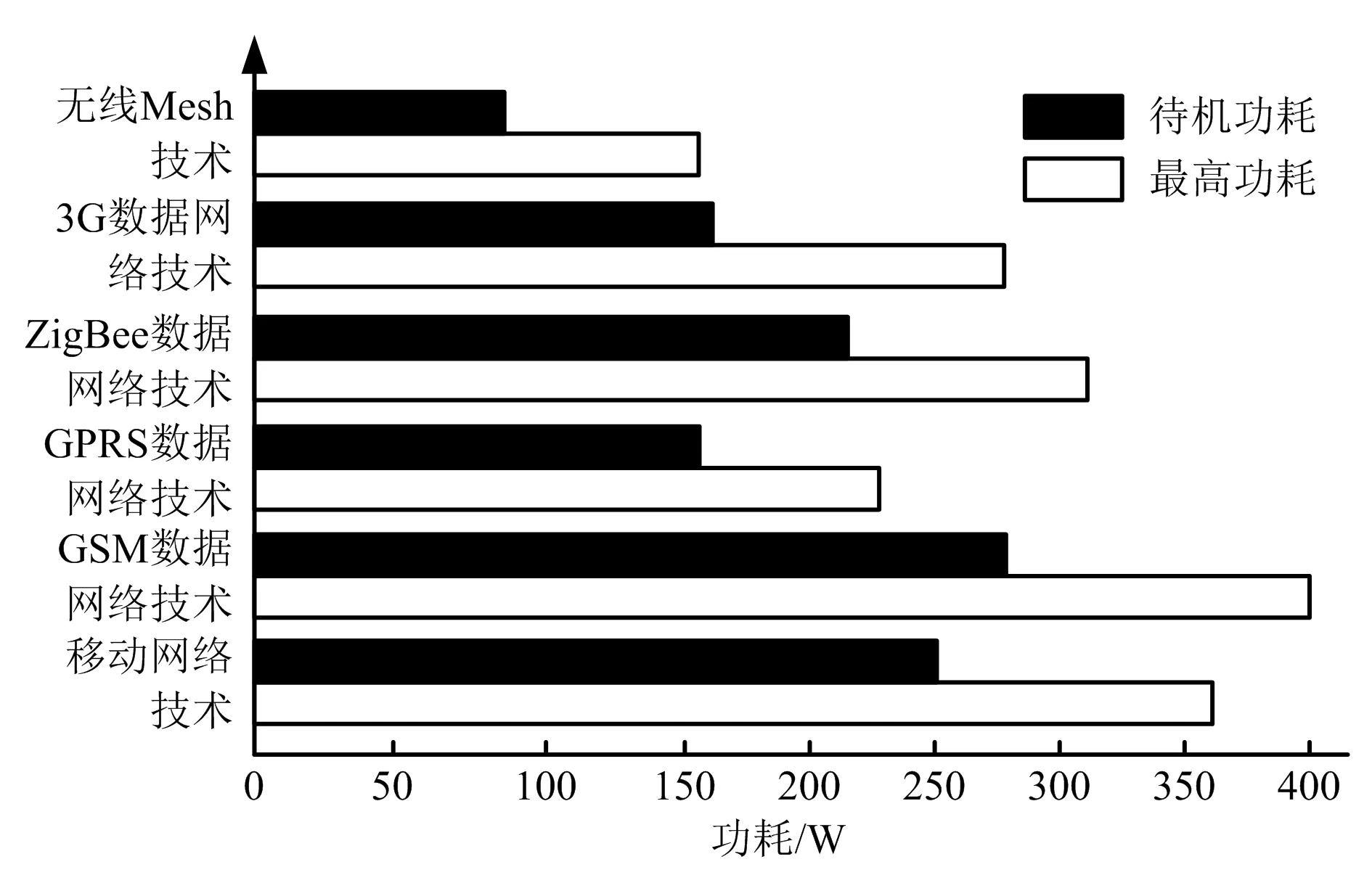
图8 功耗测试结果

图9 吞吐量测试结果
1)功耗测试与分析。
观察图8可知,6种技术所消耗功率不同。其中,无线Mesh技术待机功耗和最高功耗都最小,原因在于无线Mesh技术能够及时纠正数据错误,实现设备与基站的必要切换,使非视觉传输配置更加容易实现,同时信号可以直接从一个机床切换到另一个机床,功耗大幅度降低。无线Mesh网络中拥有专用的无线链路,可以实现数控机床端口连接功能和回程功能,当无线网络模块与其他Mesh节点关联时,所选择的路径均为最佳路径,这样的应用方式能够有效降低功耗。
2)吞吐量测试与分析。
吞吐量是指在是一定时间段内系统完成的交易数量。选用chariot软件对不同技术工作过程的吞吐量进行测试,软件选择的内置脚本为throughput.scr。吞吐量测试结果如图9所示。
由图9可知,无线Mesh技术下,系统吞吐量高于其他技术的系统吞吐量,资源利用率更高,实用性更强。
5 结束语
制造车间数控系统的快速网络接入已成为当今先进制造技术的一个重要发展方向,并且受到业界的高度重视,因此本文将无线Mesh网络接入DNC系统具有很好的应用前景。通过实验证明:无线Mesh网络技术具有很强的适应性,能够适用于多种无线环境,其功耗低,吞吐量大,实际应用效果好,可靠性强。尽管目前对于无线Mesh技术的应用研究较多,但是在机械制造车间DNC系统中应用仍然存在一些难题,如互操作性差、DNC系统存在延迟以及安全漏洞问题,未来将针对以上问题开展深入研究。
猜你喜欢
科教新报(2022年24期)2022-07-08
作文小学中年级(2021年10期)2021-12-26
科教新报(2021年23期)2021-07-21
恋爱婚姻家庭·养生版(2021年5期)2021-05-31
中国计算机报(2020年15期)2020-05-13
制造技术与机床(2019年12期)2020-01-06
制造技术与机床(2018年12期)2018-12-23
电子制作(2018年10期)2018-08-04
电子制作(2017年20期)2017-04-26
绿色科技(2017年2期)2017-03-23
