化纤毛绒织物碱减量烂花废水生化处理
2020-04-26 02:06:56熊友根
染整技术 2020年3期
熊友根
(海安启弘纺织科技有限公司,江苏南通 226600)
随着我国聚酯化纤工业的迅速发展,产品多样化需求增长,碱减量烂花技术已被广泛应用于经编毛绒产品的生产中。涤纶纤维(PET)在高浓度NaOH浆料和高温焙烘作用下,表面聚酯分子链的酯键水解断裂,并形成不同聚合度的水解产物,绝大部分形成水溶性的对苯二甲酸钠(TA-Na)和乙二醇(EG),少量以不同聚合度的低聚物存在[1]。水解减量一般在3.5%~30.0%,即有3.5%~30.0%的PET 溶解在碱水中。一般每万米涤纶布减量排放废水25~35 t,CODCr质量浓度高达数万mg/L,这部分废水己成为目前纺织印染行业环保治理的难点和重点,因此,碱减量烂花废水应单独预处理后再合并处理[2-4]。
1 概述
1.1 烂花碱减量废水主要性质
碱减量烂花废水CODCr质量浓度为10 000~13 000 mg/L,pH=13~14,TDS为11~18 g/L,是印染行业污染最重、处理难度最大的一种废水。单独的染色废水污染程度较碱减量废水低,废水CODCr质量浓度一般在1 000 mg/L 以内,pH=7~8,TDS 不大于1 g/L。现场废水数据见表1。
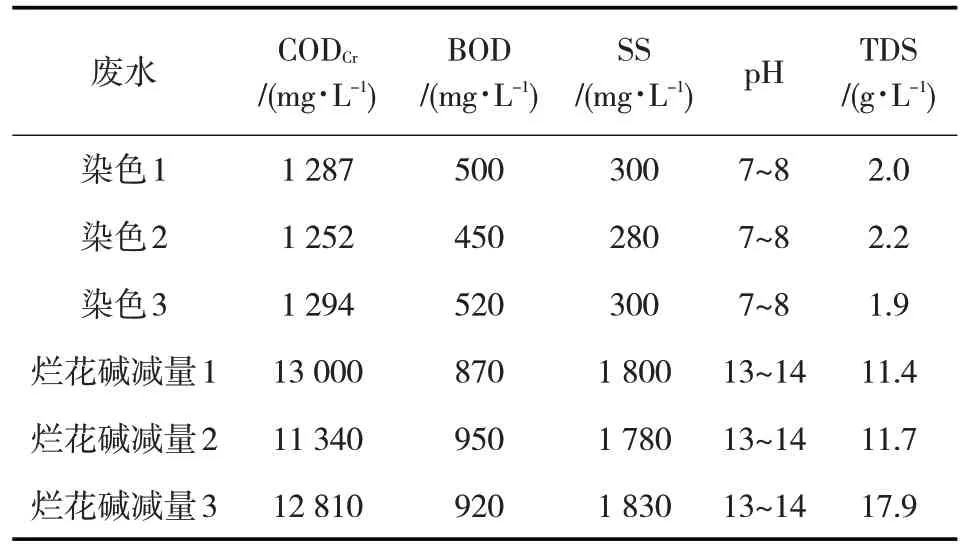
表1 现场废水数据汇总
1.2 废水处理工艺简介
1.2.1 碱减量废水处理
碱减量废水处理工艺原理:在生产过程中,原料聚酯在强碱、高温作用下分解为对苯二甲酸钠和乙二醇[5]。其中,对苯二甲酸钠在碱性条件下溶于水,在酸性条件下析出,反应方程式[6]如下:

随着pH的降低,碱减量废水的酸析处理CODCr去除率增加;当pH在3.5左右时酸析最彻底。
碱减量废水经过酸析气浮处理后在微通量流化反应器中微电解,再与普通染色废水混合处理。原因为:(1)酸析后的碱减量废水CODCr仍然很高,通常在3 000 mg/L以上;(2)废水的TDS通常在8~10 g/L,对生化处理具有抑制作用。当废水通过微通量流化反应器的阳极和阴极时有微电流流动,形成无数个纳米级细微电池发生还原反应,同时充氧反应效果较好[7-8]。由于有机物参与阴极的还原反应,使官能团发生变化,改变了原有机物的性质,从而使色度得到降解[9],将原来不易生化降解的有机物变成可降解的物质,提高了B/C比值;与染色废水混合后可降低CODCr和TDS,即降低废水的生化处理难度。
工艺流程:碱减量烂花废水→混凝酸析(板框压滤)→气浮→微通量流化反应器→加碱调节pH→与染色废水混合→物化+生化处理→系统出水。
1.2.2 染色废水处理
染色废水处理工艺原理:染色废水中的污染物主要是布匹在印染过程中的染料,絮凝剂可以与染料在水体中形成较大的絮体,再通过沉淀的方式从水体中分离[10-11],剩余废水通过生化处理可满足处理标准。
1.3 现场废水站情况
现场好氧池运行参数如表2所示。
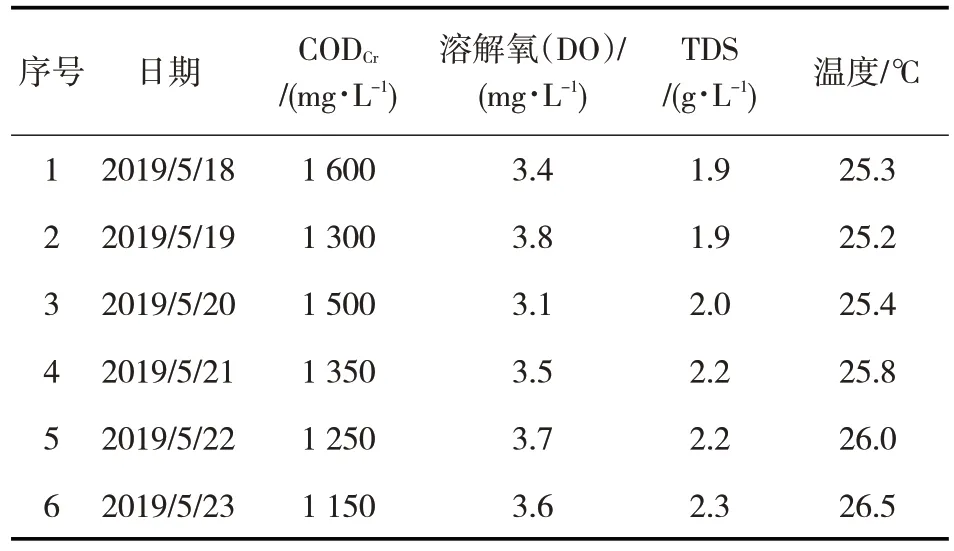
表2 现场好氧池运行参数
2 实验
本次实验包括预处理和生化处理两部分:(1)预处理为碱减量废水酸析和染色废水絮凝沉淀;(2)生化处理为染色废水生化实验和综合废水生化实验(酸析气浮+微电解后的碱减量烂花废水和絮凝沉淀后的染色废水按一定比例混合)。
2.1 预处理
2.1.1 碱减量废水酸析实验
碱减量废水酸析实验结果如表3所示。由表3可知,酸析实验取得了良好的处理效果,CODCr去除率达到70%以上,TDS去除率接近30%,pH低于4。
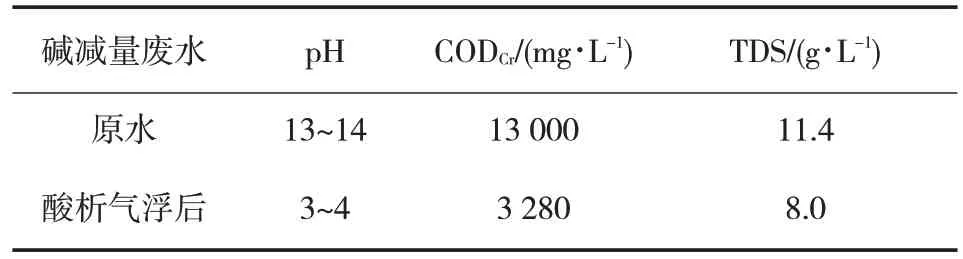
表3 碱减量废水酸析实验结果
2.1.2 染色废水絮凝实验
染色废水絮凝实验结果如表4 所示。由表4 可知,絮凝实验取得了良好的处理效果,CODCr去除率为31%~59%,TDS 去除率为45%~52%,pH 几乎不受影响。

表4 染色废水絮凝实验结果
2.2 生化处理
2.2.1 染色废水(含部分碱减量废水)
染色废水生化实验后的数据如表5所示。由表5可知,经过预处理后的碱减量废水可生化性提高,与染色废水混合后,CODCr去除率达到80%以上,pH=7~8。
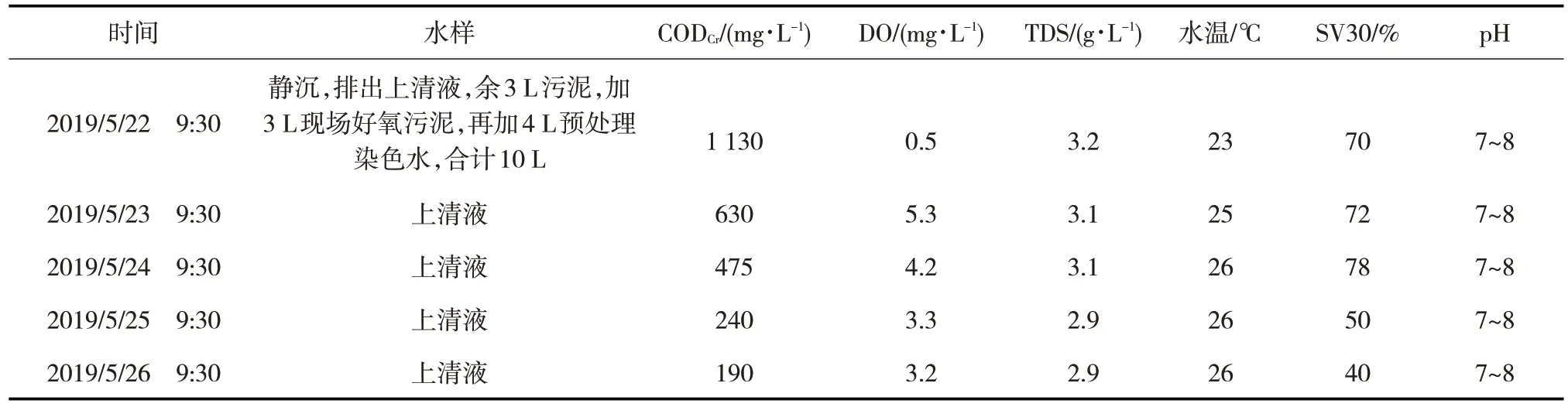
表5 染色废水(含部分碱减量废水)生化实验的数据
2.2.2 染色废水(不含碱减量废水)
为了排除碱减量废水的影响,取前端废水井染色废水进行生化实验,结果如表6所示。

表6 染色废水(不含碱减量废水)生化实验的数据
对比表5、表6的数据可进一步证实,经过酸析预处理的碱减量废水生化性提高,不会对后续处理系统造成太大的影响。
2.2.3 综合废水
对综合废水进行生化实验,结果如表7所示。

表7 综合废水生化实验的数据
3 结论
酸析法应用于碱减量烂花废水的预处理取得了良好的处理效果,CODCr去除率稳定在70%以上。先酸析预处理再生化处理工艺运行稳定,反应快速,操作简便,出水CODCr去除效果明显。在实际工程应用中因为酸析废水pH 低于3.5,且还有其他有机物存在,因此一般在酸析实验后进行微电解处理。铁屑内电解工艺单元出水pH一般可回升至7~8;水中产生的Fe2+可用作絮凝剂,有助于后续处理。总之,酸析气浮+微电解法应用于碱减量废水的处理能够达到预期效果,处理效率高,适合碱减量烂花废水的治理。
猜你喜欢
昆钢科技(2020年6期)2020-03-29 06:39:44
少儿美术(2019年1期)2019-12-14 08:01:32
小哥白尼(趣味科学)(2018年6期)2018-09-14 06:10:58
中学生数理化·高一版(2018年6期)2018-07-09 06:00:52
资源节约与环保(2018年1期)2018-02-08 02:18:27
中学生数理化·高一版(2017年10期)2017-12-19 12:16:52
制导与引信(2017年3期)2017-11-02 05:16:56
山东工业技术(2016年15期)2016-12-01 05:30:54
工业设计(2016年11期)2016-04-16 02:50:19
中国资源综合利用(2016年1期)2016-02-03 02:55:08