防止AGC 缸移动装置研发
2020-04-22 06:22解代军史黎明
中国金属通报 2020年14期
陈 猛,解代军,史黎明
(河钢唐钢不锈钢公司设备科,河北 唐山 063600)
热轧生产线轧机AGC 液压缸是控制产品厚度的重要部件,它的性能和工作状态决定了产品的质量。因此,对AGC 缸及附属设备的维护保养,保证其能够良好的工作显得十分主要。对于不锈钢1580 热轧生产线的换辊过程,AGC 缸的动作是比不可少的步骤,然而,却经常出现问题。本文就解决问题进行设备改造进行详解。
1 基本原理及改造原因
根据客户需求和市场情况,产线生产节奏加快,要求生产效率进一步提高。因此公司成立热轧线换辊攻关焦点课题,查找可优化部分,提高生产线的作业率,增加产量。因此,对影响作业率最大的换辊时间进行步骤拆解分析,提出问题解决问题,做到换辊时间更短。
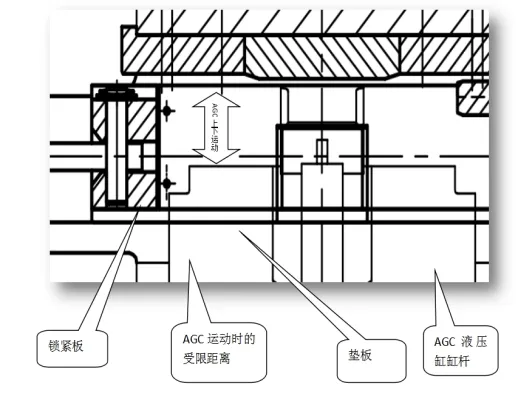
图1 AGC 缸移动过程示意图
换辊具体步骤是:主平衡装置下落,AGC 液压缸和上支撑辊随之下降,更换阶梯垫打到换辊位,主平衡上提,这样上支撑辊和上工作辊隔开一定的距离,上下工作辊顺利更换。然而就是在主平衡液压缸下降过程中,AGC 液压缸随之下降时会与锁紧板脱开,由于轧制过程中震动或轧制力作用使AGC 液压缸在水平方向上产生力,当AGC 缸与锁紧板脱离时,没有水平方向限制的AGC 缸就会产生微小偏移,换完工作辊提升主平衡液压缸,上支撑辊和AGC 缸一起随之上升,AGC 缸会与锁紧板互相顶死,造成AGC 缸无法正常抬升到轧制位,此时需要检修人员处置恢复AGC 到正常位置,造成换辊时间的延长。如图1 所示。
2 技术研发目标和技术方案
据设备构造及设备动作的轨迹设计一种防止AGC 缸产生偏移量的装置,使ACG 缸在上升和下降过程中水平方向上自由度是保持被限制的,这样就不会产生水平位移,造成脱离和定死现象出现。困难点是空间狭小,难以安装和检修作业。
通过对设备结构的充分分析设计该装置。其特征是:在原锁紧板的基础上(如图2 所示),增加厚度15mm 垫板如图4,采用螺栓和定位销(如图5 所示)固定安装,增加锁紧板(如图3 所示)与AGC 缸的接触长度。避免在换辊时AGC 缸会与锁紧板脱开,起到锁紧导向的作用。能够避免因AGC 缸脱离造成的换辊故障,实现快速换辊。具体装置结构包括:锁紧板、垫板、定位销、连接紧固件。锁紧板:材质为16Mn, 加工有定位销孔和螺栓孔。垫板:材质为16Mn,加工和锁紧板配合安装的定位销和螺栓孔。销:材质为35#钢[1]。
垫板和锁紧板定位销孔配钻加工,加工完成后拆分,将所有尖角打磨光滑,以保证现场安装操作。
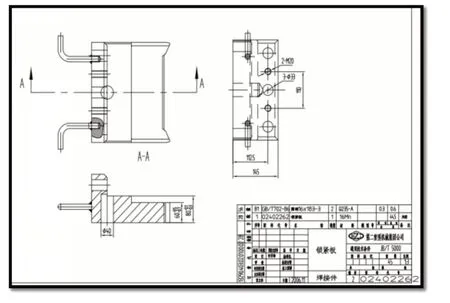
图2 锁紧板主要结构
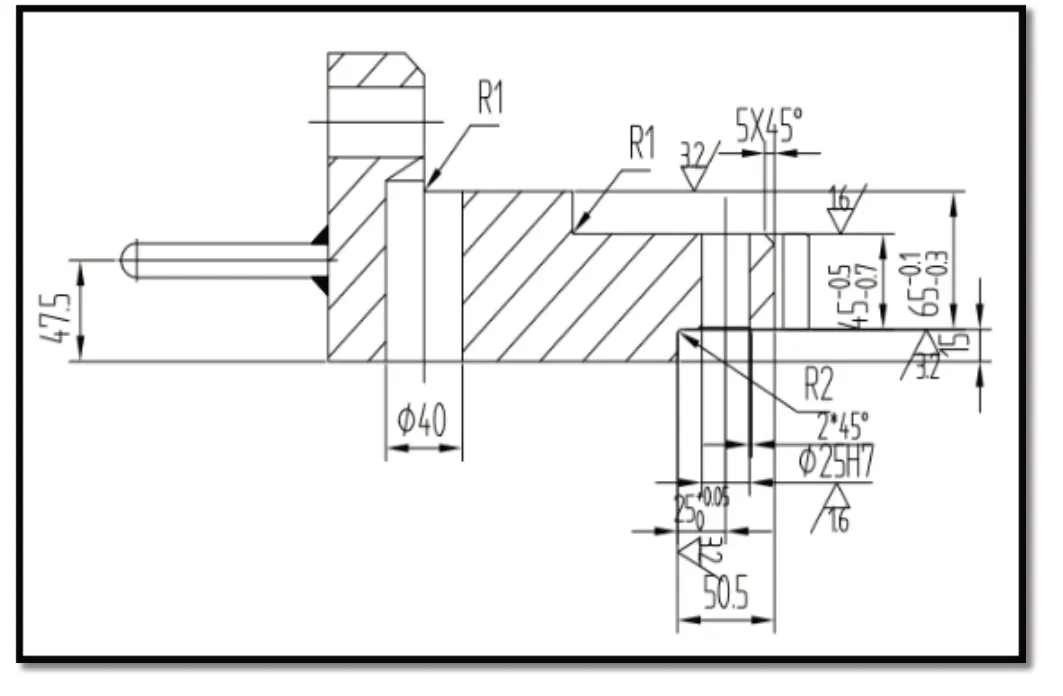
图3 垫板和锁紧板定位结构
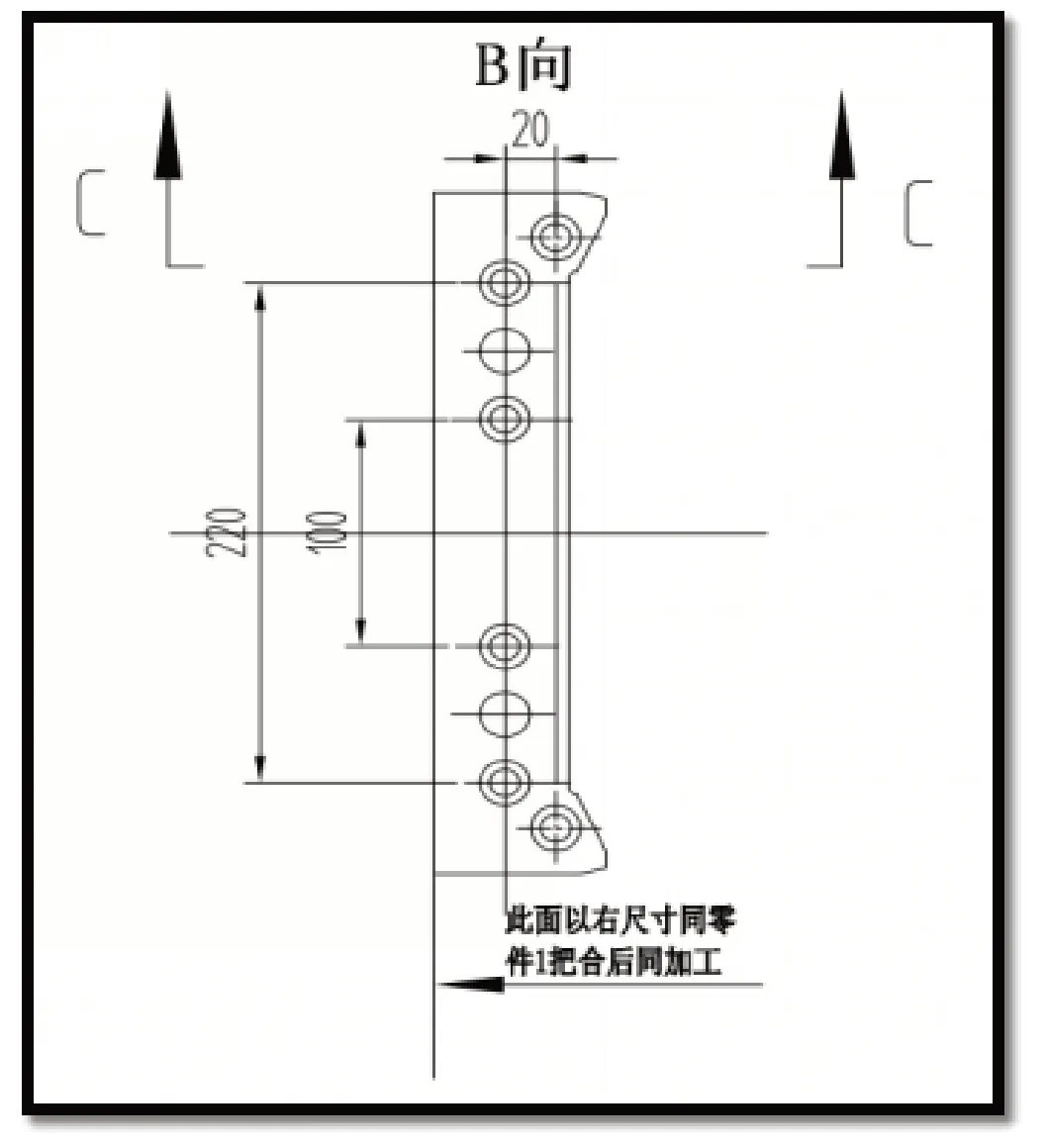
图4 零件合同后加工过程示意图
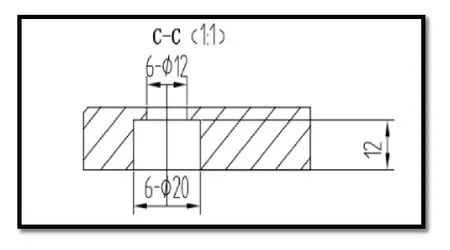
图5 定位销孔配钻加工结构
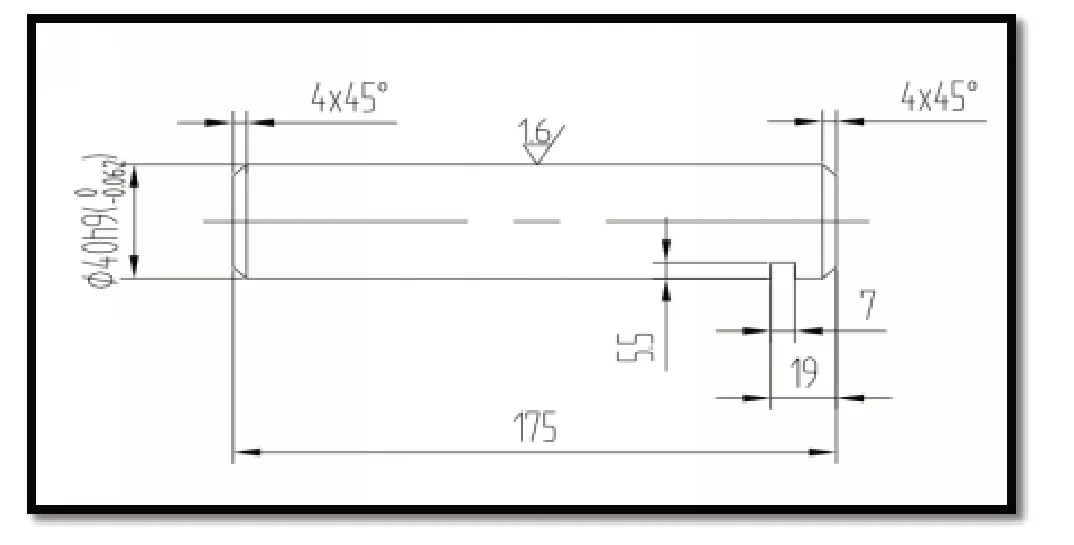
图6 垫板厚度分析结构
3 具体的实施方案
将垫板安装到锁紧板下方,使用2 个Φ40 定位销将垫板和锁紧板相对位置固定,连接紧固件将垫板和锁紧板连接。然后将锁紧板与垫板的组装件一起安装到上阶梯垫装置,垫板的厚度保证在垂直方向上AGC 缸上下移动不会脱离锁紧板装置,限制其自由度。锁紧板和垫板选用16Mn 材料提高了零件的耐磨性,延长使用寿命。两个定位销的设计提高垫板相对锁紧板的位置精度,使其接缝部位在一个平面内,AGC 缸上下滑动更为顺畅。
4 改造效果
本装置于2019 年4 月改造上线使用,至今未发生过AGC 缸位置偏移造成换辊延时问题,很好的解决了此类问题,提高生产线效率[2]。此装置的后期维护时由于换辊动作造成的摩擦会使垫板磨损,造成设备精度下降,因此需要定期测量更换垫板。
猜你喜欢
鞍钢技术(2022年3期)2022-06-12
中国金属通报(2021年17期)2021-12-23
今日农业(2021年13期)2021-11-26
学生导报·东方少年(2019年16期)2019-07-02
小猕猴智力画刊(2018年6期)2018-07-08
奥秘(创新大赛)(2018年3期)2018-07-03
汽车实用技术(2015年8期)2015-12-26
有色金属设计(2015年2期)2015-02-28
快乐作文·高年级(2014年11期)2014-12-17
专用汽车(2014年1期)2014-12-10