提高叶轮精度的非均匀余量工艺优化策略及试验
2020-04-22 06:23刘继伟
中国金属通报 2020年14期
邹 芸,刘继伟
(四川宜宾普什模具有限公司,四川 宜宾 644007)
现如今,叶轮逐渐应用于能源行业、海洋等机械行业,医疗临床行业之中,发挥着重要的保护效用。动平衡测验有效地提升了复杂曲面整体叶轮的加工精准程度,这有助于制造设施的总体加工效率,同时还有效地提升了产品安全、速率测试和装配速率等方面的品质,而且还能够提升加工质量,降低零部件的使用规模,减少空气质量方面的损耗等等[1],确保了较高层次的气动功效。在材料技术、集成制造技术以及新型制造技术的日渐发展之下,叶轮叶片曲面的整体设计使得系统的叶宽、叶长逐渐拓宽,其叶片的属性也获得了相应地增强。
1 叶轮精度的非均匀余量工艺研究背景
整体叶轮属于动力促进机制和环控机制内的主要核心零构件,对装备性能的发挥起到了至关重要的效用。现如今,随着我国结构研究、材料科技以及计算机集成制造技术等新型科技手段的迅猛推进,整体叶轮系零构件的结构设计变得愈来愈繁琐,其叶片、流道、叶片前缘都属于大曲率繁杂曲面架构,流道较深同时还比较地细长,精度要求也获得了不断地上升,对于具备诸多繁琐曲面的整体叶轮系零件,整个工艺期间材料去除率高85%至90%,部分叶轮有时候还要超过95%,总体刚度相对较低,工艺性能不佳,属于一种典型的弱刚性零部件。在整个切削加工期间,由于遭到夹持力、切削震动、金属纤维组织变形以及应力多方面的影响,非常容易导致零件异形、切削振动等负面问题,切削相当地不稳定,而技术标准也变得越来越严格,再加上切削环境较为恶劣,所以导致整体叶轮系零件工艺期间的变形控制技术受到了诸多的挑战。现如今,整体叶轮的制造方法一般是依靠五坐标加工环节,在加工期间,超薄叶片的变形现象成为一个难以处理的问题之一,尤其是叶片厚度差异程度相对较大,具备较薄前、尾缘等特殊架构的整体叶轮,在刀具切削期间,因为它们的刚性较差所以造成叶片前、尾缘出现避免严重的变形问题,有时候还会导致叶片崩刃、弯曲,导致零部件被不必要的耗损。就当前而言,根据薄壁件加工变形偏差方面的研究资料表明,有研究学者指出一种基于数控流程产出的刀具轨迹对扭曲曲面薄壁零件制造开展有限元模拟的手段,将相对偏差调控在两成以内。除此之外,已有研究学者针对薄壁件在制造期间出现的弹性形变现象,构建了制造期间变形量以及各因素之间的预估模型。有学者探讨了切削参数、刀具倾角以及薄壁叶片汽道内弧各个点对叶片变形的影响规律,建立了薄壁叶片加工过程中变形量与各因素之间的预测模型。不仅如此,也已经有研究人员开展了机械加工流程的物理建模探索,利用有限元软件对叶片的变形态势予以解析,从而获取超薄叶片的变形规律,进而探讨出叶片横向非均匀余量的技术优化策略,较小叶片刚性较差的前端和尾端的切削异形,从而逐步提升整体叶轮的制造精准程度。选取生产过程中的某型航空环控机制内置繁杂曲面超薄叶片整体叶轮零件开展相关的测验验证,进一步地还原了它们的设计理念,契合技术规范中的有关标准。
2 弱刚度零件铣削刚度情形分析
就当前来说,我国已经研究人员从理论及数据两个层面对弱刚度零件铣削刚度予以情形解析。针对褐斑大变形,相关的工作人员需要合理地控制叶片的粗加工余量工艺刚度,从而合理调控变形情况,改善壁薄叶片,从本质上减少加工偏差,缓解变形难题。现如今,叶轮生产单位通常通过选取刀具来优化叶轮的制造期间出现的刚性问题,不过在探究制造叶轮自身刚性的优化环节中,提升制造精度是远远不够的。本文笔者将着力解析变形力薄叶片架构设计荷载的运用情况,仅观察在刚性架构的叶片以及非均匀残余横断面方向,由此来提升弱薄叶片高度方向的抗弯程度,优化相关的工艺参数,如此一来,还能够逐步地缓解叶片加工产出的振动情况,进而提升整体叶轮的精度。在航空环控制机制应用的过程中,构建了复杂曲面以及超薄叶片集成叶轮部件的测验核查机制。
3 叶片变形情况分析
依据相关的研究数据指出,相关的工作人员能够将在叶片的高度方向上,相同尺寸的超薄刀片架构荷载划分成为多个人部分,加厚板在薄的横向架构,薄壁架构比大排量小74%,最大应力大概减少55%。薄壁构件渐进非均匀加厚的特殊结构在弯曲期间发挥着至关重要的效用,在编程传统叶轮五轴期间,一般是根据转轮叶片或粗、精加工余量均匀预留当前软件市场上的叶轮零件刀具路径规划,不过在现实制作叶轮叶片薄期间,经常会考虑它们高的叶片厚度、叶片厚度以及厚度平均高程较大,受到切削力方面的影响,通过刀片及金属纤维断裂变形导致的震动,最终极易使得叶片品质无法达标。
4 提高叶轮精度的非均匀余量铣削工艺优化策略分析
4.1 一种非均匀余量铣削工艺设计分析
通常来说,轴流式复杂曲面整体叶轮的叶片截面表现为梭型形状,前端以及尾端较叶片中部来说,它们的尺寸相对较薄,所以在切削加工期间,它们的震动情况较为强烈,此时刚性相对不强,变形量较叶片中端来说很大。通过分析数据不难看出,一个叶片除了它们的前端、尾端的变形量最大之外,叶片总体贴近前端、尾端5%至25%的位置,其同时是叶片变形量比较明显的一部分,而叶片中端的25%至75%刚度较佳,变形量的浮动情况也较为稳定。除此之外,相关的工作人员还需要制定非均匀余量预案,为了进一步缩减它们在加工期间的变形量,相关的工作人员需要对叶片予以区域性地加工处理。也就是说,首先要加工叶片刚性不强的前端以及尾端部分,让它们在叶片总体刚性较强的情况下,最先被加工到技术规范标准范围内的尺寸,然后再对刚性较佳的叶片中部予以切削加工,最终通过径向零吃刀量的形式空铣一刀,固定加工的实际尺寸。在传统操作上,整体叶轮制造工艺路线被划分成为多种方式,分别是叶轮的流道粗加工处置,叶片精加工处置以及流道精加工处置,在采取非均匀余量的预案之后,工艺流程逐渐转变成为新的流道粗加工形式。
4.2 NX 的非均匀余量刀具轨迹规划分析
相关的工作人员在采取NX_CAM 模块内的相关手段开展非均匀余量的五坐标刀具轨迹规划工作。选用刚性性能强的铣刀,采取大切深大进给量开展关于叶轮流道的移除工作,调试较为妥善的侧倾安全角等指标,由此合理地把控刀具切削叶片过程中的倾斜角度,逐次上升的驱动形式能够帮助刀具在每刀切削衔接的过程中,提升圆滑刀轨的运作效率。在完成流道诸多物料清理工作之后,需要在叶片周边位置预留部分余量,这样有助于开展叶片前、尾端的精加工处理工作。在制定叶片前、尾端的精加工流程的过程中,相关的工作人员要提升叶片曲面的铣削加工精准程度,从而提升加工的品质。除此之外,诸如切削系数如空间摆角系数、最大步长系数等,在确保切削效率的同时,需要尽可能地选取比较小的取值,如此一来,就能够让变化显著地拐角位置增添诸多过度的刀位,缓解刀具摆角浮动的剧烈情况,而且还能够缓解拐角处刀具矢量变化的剧烈情况,让刀具轨迹变得更加地缓慢,从而有助于机床顺利地运作,能够逐步地优化加工品质[2]。
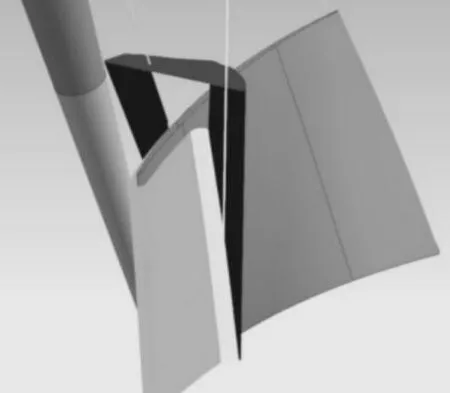
图1 叶片精加工刀具轨迹规划示意图
5 案例分析
以某航空环控系统为例,其表层整体叶轮的直径大致为241mm,叶片高度大致为46.2mm,刀片的厚度浮动在0.22mm 至2.35mm 之间。在本次案例中,相关的工作人员采用了上述工艺,依据加工余量以及刀具,对叶轮的加工参照系数予以了相应地优化,基于nx_cam 板块、刀具路径规划、粗糙/精准的刀片逐步规划刀具的路径加工,然后再根据五轴加工中心的切削测验,通过程序代码、屏幕快照及相关环节地处置,经过一系列三维扫描之后,叶轮模型重构以及NX 刀具路径规划模型都统一得到了表层轮廓的相关检测信息,较之于之前,误差缩减[3]。
6 结语
综上所述,相关的工作人员应用叶片高度的非均匀布置以及叶片横截面上的非均匀余量,逐渐改善了叶轮整个的五轴加工设计工作,以超薄叶片叶轮作为典型例子,进一步研究粗/精加工路径的规划思路,产出及加工数控流程。在改善之前,相关的工作人员还需要对零部件予以优化,从而将偏差控制在可控的范围之内,该工艺优化策略可以逐步地提升叶片的实际刚度,缓解叶片变形的严峻情况,从而使得各参数契合相应的标准,该工艺的优化方法对于零件的加工环节来说,具备很强的现实指导价值。
猜你喜欢
宇航材料工艺(2022年3期)2022-07-15
大电机技术(2022年2期)2022-06-05
当代陕西(2022年5期)2022-04-19
中国新技术新产品(2022年2期)2022-04-08
能源工程(2021年6期)2022-01-06
北京汽车(2021年3期)2021-07-17
智富时代(2019年8期)2019-09-23
智富时代(2019年8期)2019-09-23
数学大世界(2018年16期)2018-07-30
卷宗(2017年16期)2017-08-30