
大直径螺柱横焊技术研究
2020-04-24 12:49:34朱环
金属加工(热加工) 2020年4期
朱环
安徽理工大学 安徽淮南 232001
螺柱焊是一种将直径2~25mm螺柱或圆柱状零件焊接到板件(或管件)表面的先进焊接方法,其具有焊接效率高、质量好、成本低等优点,广泛应用于汽车制造、锅炉、管道和工程机械等领域。在工程机械产品结构中,有大量用于安装液压管路、电器线路的安装座或螺纹孔,传统方法主要是板上攻螺纹或人工焊接带有螺纹孔的安装座,生产效率低、成本高,而应用螺柱焊则可取代这些传统工艺,实现安装连接部件的高效加工。但是大直径螺柱横焊时,由于熔池受重力影响向下流动导致焊接质量差,直接影响了螺柱焊的应用。本文从螺柱陶瓷环结构和焊接工艺两个方面分析,提出了大直径螺柱横焊问题解决方法。
1 拉弧式螺柱焊工艺介绍
拉弧式螺柱焊是通过变压器或整流器降压后直接放电,其工作原理与普通电焊焊接类似,电能可以源源不断地释放,可焊螺柱直径为3~25mm,螺柱焊接范围广,因此工程机械行业普遍采用螺柱焊接方式。使用拉弧式螺柱焊机焊接时,先将陶瓷环和螺柱放置到焊枪上,然后将焊枪垂直放置于工件需焊接区域,按下焊枪使陶瓷环紧靠于工件,扣下焊接按钮开始焊接程序[1]。其详细焊接过程(见图1)分为6个步骤:启动→焊枪提升螺柱→引弧点燃→主弧点燃熔化螺柱和工件→电弧停止,螺柱浸入熔池→焊接完成。
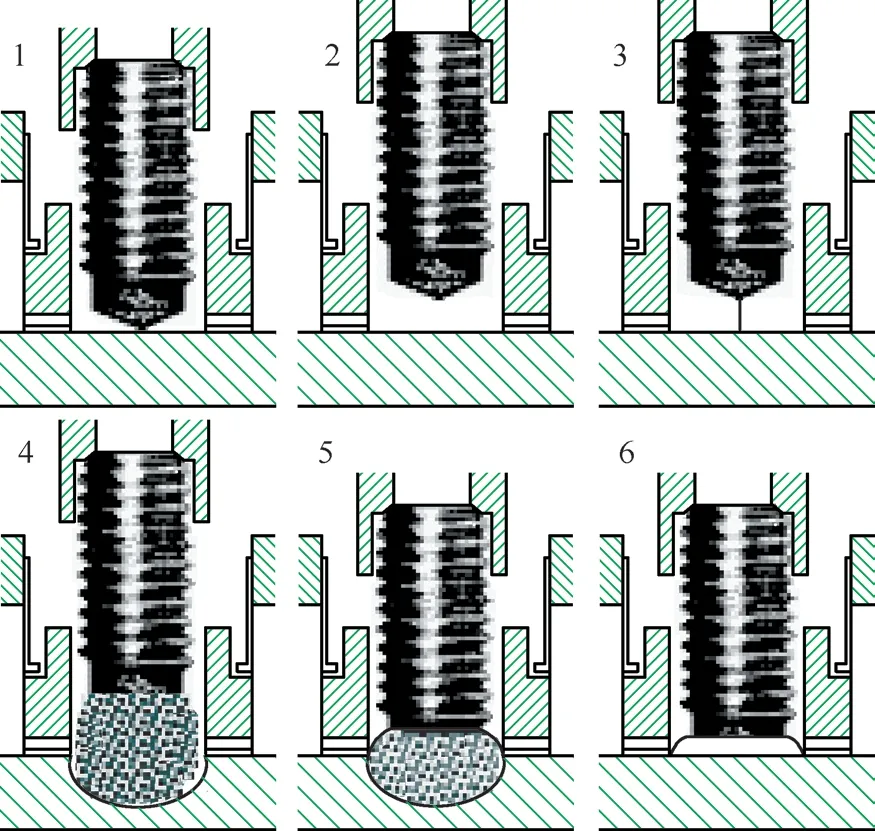
图1 拉弧式螺柱焊接过程
2 大直径螺柱横焊技术难点分析
螺柱横焊是指将螺柱水平焊接在垂直放置的工件表面(见图2),焊接时,金属熔池竖直分布于螺柱焊接区域,其同时受到重力、电磁力和表面张力等共同作用,合力的作用效果将决定了熔滴的状态和焊接的质量。对于大直径螺柱(≥φ19mm),随着螺柱直接的增大,需要熔化的金属熔液也在增大,焊接时间和焊接电流也越长,焊接熔池的体积和重力也在增大,导致其表面张力和电磁力无法有效克服熔滴重力的影响,熔滴将向下流动,很容易出现焊缝不均匀、不完整和螺柱上表面出现咬边、弧坑等不合格现象(见图3),所以解决大直径螺柱横焊问题的关键是解决熔池下垂问题[2]。

图2 横焊示意

图3 焊缝不完整
3 改进措施
根据大直径螺柱焊技术难点分析可知,解决大直径螺柱横焊问题,主要是解决熔池受重力向下流动问题,从焊接陶瓷环结构和焊接参数两个方面进行研究改进,提出螺柱横焊解决办法,并在生产中进行推广应用,取得了良好效果(见图4),此方法可以有效解决大直径螺柱横焊问题。

图4 合格焊缝
3.1 改进螺柱焊陶瓷环
螺柱焊陶瓷环在螺柱焊过程中起保护和成形的作用,对拉弧式螺柱焊的焊接质量有非常重要的作用,大直径螺柱横焊时,由于重力熔池向下流动,普通全齿陶瓷环(见图5)保护和成形效果较差,不能满足螺柱横焊要求。为此,改进陶瓷环结构,将陶瓷环由全齿改为半齿(见图6),焊接时使陶瓷环无齿部分在螺柱下方,增强陶瓷环对熔池的保护和成形作用,从而提升陶瓷环抑制金属熔池下垂的能力,提高焊接质量。

图5 普通陶瓷环(全齿)

图6 横焊陶瓷环(半齿)
3.2 螺柱横焊工艺
螺柱焊主要参数有焊接电流、焊接时间、提升高度和伸出值等,根据螺柱直径和工件材料进行选择相应的参数,对于大直径螺柱横焊参数,应根据实际情况进行修正,最终实现减少重力对焊接质量的影响,得到合格的焊接接头。经过大量的焊接试验,总结出大直径螺柱横焊工艺应遵循“一快、二慢、三稳、四等”的原则。
1)“一快”是指橫焊时要在极短时间内大电流完成拉弧、熔化螺柱焊接部位,实现焊接,减小重力对焊接质量的影响。焊接电流和焊接时间直接决定螺柱焊的焊接热输入,合适的焊接热输入是获得合格接头的保证,大直径螺柱横焊时,为了减少重力对焊接熔池的影响,电流、电压选择遵循的原则是在保证焊接热输入的前提下,适当减少焊接时间、增大焊接电流。
2)“二慢”是指在焊枪缓冲器的作用下将螺柱缓慢推入熔池。由于大直径螺柱焊接时,金属熔化量大,熔池液体金属多,螺柱插入焊接熔池的速度过快会使熔池喷溅,无法形成完整的焊缝(见图7),为解决熔池喷溅问题,在焊枪上安装阻尼装置(见图8),调节螺柱压入熔池的速度,减少熔池喷溅。

图7 熔池喷溅
图8 增加阻尼器
3)“三稳”是指焊接时手持焊枪要保持稳定的姿态,焊枪垂直工件表面;焊接时如果持枪不稳,会产生缺口和偏弧,金属熔滴会从缺口处喷出,影响焊接质量。
4)“四等”是指焊接完成后保持固定姿态稍作等待。螺柱压入熔池完成焊接后,金属熔液仍处于高温状态,尚未完全凝固,如果快速抽离焊枪,焊缝会因外力作用而变形,影响螺柱焊质量[3]。
4 应用案例
某型号矿用机械车架上有大量用于安装液压管路和电器线路的螺柱,以前使用人工焊接,每个螺柱焊接需要3min,焊接效率低、焊缝质量差(见图9),无法满足生产需求;大直径螺柱横焊技术获得突破后,每个螺柱焊接时间为20s,效率大大提升,获得非常好的经济效益,且焊接质量好(见图10、图11)。详细情况如下:焊接螺柱φ20mm,材质为ML08;板材厚度≥20mm,材质为Q355B;焊接状态为大直径螺柱横焊;螺柱焊机选用SYSTEM 2000E、焊枪选用DA2A;焊接参数:焊接电流为1860A,焊接时间为600ms,伸出值5mm,提升高度2~3mm。

图9 人工焊螺柱

图10 应用案例

图11 横焊螺柱
5 结束语
通过对大直径螺柱横焊技术难点进行分析,得出解决大直径螺柱横焊问题的关键是减少重力对金属熔池的影响,经过大量试验,提出使用半齿横焊陶瓷环和“一快、二慢、三稳、四等”工艺选择的原则,可以有效解决大直径螺柱横焊难点。经生产验证,应用大直径螺柱横焊技术,可以大大提升焊接效率和焊接质量,取得非常好的效果,对大直径螺柱横焊在工程机械行业推广应用具有重要意义。
猜你喜欢
现代农机(2022年3期)2022-07-11 11:42:12
装备制造技术(2021年4期)2021-08-05 07:39:44
装备制造技术(2020年9期)2021-01-26 00:14:42
焊接(2016年10期)2016-02-27 13:05:32
焊接(2016年6期)2016-02-27 13:04:57
焊接(2016年5期)2016-02-27 13:04:48
焊接(2015年11期)2015-07-18 11:12:46
焊接(2015年9期)2015-07-18 11:03:51
焊接(2015年4期)2015-07-18 11:02:48
制造技术与机床(2015年8期)2015-04-24 07:25:38
