
高强钢制件回弹控制方法
2020-04-20 11:08杨杰强孙纪乐
时代汽车 2020年5期
杨杰强 孙纪乐
摘 要:回弹现象会对高强钢制件的尺寸精度、质量造成直接影响,而且高强钢自身特性也会对其制件造成影响,回弹属于难以控制的问题,屈服强度越大,其回弹量越大。因此,本文主要阐述高强钢制件回弹类型以及影响因素,分析回弹测量方法,探究高强钢制件回弹控制方法以及避免高强钢制件出现回弹措施。
关键词:高强钢;回弹;影响因素;控制方法
1 引言
随着科学技术的不断发展,汽车逐渐向着轻量化方向发展,高强钢制件的应用也就成为了决定汽车轻量化发展的因素。然而,高强钢制件自身材料强度较高,制件成型存在一定困难,制件会出现变形、扭曲或回弹情况,导致汽车车身尺寸的精度较低,整体性较差。高强钢制件在成型过程中,对工装的磨损较大,会对模具的使用寿命造成影响而且高强钢制件的质量不稳定,在实际使用过程中容易出现回弹情况,因此,需要采取有效措施预防回弹现象的发生,明确回弹类型和影响因素,实现回弹现象的控制。
2 高强钢制件回弹类型以及影响因素
一般高强钢回弹是材料塑形成型后,随着变形应力的消失,在成型过程中储存的弹性变形会被释放出来,产生应力重组,导致制件整体形状发生改变。根据对车型模具开发经验得出,高强钢制件中冲压件的回弹类型主要有六种,即回弹(也被称为角度变化,主要是制件的弯曲边缘线偏离检具)、负回弹、侧壁卷曲(板料在弯曲的过程中,由于应力分布不均匀所导致)、整体形状扭曲、拉延制件扭曲和局部型面卷曲等。
影响高强钢制件回弹的影响因素主要包含七方面:①材料性能。在高强钢弹性阶段内,材料体现出来的屈服极限越高,其弹性模量越大,产生的加工硬化现象越严重,弯曲变形的回弹也越大;反之,材料体现出来的抵抗弹性变形能力就越强,回弹值越低。②相对弯曲半径。相对弯曲半径越大,产生的回弹值就越小,相反就会越大。③弯曲中心角。假如弯曲中心角越大,变形区的长度和回弹累计值就会逐渐增大,回弹现象就会越来越严重,但是不会对曲率半径的回弹造成影响。④模具间隙研配。模具的相对工作部位之间都有一定的间隙,通常是1倍材料厚度,能够在间隙中容纳产品。在模具加工完成后,需要进行局部研配,才能保证材料的流动效果。⑤零件自身形状。高强钢制件自身形状扭曲,存在多个“S”造型,而且还存在左右不对称的设计,很容易导致制件出现扭曲回弹。不同的制件对回弹的影响也不同,比如,u型制件,由于其两边互相受到牵制,导致其回弹量会低于V型制件。⑥成型方式。高强钢制件的形成方式会直接影响回弹值。通常而言,拉延模会比成型模的回弹效果好。⑦整形力。在对高强钢制件进行整形的过程中,整形力越大,产生的回弹值就会越小,这是由于大的整形力能够促使变形区内外侧都产生切向拉应变,导致内外侧纤维都被拉长,并达到成型效果。在卸载后,变形区的内外侧都会因为弹性回复而缩短,由于内侧和外侧的回弹方向相反,导致制件向外的回弹趋势会缓解或消除。
3 回弹测量的方法
目前针对高强钢制件回弹测量的方法主要有两种:(1)基于标准夹具的测量法。夹具的轮廓制作主要是将目标零件的轮廓同时偏置一个距离所得,在定位点夹紧之后,能够通过手动或者利用三坐标测量仪的方式对待测零件和夹具之间的间隙进行测量,将固定有A柱加强板的检具放置在三坐标测量仪的床台上,利用三坐标测量仪定义基准之后,操控测量针进行打点检测,系统会自动显示并保存已打过点的回弹信息,并通过.PDF格式文件导出來,测量的间隙减去偏重距离,进而得出回弹值。(2)基于凹模的测量法。这种方法直接将待测零件安放在凹模上,不需要采用任何夹紧措施,进而选取特征点,再通过应用激光扫描或者白光照相测量等方式,获取特征点的几何信息,进而利用这些扫描点信息和标准零件的CAD数据进行比对,进而得出回弹量。
4 高强钢制件回弹控制方法
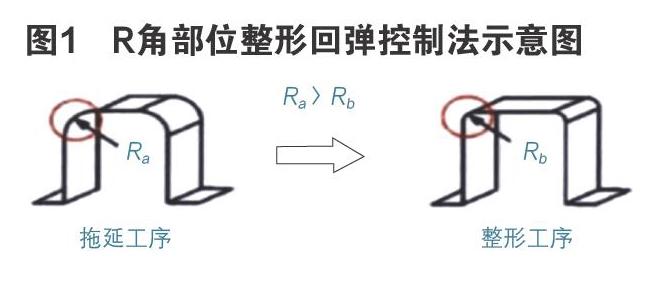
4.1 R角部位整形回弹控制法
该方法主要是利用整形的方式,对之间的弯曲部位的应力进行改善,进而达到减少回弹值的目的。如图1所示。通过对R角部位进行整形,能够对弯曲部位的内侧、外侧应力的分布区域进行改变,减少弯曲部位的拉应力区域,当尺圆角调整到一定程度上时,能够达到塑性变形,而且当弯曲内部应力大于外部应力时,会出现负回弹情况。在进行产品设计的过程中,R值应该尽可能控制在8mm以内。对弯曲部位进行R角整形的过程中,拉延工序凹模Ra角和整形工序凹模Rb角之间的差值一般控制在5mm以内,否则就会对高强钢制件的精度造成影响。例如,某车型的左右B柱内板拉延工序局部角为10mm,后续整形工序角为5mm。
4.2 内侧圆角硬化回弹控制方法
该方法主要是对弯曲部位的内侧进行压缩从而达到消除回弹目的的方法。对于u型零件,由于其两侧产生对称弯曲情况,可以采用该方法进行解决。对于L型零件,同城面部分的材料压料力较弱,有时会出现尺寸差异,可以从形状进行判断,弯曲部位的压力较弱。对于既要保证强度也要保证弹性的成型构件,不适合使用该回弹控制方法。另外,还可以通过对圆角R处的厚度变化量进行调整,实现回弹量调整。
4.3 成型硬化回弹控制方法
这种方法在使用过程中容易使弯曲工具的侧壁翘曲,在钢板上留下硬化痕迹。通常硬化筋会划伤高强钢制件,因此,在使用该方法时需要结合构件的特点进行选择,一般硬化痕迹被应用在非变薄面上,这种回弹控制方法适用于较厚的板材中,板材越厚使用效果越好。
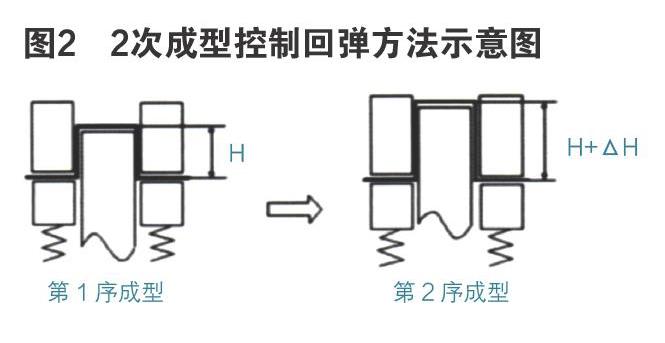
4.4 2次成型控制回弹方法
如图2所示,是利用2次成型方式,对板内外侧应力进行消除的方式,是一种控制回弹的有效方式。在图中,“H”为第一次制件成型的高度,“H+H”为第二次制件成型高度。在2次成型之后,高强钢之间的内应力较小,品质相对稳定,但是这种方式的使用会导致模具加工的工序增多,也增加模具的制造成本。
4.5 开发软模回弹控制方法
高强钢制件由于制件扭曲回弹量不容易被控制,回弹值属于变化数值,在模具开发的过程中,通常开发一些简单的软模或实验镶块,通过多次试验之后,确定制件的扭曲回弹值,结合试验结果数据,再开发正式的模具。
4.6 负回弹控制方法
采用该方法,能够对加工工装的表面进行特殊性处理,让板料产生负回弹现象。上模返回后制件回弹,可以通过负回弹以及回弹的形式,进而导致产品达到要求。
4.7 增加防回弹筋消除回弹
在保证原高强钢制件功能或者性能的要求下,可以通过增加防回弹筋的方式改变产品形状,进而实现对回弹的控制和改善。比如,某车型左右侧围门槛梁前段由于制件回弹,在制件型面增加回弹筋,在完成整改之后,会消除制件的回弹,提升改善效果。
4.8 回弹工艺补偿
该方式主要是对拉延模型面采用回弹工艺补偿方式。由于A柱加强板在AutoForm中有四项模拟工艺,分别为拉延、修编、翻边整形和冲孔等,假如A柱加强板最终正负回弹均大于所要求的0.8毫米范围,可以采用拉延回弹工艺进行补偿。在拉延之后最大正向回弹为3.774mm,最大负向回弹为-3.728mm,产品最终的正向最大回弹为3.449mm,负向最大回弹为-3.025mm,二者相差不大。假如仅对拉延工序进行补偿,那么在拉延之后的修边,就会由于修边刀剪切板料时的刀具和板料的剧烈挤压和摩擦作用下,出现边缘回弹增加的情况,进而进行翻边整形,避免制件中间被压料板固定,部分回弹也没有发生改变。
5 避免高强钢制件出现回弹措施
第一,选择合适的材料。在满足相关要求的情況下,尽可能选择屈服极限较小、弹性模量大的材料,减少并消除回弹值。第二,设计合理的零件结构。在不改变原制件功能的情况下,对产品形状进行改变,可以对弯曲件进行翻边或者叠边处理。第三,设置合理的模具间隙。对于U型弯曲来说,其回弹会随着凹模开口深度增加而减少,会随着模具间隙减少减少回弹量;对于V型弯曲来说,要注意和模的高度。
6 总结
总之,高强钢的回弹一直是制件研究的热点和难点,在实际对制件进行冲压的过程中,回弹比较难以量化,容易导致制件出现回弹现象,影响制件尺寸的准确性。在对高强钢制件回弹进行控制的过程中,明确回弹类型以及影响因素,结合具体情况,选择合适的回弹控制方法,选择合适的材料、设施合理的零件结构和模具间隙,避免高强钢出现回弹情况。
参考文献:
[1]周晶.高强钢冲压件的回弹及预防措施[J].模具制造,2019,19(12):17-19.
[2]潘利波,祝洪川,魏星.车身用高强钢的回弹实验与分析[J].精密成形工程,2019,11(01):25-29.
猜你喜欢
居业(2016年9期)2016-12-26
文艺生活·中旬刊(2016年11期)2016-12-13
企业技术开发·下旬刊(2016年9期)2016-11-23
中国集体经济(2016年26期)2016-11-19
中小企业管理与科技·下旬刊(2016年10期)2016-11-18
中国市场(2016年36期)2016-10-19
商(2016年27期)2016-10-17
商(2016年27期)2016-10-17
科技视界(2016年20期)2016-09-29
