
推土机电瓶罩焊接变形矫正工艺
2020-04-24 12:49马广臣褚红林陶薇薇胡珍珍
金属加工(热加工) 2020年4期
马广臣,褚红林,陶薇薇,胡珍珍
山东沃林重工机械有限公司 山东济宁 272100
山推工程机械股份有限公司作为国内推土机的龙头企业,其推土机新产品的更新换代速度是非常快的, SD22PLUS机型便是其中最近推出的极具代表性的产品。这款机型的电瓶罩结构也与以往不同,采用了框架式结构,并在其一面覆盖焊接3mm薄钢板。因为薄钢板所处的位置正好是一级外观面,所以对其焊接变形的控制和改善尤为重要。
1 推土机电瓶罩概述
SD22PLUS机型电瓶罩为框架式结构,主要由6mm厚的钢板折弯成形后拼焊完成。框架组焊完成后,在一面焊接3mm薄钢板,且此钢板为一级外观面,外观质量要求极高。具体结构如图1、图2所示。

图1 电瓶罩框架结构
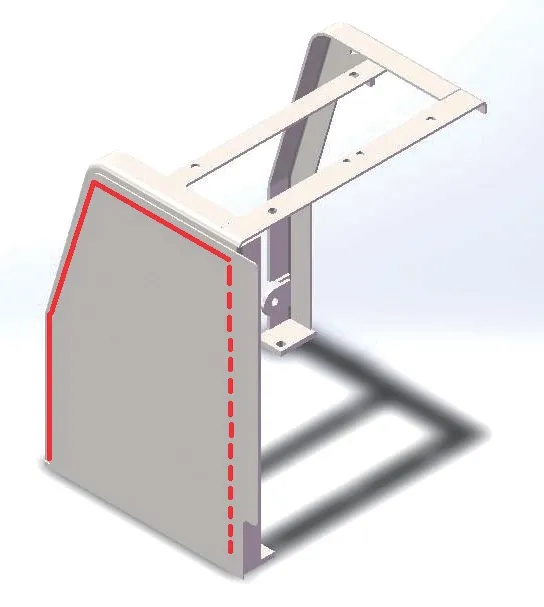
图2 电瓶罩整体结构
图2 中钢板厚度为3mm,其焊接要求为周圈三边全焊。如图2中红线直线标识位置即为焊缝位置,实线表示为正面焊接,虚线表示为背面焊接。焊缝采用二氧化碳气体保护焊,焊丝直径为1.2mm,具体要求如图3、图4所示。

图3 钢板正面的3mm角焊缝
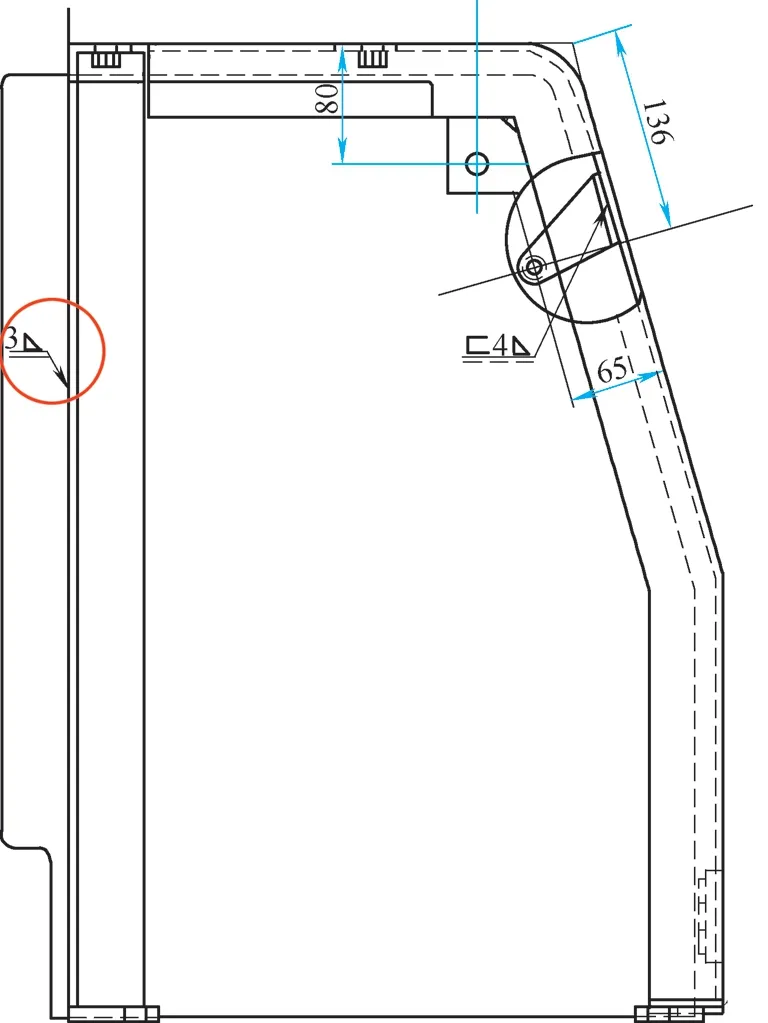
图4 钢板背面的3mm角焊缝
2 电瓶罩焊接变形及原因分析
(1)焊接变形 电瓶罩的生产过程主要分为两部分:组焊框架(见图1)、组焊钢板(见图2)。其变形也主要分为两部分:框架的焊接变形、钢板焊接后的变形。由于框架的焊接量较小,且结构强度不高,在焊接时增加了工艺肋,不但可以基本满足尺寸要求,而且焊接后矫形容易,在此不再赘述。本文主要对钢板焊接后的变形进行讨论。钢板焊接后发生的变形主要为钢板发生凸凹变形,而且变形量较大,最大凸凹处已经达到11mm,严重超出了企业标准的相关要求,如图5所示。
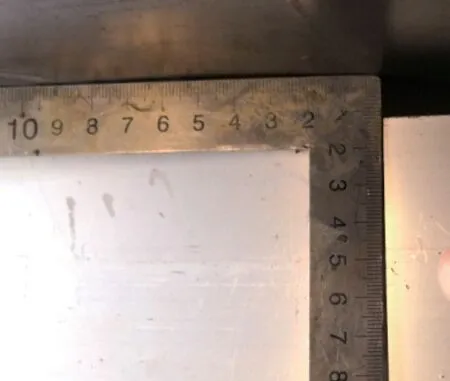
图5 钢板焊接的凸凹变形及尺寸
(2)原因分析 众所周知,焊接变形之所以存在,最根本原因是焊缝及其周围金属的热胀冷缩。在受热时金属发生膨胀,因其周围金属的压缩而发生变形,在随后的冷却过程中发生收缩,又对其周围金属产生压缩作用,从而在冷却后,焊件会发生收缩变形,如图6、图7所示。当这种情况作用在平板的焊接结构上,特别是薄板的焊接结构上时,就容易发生失稳变形,即会产生波浪变形或凸凹变形,如图8所示[1]。
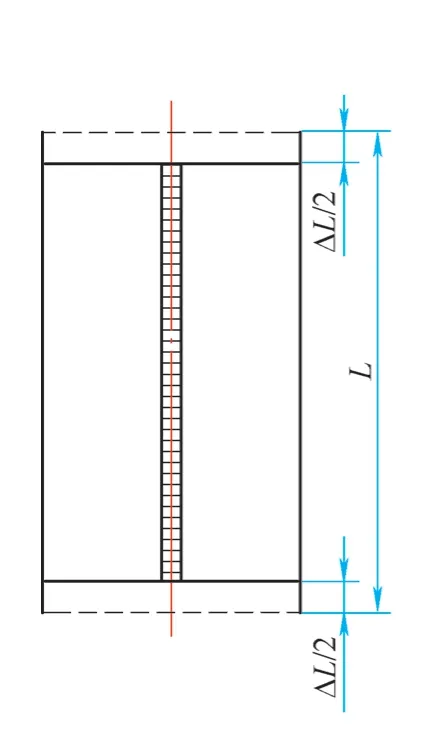
图6 焊接纵向收缩
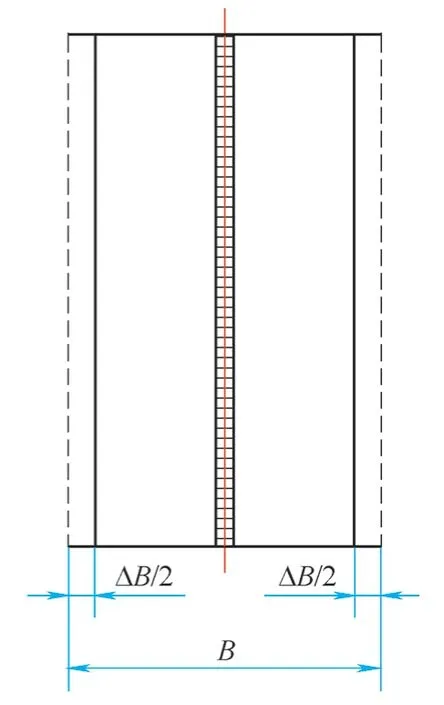
图7 焊接横向收缩

图8 薄板焊接后发生波浪变形
对于电瓶罩产品,因其周圈三边焊接,在周圈框架的加强作用下,没有发生波浪变形,但是发生了收缩变形。在钢板周圈焊缝的共同作用下,周圈发生收缩,而中心因离焊缝比较远,未受到热影响,没有发生收缩,所以中心位置受到周圈收缩变形的影响,出现失稳现象而发生凸凹变形。特别是底部没有横梁的方向,收缩现象尤其严重。如果按图9方向对其剖切,其变形如图10所示,很明显,钢板变形前相对于框架的长度L1小于钢板变形后相对于框架的长度L2。即: L1<L2。所以,对于变形后这个状态的电瓶罩来说,其钢板的面积S1要大于框架所围成图形的面积S2,即S1>S2。
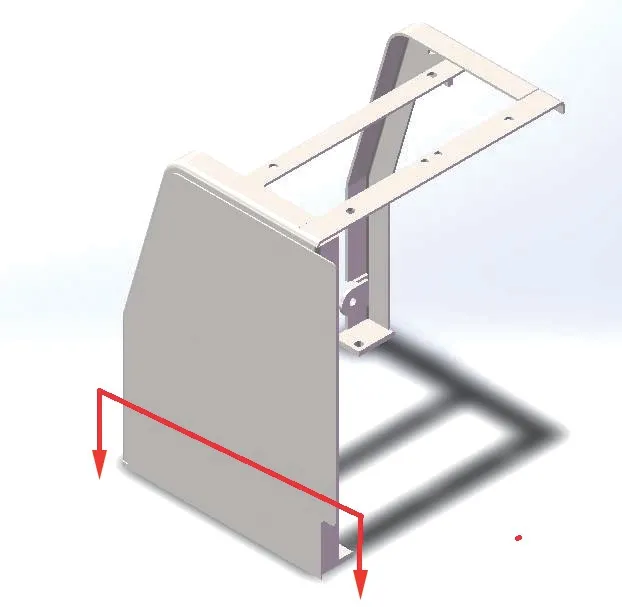
图9 剖切位置

图10 断面及其变形示意
3 电瓶罩焊接变形改善过程及生产效果
(1)焊接变形改进 根据前面分析,了解了推土机电瓶罩钢板变形的主要原因,在此基础上,制定了改善计划。
1)从源头抓起,降低焊接参数,减少变形。采用110~130A小电流的短路过渡焊接,并根据电弧电压、焊接电流的关系曲线(见图11),进行匹配电压,并根据电瓶罩的焊缝为外观焊缝,电压取上限为22~24V[2-3]。
2)焊后矫形。焊接后,将电瓶罩四个角固定在同一平面上,并夹紧。采用氧乙炔焰对中间偏下位置加热(见图12),加热温度为800~900℃,加热范围为直径160~180mm的圆形。加热后,等待1~2min,采用水冷。让钢板中间发生收缩,减小其面积,降低钢板的凸凹程度。
(2)生产效果 经过上述改善后,该钢板的平面度为1.5mm左右(见图13),满足了客户企业标准中对薄板焊接件平面度的精级要求(尺寸为200~400mm)。
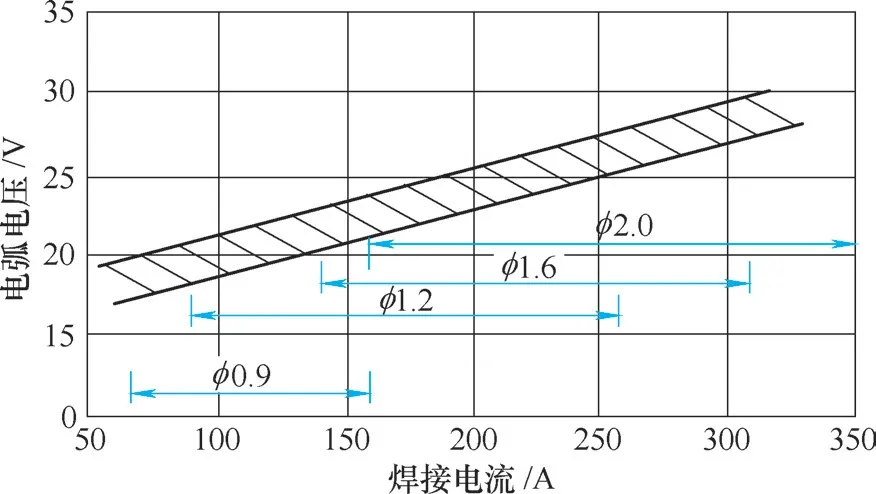
图11 短路过渡焊接时适用的电流和电压范围
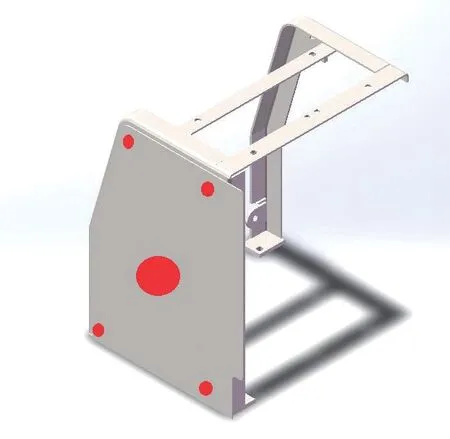
图12 固定点及加热位置

图13 改善后电瓶罩钢板的变形量
猜你喜欢
散文诗(2022年12期)2022-11-11
散文诗(青年版)(2022年6期)2022-07-05
模具制造(2021年7期)2021-09-14
派出所工作(2021年3期)2021-04-25
模具制造(2019年10期)2020-01-06
装备制造技术(2019年12期)2019-12-25
人民交通(2016年3期)2017-01-05
诗林(2016年5期)2016-10-25
科学与技术(2015年2期)2015-10-21
新媒体研究(2014年11期)2014-09-01
