
TPU/EVAC共混发泡材料制备及性能
2020-04-21 07:41:34王晖刘希荣张青海林鸿裕汪扬涛
工程塑料应用 2020年4期
王晖,刘希荣,张青海,林鸿裕,汪扬涛
(1.黎明职业大学材料与化学工程学院,福建泉州 362000; 2.贝克兰(厦门)新材料有限公司,福建厦门 361000)
热塑性聚氨酯弹性体(TPU)既具有塑料的可重复加工,又具有橡胶的特性,在耐寒性、耐磨性及抗菌性方面表现优异[1-7],乙烯-乙酸乙烯酯塑料(EVAC)具有优良柔韧性、耐冲击性,广泛应用于发泡鞋材[8-10],但作为橡胶鞋底性能较差,特别是在耐磨、耐折性能等方面,将TPU与EVAC共混,制得TPU/EVAC复合材料,综合了TPU与EVAC的优点,既保持TPU的优良特性,又降低了材料的成本;目前TPU与EVAC共混改性主要集中在TPU对EVAC的改性[11-14],而以TPU作为基体,引入EVAC进行共混发泡的报道较少,笔者探讨了TPU牌号、TPU与EVAC共混比及马来酸酐接枝聚烯烃弹性体(POE-g-MAH)用量对TPU/EVAC共混材料拉伸性能、流变性能和微观结构的影响,以及过氧化二异丙苯(DCP)、偶氮二甲酰胺(AC)用量对TPU/EVAC共混发泡材料拉伸性能和微观结构的影响,为后续系列产品的开发提供一定依据。
1 实验部分
1.1 主要原材料
EVAC:2518C0,韩国韩华化学有限公司;
TPU:80A,85A,90A,95A,石梅化学工业股份有限公司;
POE-g-MAH,工业级,厦门科艾斯塑胶科技有限公司;
DCP,AC:工业级,市售;
纳米活性碳酸钙:工业级,福建省万旗非金属材料有限公司;
氧化锌(ZnO)、硬脂酸(St):分析纯,西陇化工股份有限公司。
1.2 主要仪器与设备
双辊开炼机:SK1600型,福建省永春县轻工机械厂;
电子万能试验机:CMT6003型,美特斯工业系统有限公司;
平板发泡机:XLB-D/Q500×500型,郑州鑫和机器制造有限公司;
旋转流变仪:AR-2000,美国TA公司。
1.3 样品制备
基础配方:TPU:80份,EVAC:20份,纳米活性碳酸钙:1份,St:1份,ZnO:3份。
将TPU,EVAC和增容剂POE-g-MAH在转矩流变仪中捏合塑化30 min,温度180℃,得到TPU/EVAC混合料;在双辊开炼机中加入TPU/EVAC混合料、纳米活性碳酸钙及ZnO,St,DCP和AC,温度130~140℃,塑炼5~10 min,塑炼成约3 mm的胶片。最后将胶片通过平板发泡机进行发泡,温度160℃,压力15 MPa,时间15 min,制成片状材料。
1.4 性能测试
(1)拉伸性能测试。
拉伸性能按GB/T 1040.0-2006测试,测试样条为哑铃形。
(2)形貌观察。
采用电子万能试验机将材料样条拉断后,对拉伸断面进行喷金处理,用SEM观察其断口形貌。
(3)转子流变性能测试。
在180℃下,采用旋转流变仪测定发泡材料的熔体流变特性。动态频率扫描范围0.05~100 rad/s,固定应变1%进行小振幅振荡剪切。
2 结果与讨论
2.1 TPU牌号对TPU/EVAC共混材料拉伸性能的影响
不同TPU牌号的TPU/EVAC共混材料拉伸性能如图1所示,其中TPU∶EVAC比例为70∶30。
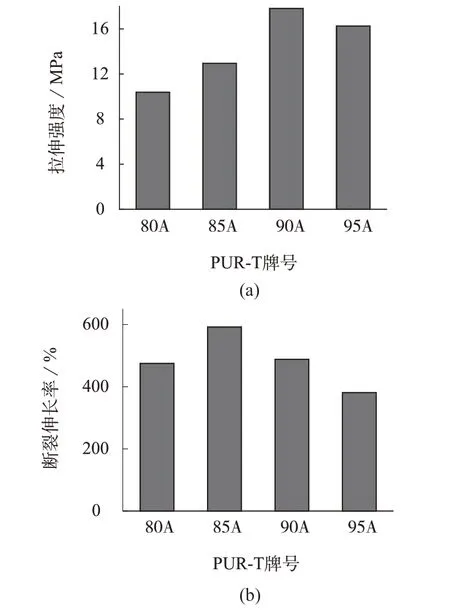
图1 不同TPU牌号的TPU/EVAC共混材料的拉伸性能
由图1可知,TPU/EVAC共混材料的拉伸强度及断裂伸长率随着TPU分子链中硬段含量的增加呈现先增大后减少的趋势,当TPU牌号为90A时,共混材料的拉伸强度最大,为17 MPa;TPU牌号为85A时,共混材料的断裂伸长率最高,为592%,其余牌号的共混材料的断裂伸长率均在300%以上。鞋底材料的拉伸性能一般要求拉伸强度在10 MPa、断裂伸长率在300%以上,故上述TPU牌号的共混材料均可作为鞋底材料使用。TPU对共混材料拉伸强度的贡献远大于EVAC,而共混材料的相容性主要来自于TPU分子链软段和EVAC的作用,当TPU硬段增加到一定程度时,必然影响TPU与EVAC的相容性,进而表现为共混材料拉伸强度的降低。从相容性及拉伸强度两个方面综合考虑,选择TPU牌号为90A作为下一步研究的基体树脂。
2.2 TPU与EVAC共混比对TPU/EVAC共混材料拉伸性能的影响
TPU与EVAC不同共混比的TPU/EVAC共混材料的拉伸性能如图2所示。
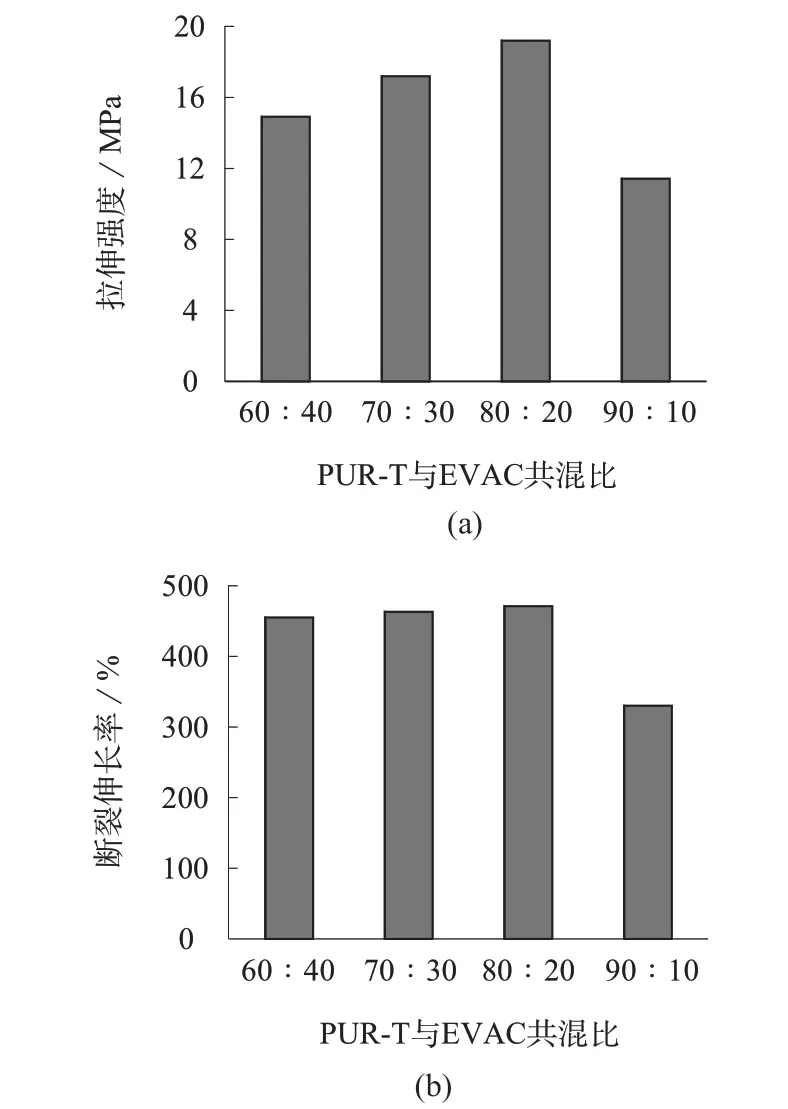
图2 TPU与EVAC不同共混比的TPU/EVAC共混材料的拉伸性能
从图2可看出,TPU/EVAC共混材料的拉伸强度和断裂伸长率随TPU含量增加均呈先增大后减小的趋势,且当TPU/EVAC的共混比为80∶20时,共混材料的拉伸强度和断裂伸长率均达到最大值,分别为19 MPa和471%。根据共混材料的拉伸性能,选择最佳比例TPU∶EVAC=80∶20作为下一步研究的共混比。
2.3 POE-g-MAH用量对TPU/EVAC共混材料拉伸性能和流变性能的影响
(1)拉伸性能分析。
11月1日,公司党委副书记、总经理刘静萍到昆明宜良供电局开展调研,先后实地调研“两个全覆盖”、配网“三统一、两强化”工作情况。
当TPU与EVAC共混比为80∶20时,不同POE-g-MAH用量的TPU/EVAC共混材料拉伸性能如图3所示。
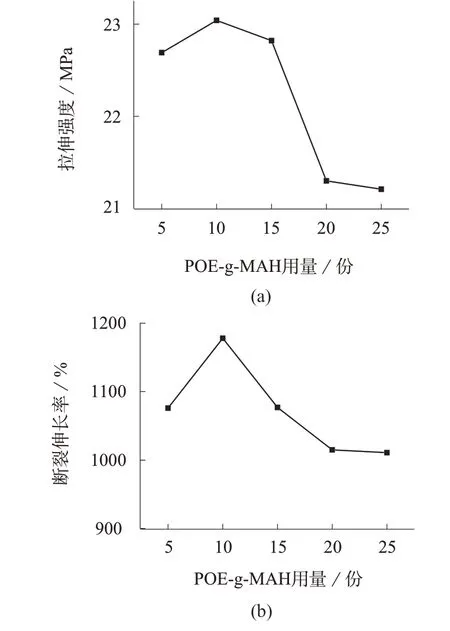
图3 不同POE-g-MAH用量的TPU/EVAC共混材料的拉伸性能
从图3可以看出,随POE-g-MAH用量增加,TPU/EVAC共混材料的拉伸强度和断裂伸长率均呈现先增大后减小的趋势,且POE-g-MAH用量为10份时,共混材料的拉伸强度和断裂伸长率均达到最大值,分别为23.04 MPa,1 178%;继续增加POE-g-MAH用量,拉伸强度和断裂伸长率急剧下降。这是由于POE-g-MAH起到增容剂作用,提高了TPU与EVAC的相容性;但添加量超过10份时,可能由于POE为非极性的聚合物,而TPU为极性较强的聚合物,POE与TPU的相容性较差,POE-g-MAH添加量过多,使共混材料的相容性变差,故而表现为拉伸性能下降。最终选择POE-g -MAH添加量为10份。
(2)流变性能分析。
不同POE-g-MAH用量的TPU/EVAC共混材料的复数黏度如图4所示。
由图4可以看出,TPU/EVAC共混材料的复数黏度随剪切频率的增加而逐渐降低,为假塑性流体流动,添加POE-g-MAH并未改变共混材料的假塑性特征[15-16];在同一剪切频率下,添加POEg-MAH的共混材料的复数黏度较未添加POE-g-MAH时下降,说明添加POE-g-MAH提高了共混材料的加工流动性。当POE-g-MAH用量为10份时,共混材料的复数黏度大于添加5份或15份POE-g-MAH时的共混材料。
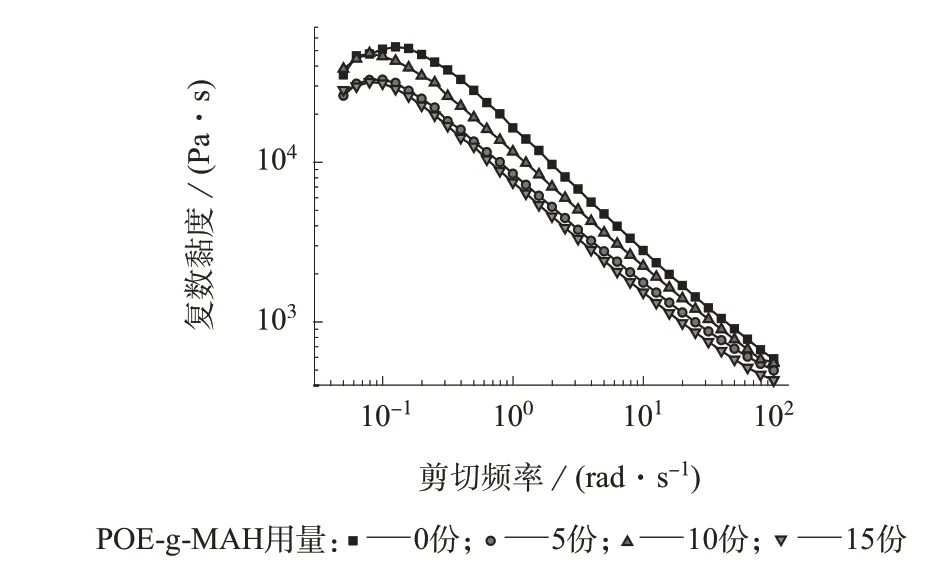
图4 不同POE-g-MAH用量的TPU/EVAC共混材料的复数黏度
不同剪切频率和POE-g-MAH用量的TPU/EVAC共混材料的储能模量和损耗模量如图5所示。
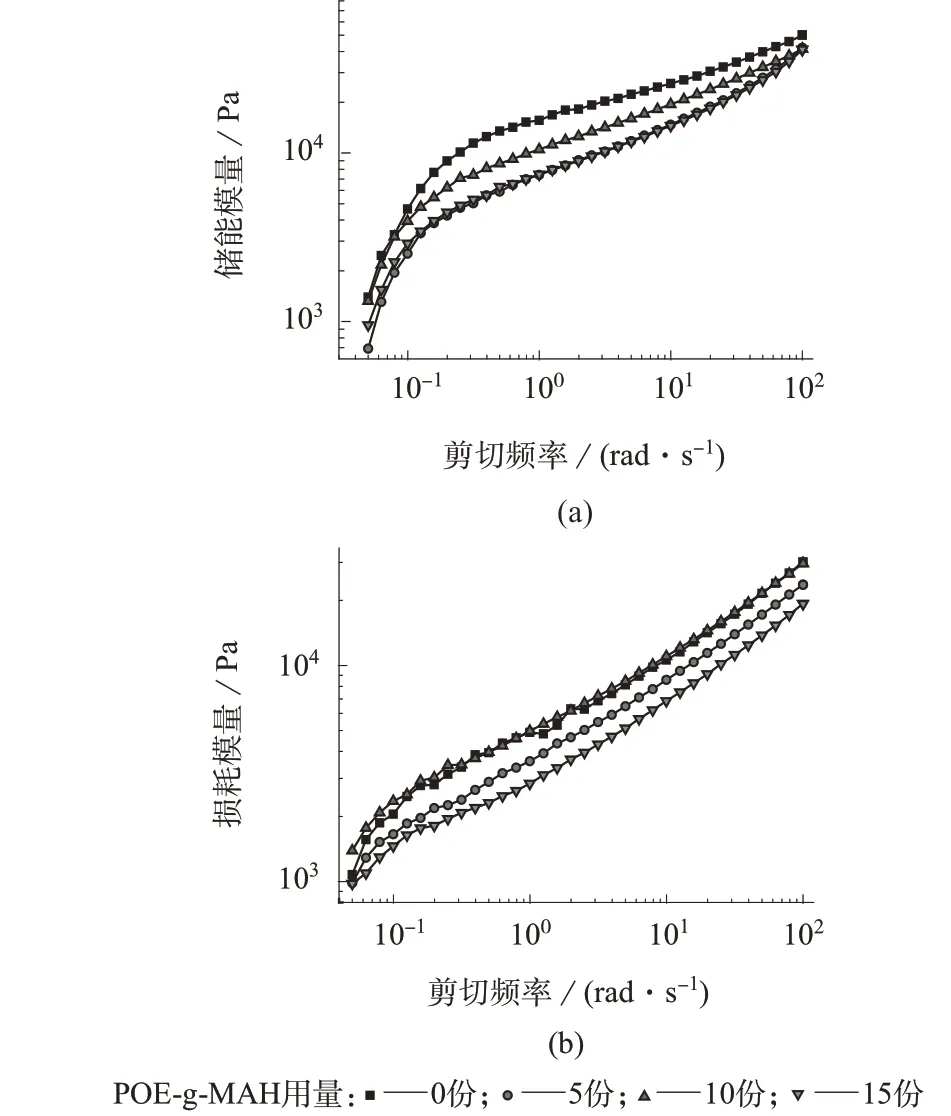
图5 不同剪切频率和POE-g-MAH用量的TPU/EVAC共混材料的储能模量和损耗模量
从图5可以看出,TPU/EVAC共混材料的储能模量和损耗模量均随着剪切速率的增加而增大。这主要是由于剪切频率越大,穿过两相界面之间的分子链也就越多,施加剪切所需要的转矩力越大,从而使得共混材料的模量增加。当POE-g-MAH用量为10份时,共混材料的储能模量和损耗模量大于添加5份或15份POE-g-MAH时的共混材料。
(3) SEM分析。
不同POE-g-MAH用量的TPU/EVAC共混材料样条拉伸断面的SEM照片如图6所示。
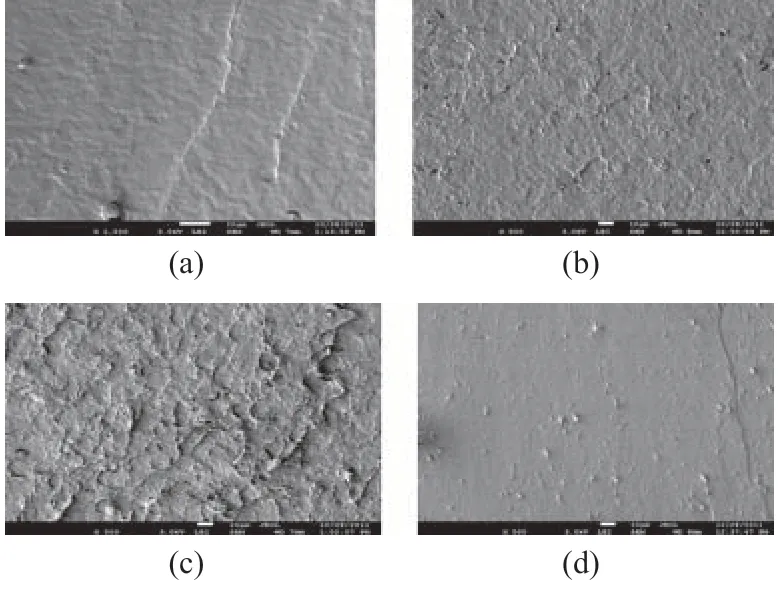
图6 不同POE-g-MAH用量的共混材料样条拉伸断面形貌SEM照片
2.4 DCP用量对TPU/EVAC共混发泡材料拉伸性能的影响
(1)拉伸性能分析。
当AC用量为1份时,不同DCP用量的TPU/EVAC共混发泡材料的拉伸性能如图7所示。
由图7可以看出,随着DCP用量的增加,TPU/EVAC共混发泡材料的拉伸强度、断裂伸长率均呈现先增大后减小的趋势,且在DCP用量为2份时,拉伸强度及断裂伸长率均达到最大值,分别是1.95 MPa,90.22%。这主要是加入DCP后,共混发泡材料在熔融状态发生交联,使熔体黏度增大,可包裹住气体,体系的泡孔均匀,且较小;当向共混材料中添加的DCP过量时,共混发泡材料会因过度交联使熔体黏度增大,流动性变差,熔体流动时可能发生破裂现象,造成气泡的合并和坍塌,使得体系的拉伸性能下降。最终选择DCP用量为2份。
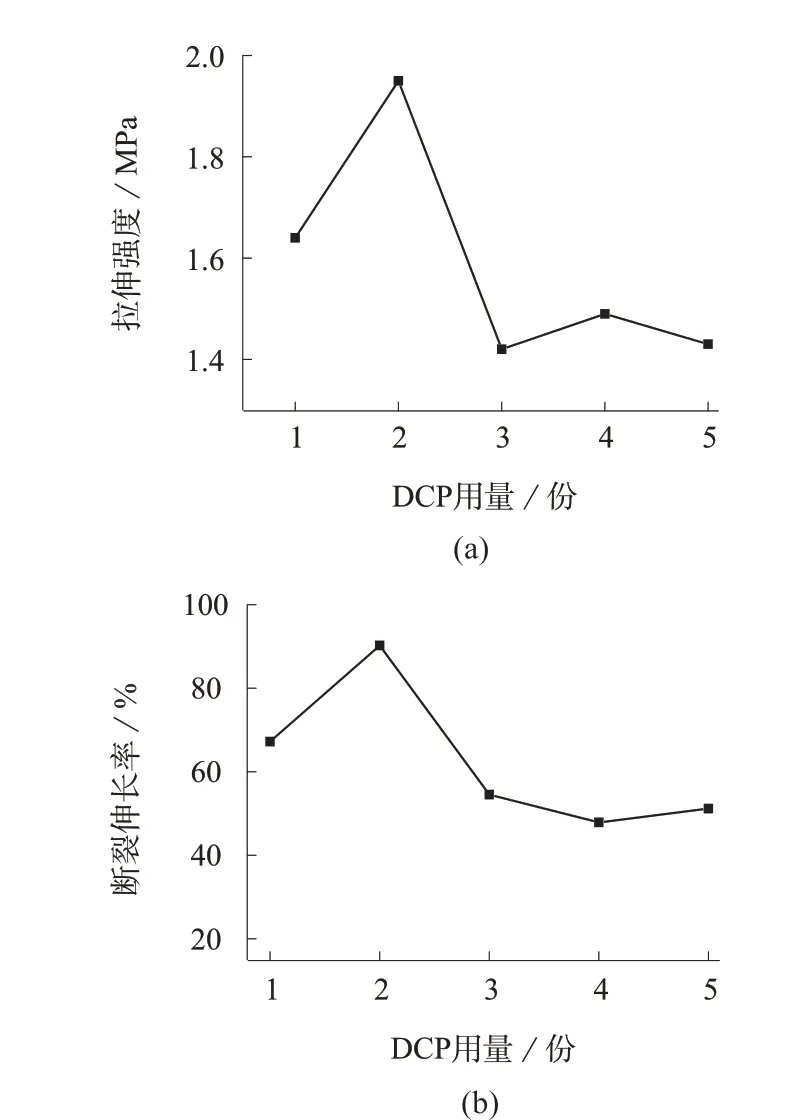
图7 不同DCP用量的TPU/EVAC共混发泡材料的拉伸性能
(2) SEM分析。
当AC用量为1份时,不同DCP用量的TPU/EVAC共混发泡材料样条拉伸断面的SEM照片如图8所示。
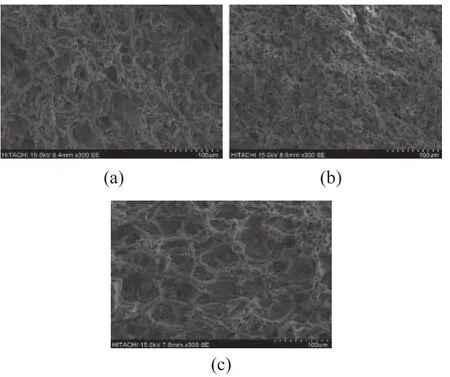
图8 不同DCP用量的TPU/EVAC共混发泡材料样条拉伸断面的SEM照片
由图8可以看出,添加1份DCP时,TPU/EVAC共混发泡材料断面的泡孔分布较为均匀,且直径较大(图8a);添加2份DCP时,共混发泡材料的断面泡孔较小,且分布均匀(图8b);添加3份DCP时,共混发泡材料的泡孔明显增大,且有气泡坍塌或者合并的现象(图8c)。说明添加适量DCP可增加熔体黏度锁住气体,实现共混材料的发泡;当添加DCP到2份时,熔体里的气压与熔体的黏度达到一个较佳的平衡值,可形成分布均匀且较小的气孔,材料具有较好的拉伸性能;当继续增加DCP用量时,熔体黏度太大,以至于发生熔体破裂,造成气孔合并等。这与拉伸性能的分析结果相一致。
2.5 AC用量对TPU/EVAC共混发泡材料拉伸性能的影响
在其它条件相同的情况下,不同AC用量的TPU/EVAC共混发泡材料的拉伸性能如图9所示。
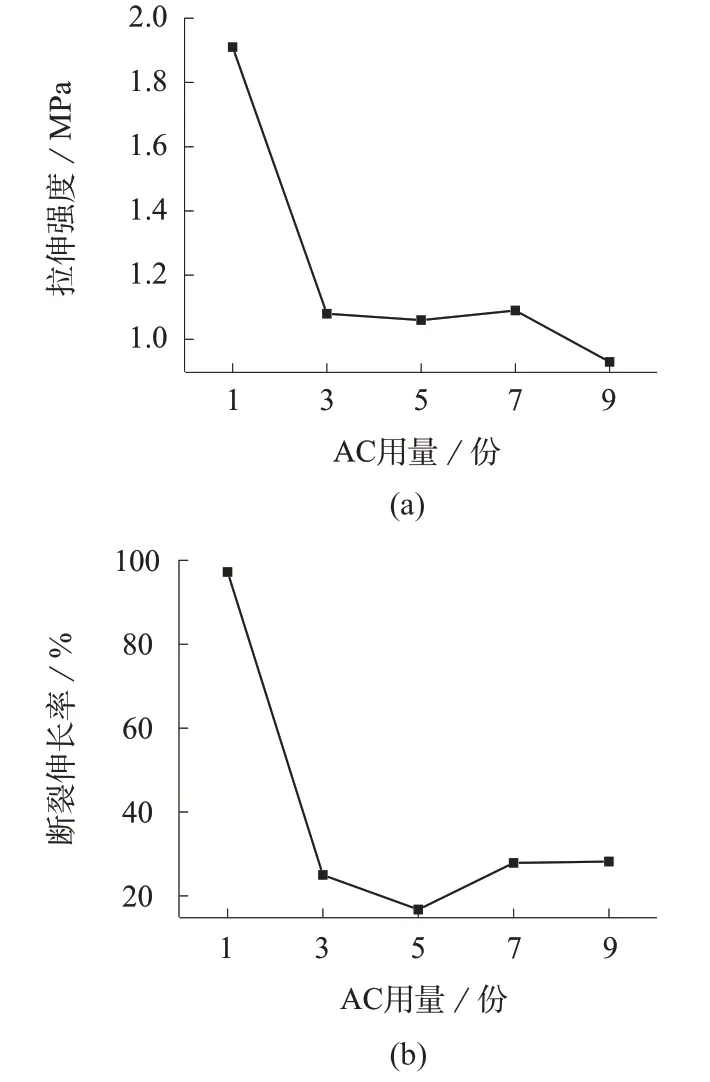
图9 不同AC用量的TPU/EVAC共混发泡材料的拉伸性能
由图9可看出,当AC用量为1份时,TPU/EVAC共混发泡材料的拉伸强度及断裂伸长率均达到最大值,说明添加1份AC发泡剂释放的气体较少,共混发泡材料的发泡倍率较低;当AC用量从3份增加至9份时,共混发泡材料的断裂伸长率先变小后增大,且在添加到7份之后,趋于平衡;拉伸强度在AC用量为3~7份时变化不大,但添加到9份之后变小。综合考虑,当AC用量为7份时共混发泡材料的拉伸性能较佳。
3 结论
(1)在固定的加工工艺条件下,TPU牌号为90A,TPU与EVAC共混比80∶20,POE-g-MAH用量为10份时,TPU/EVAC共混材料的拉伸性能最佳。
(2)加入POE-g-MAH后,共混材料的拉伸性能得到明显提高。随着POE-g-MAH用量的增加,共混材料的拉伸强度、断裂伸长率均呈现先增大后减小的趋势,且POE-g-MAH的最佳用量为10份。
(3)加入POE-g-MAH后,共混材料熔体的流动属于典型的假塑性流变行为;当POE-g-MAH用量为10份时,共混材料的复数黏度、储能模量及损耗模量大于添加5份或10份POE-g-MAH的共混材料。
(4)当DCP用量为2份、AC用量为7份时,共混发泡材料的综合性能最佳。
猜你喜欢
山东冶金(2023年6期)2024-01-10 01:33:30
安徽师范大学学报(自然科学版)(2022年3期)2022-07-14 03:54:42
防爆电机(2020年6期)2020-12-14 07:17:04
数学小灵通(1-2年级)(2018年9期)2018-11-19 03:30:54
中国铸造装备与技术(2017年6期)2018-01-22 01:50:01
制造技术与机床(2017年7期)2018-01-19 02:30:00
软件(2017年6期)2017-09-23 20:56:27
计算机测量与控制(2017年6期)2017-07-01 16:24:14
理化检验(物理分册)(2017年5期)2017-06-01 11:29:45
凿岩机械气动工具(2017年1期)2017-05-17 06:19:50
