
数控凸轮轴磨床颤振稳定性研究
2020-04-17 08:54张氢陈文韬陈淼王玉琢郑大腾
湖南大学学报·自然科学版 2020年2期
张氢 陈文韬 陈淼 王玉琢 郑大腾
摘 要:在凸轮轴磨床的磨削过程中,颤振现象严重影响凸轮轴表面的磨削质量. 为了抑制凸轮轴磨削颤振的产生,基于再生颤振理论和随动磨削的特点,建立了凸轮轴和砂轮再生激励效应的动力学模型,绘制了稳定性极限图,同时研究了凸轮轴磨床的颤振稳定性. 通过凸轮轴磨床的颤振实验,利用频域和时频域方法分析了凸轮轴磨床的振动特性. 颤振实验结果和稳定性极限图预测结果一致,验证了凸轮轴磨床再生颤振动力学模型的正确性和预测颤振产生与优选加工参数的可行性.
关键词:凸轮轴;磨床;颤振;稳定性
中图分类号:TG584 文献标志码:A
Abstract:The chatter in the follow-up grinding process will affect the quality of camshaft grinding. In order to suppressing chatter,the regenerative chatter model of follow-up grinding based on regenerative chatter theory and the characteristics of follow-up grinding was built,considering the regenerative chatter of both camshaft and grinding wheel. Based on the regenerative chatter model,the stability limit diagram was portrayed to study the regenerative chatter stability of the follow-up grinding. The grinding tests on the camshaft grinding machine were carried out to verify this model. The vibration features of the grinding machine were inspected in both frequency domain and time-frequency domain,and the results agreed well with the stability limit diagram. It testified the regenerative chatter model and feasibility of the chatter predicting and the machining parameters' optimizing by stability limit diagram.
Key words:camshafts;grinding machine;chatter;stability
凸輪轴是内燃发动机的关键零件之一,它的加工精度和质量直接影响发动机的使用寿命、节能和效率. 汽车、飞机行业对发动机性能需求的不断提升,对凸轮轴的高精度磨削提出了更高的要求[1]. 在磨削加工过程中,颤振现象导致的不稳定磨削将影响工件表面质量,特别是磨削波纹表面而引起的再生型颤振是产生颤振的主要原因[2]. 相对车削和铣削等单主轴运动加工方式,磨削加工中包含了工件和砂轮绕各自主轴的旋转,运动方式更加复杂.
目前,国内外学者已经对磨床的再生颤振进行了大量的研究. Li等[3]通过特定工艺条件的改变,确定了外圆磨削系统的颤振边界条件. 钟建琳等[4]通过模态测试实验获得外圆磨削的动力学参数并以此绘制了磨削的稳定性极限图. Chi等[5]针对外圆切入磨建立了基于接触刚度与系统固有频率关系的动力学模型. Leonesio等[6]提出了一种通过冲击实验测量系统响应获得磨削过程的等效刚度和阻尼的频域识别方法. Weck等[7]建立了外圆磨削再生颤振模型,并对磨削稳定性机理进行了研究. Paris等[8]考虑系统刚度与阻尼对稳定性的影响,建立了高速铣床的稳定性动力学模型. 蒋永翔等[9-10]同时考虑工件和砂轮的再生效应,建立外圆纵磨以及外圆切入磨的工件、砂轮再生颤振动力学模型. Jiang等[11]利用稳定性叶瓣图法进行了稳定性预测研究. Yan等[12]提出了一个同时考虑工件横向运动和扭转运动的外圆切入磨动力学模型,并利用该模型绘制稳定性图. 任成高等[13]通过变速磨削颤振实验,证明变速磨削能在一定程度上抑制高速磨削颤振. Barrenetxea等[14]、Ahrens等[15]通过理论稳定图和实验结果相结合,验证了新型无心磨削和切入磨颤振抑制技术的有效性.
上述研究主要是针对外圆磨削,对以凸轮轴磨床为代表的非圆磨削的颤振研究相对较少. 本文以某型高精度随动数控凸轮轴磨床为研究对象,同时考虑工件和砂轮的再生效应建立动力学模型并绘制磨削稳定性极限图;在颤振实验的基础上利用频域和时频域方法分析磨床的振动特性,并验证动力学模型的正确性.
1 凸轮轴磨床再生型颤振动力学建模
本文研究的是某公司自主研发的高精度随动数控凸轮轴磨床,是一种切入磨磨床,通过数控系统的控制,使磨床砂轮架进给运动与头架主轴旋转运动实现跟随联动. 在实际加工过程中,磨床系统往往会受到大量来自外界的干扰,这些外界激励将引起砂轮和凸轮轴在砂轮进给方向上的相对振动,并留下振纹. 由于振纹的存在,在凸轮轴高速磨削的过程中磨削深度和磨削力呈周期性变化,产生的新振源会引起磨床系统振动,即再生效应,由此引发工件与刀具之间强烈的再生型自激颤振.
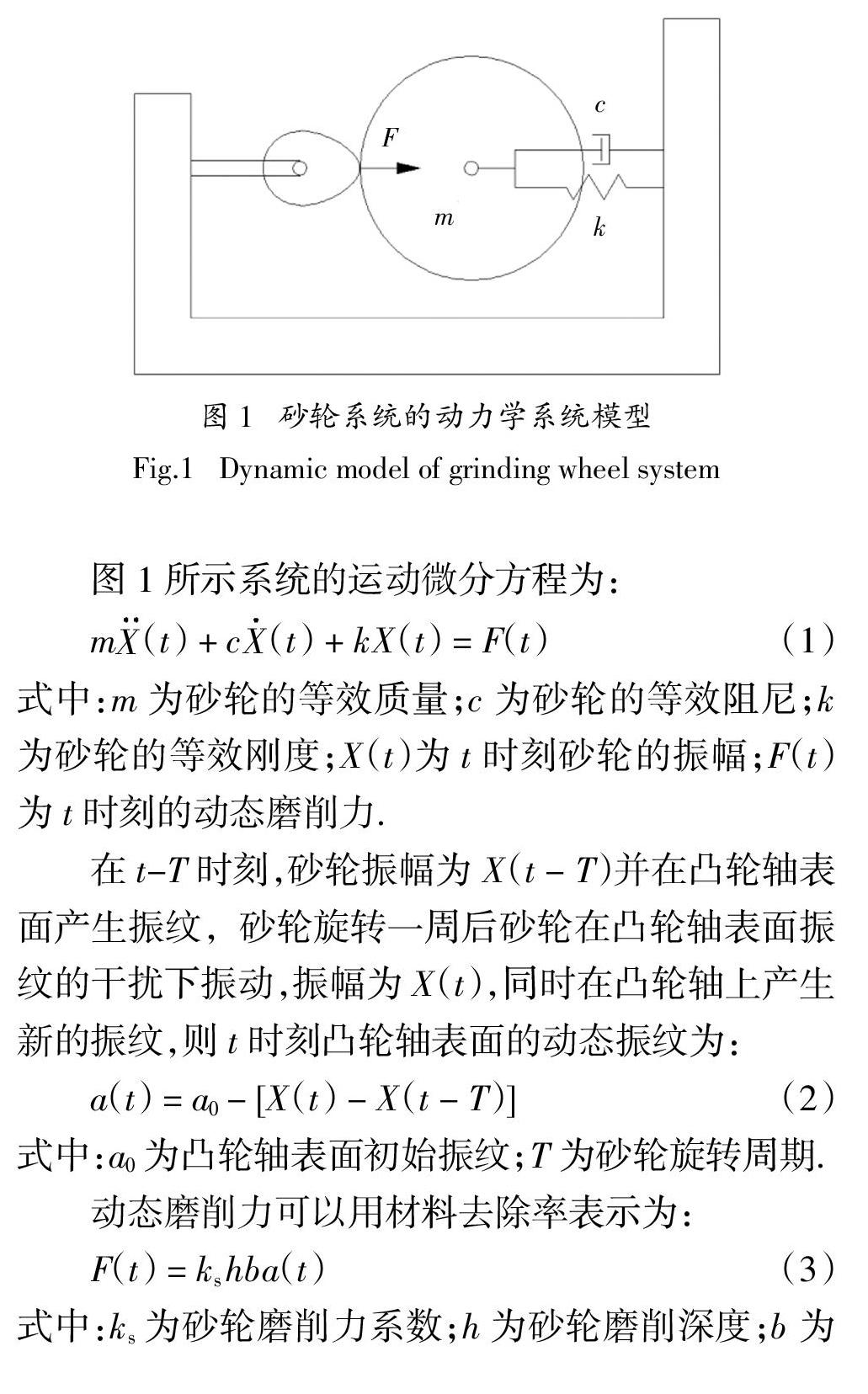
隨动数控凸轮轴磨床类似于外圆切入磨磨床,在其磨削加工过程中凸轮轴与砂轮将分别绕各自主轴旋转,同时砂轮架以一定线速度做切向进给运动. 与外圆磨床不同的是,砂轮架除了磨削进给外,根据凸轮轴转速和凸轮轴外形作周期性随动运动. 该运动一方面成为磨床的内部振源影响磨床的加工性能,另一方面在磨削过程中和凸轮轴主轴转动耦合,对凸轮轴轮廓精度及恒线速度磨削提出了更高的要求. 为了减小随动运动对磨削的影响,凸轮轴磨床的工件转速通常较小,远小于外圆磨床的工件转速. 本文研究的数控凸轮轴磨床振动系统可分解为砂轮和凸轮轴两个系统. 首先研究砂轮系统,在磨削深度方向上可将砂轮视为一个单自由度系统,如图1所示.
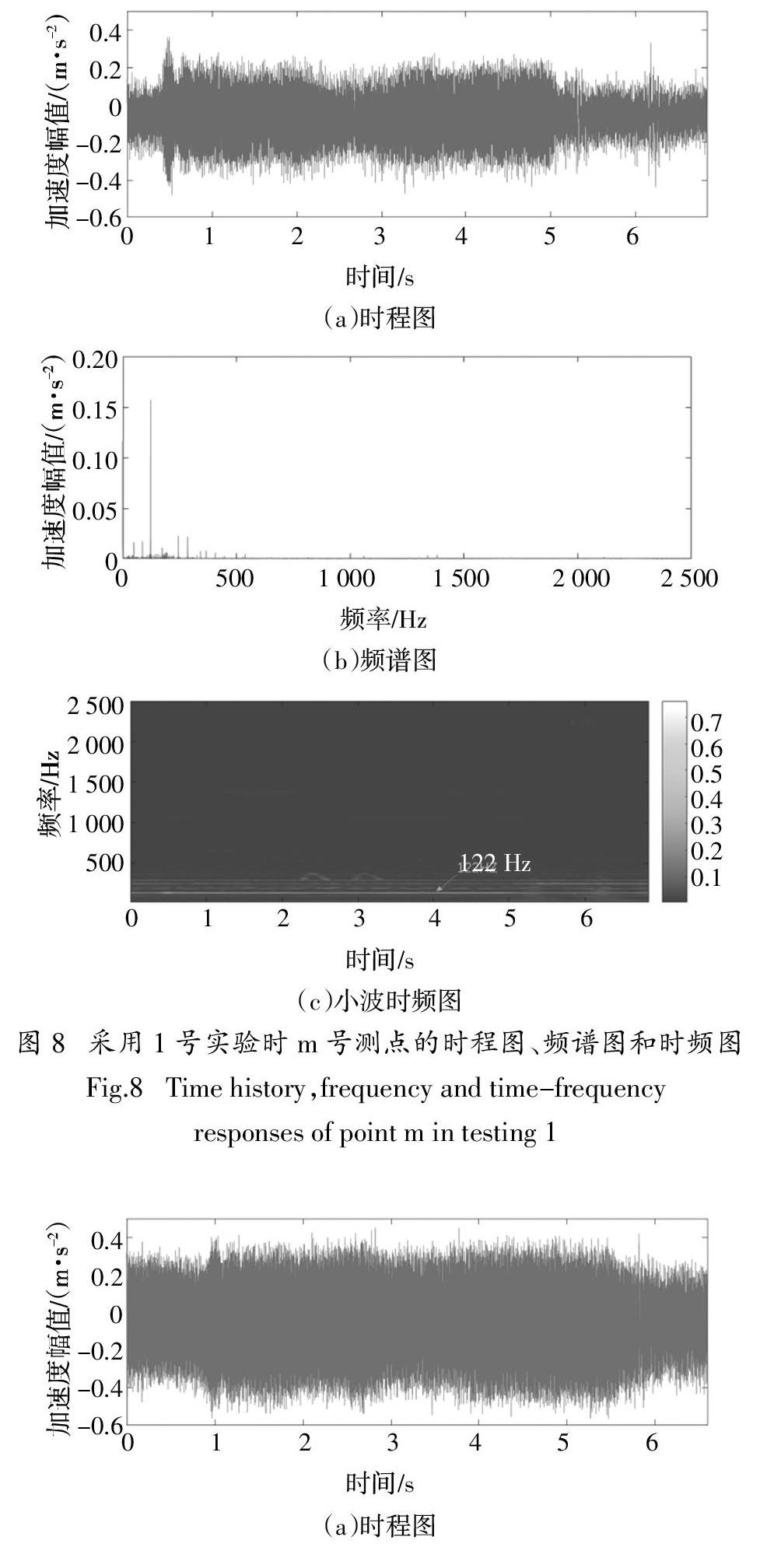
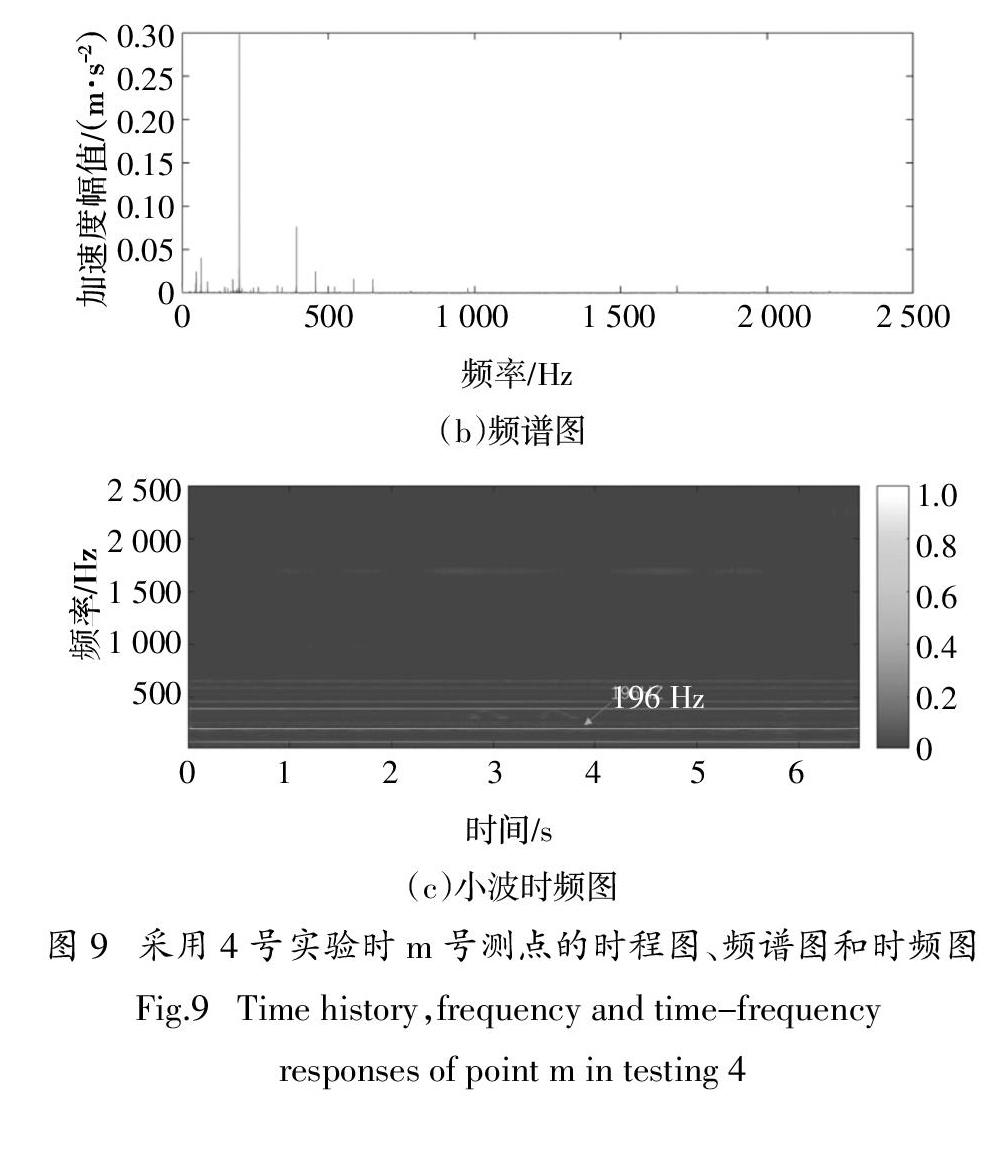
图8中最主要的频率组成是122 Hz,其他频率的幅值较小,而此时砂轮的旋转频率约为42 Hz;图9中最主要的频率组成是196 Hz,其他频率的幅值较小,而此时砂轮的旋转频率约为66 Hz. 再分析j~m号测点的其他数据也可以观察到类似的现象:在整个磨削过程中,始终出现较多较为平稳的低频振动;在砂轮转速相同的实验组中最主要的频率组成相同,且接近于砂轮的旋转频率的倍频和磨床的固有频率133 Hz. 结果表明,j~m号测点距离大砂轮较远且整机刚度较大,受迫振动和自激振动都已经衰减,仅能检测到部分频率接近系统固有频率的受迫振动.
4.4 颤振稳定性预测验证
磨床的振动主要包括电机驱动主轴旋转产生的受迫振动和工件与砂轮相互作用产生的再生颤振. 本文主要研究再生颤振,为了减少受迫振动对测试数据的影响,取测试方向为磨削深度方向且距离适中的e号测点数据进行分析,测试得到加速度幅值的峰值如表3所示.
当工件转速不同而砂轮转速相同时,测试得到的数据基本接近,符合绘制的稳定性极限图,数据间的差异可能是由实验误差和受迫振动的影响产生的. 将实验的加工参数绘制到图2中,位于曲面下方的为稳定区,位于曲面上方的为不稳定区. 可以发现处于稳定区的实验测得的加速度幅值的峰值较小,除了个别数据外都小于4 m/s2;处在不稳定区的实验测得的加速度幅值的峰值较大,全部大于4 m/s2. 由此可以验证动力学模型的正确性,并可利用稳定性极限图对该磨床的颤振稳定性进行预测.
5 结 论
本文对某随动凸轮轴磨床进行颤振实验,研究其颤振稳定性,得到如下结论:
1)针对再生型颤振对某随动凸轮轴磨床建立了磨削动力学模型,绘制了此磨床系统的稳定性极
限图.
2)通过颤振实验,利用频域与时频域分析方法对实验数据进行分析,总结了磨床距离砂轮远、中、近不同位置上的振动特点及振动原因,为磨床的消振与减振设计提供依据.
3)将实验结果与稳定性极限图的预测结果进行对照,验证了磨削动力学模型和稳定性极限图的正确性,在磨床的实际加工过程中,可利用稳定性极限图进行磨削参数的优选,减少颤振产生.
参考文献
[1] 盛晓敏,宓海青,陈涛,等. 汽车凸轮轴的高速精密磨削加工关键技术[J]. 新技术新工艺,2006(8):61—64.
SHENG X M,MI H Q,CHEN T,et al. The key technique in high speed and precision nc grinding of cam axes[J]. New Technology & New Process,2006(8):61—64. (In Chinese)
[2] 江卓达,何永义. 磨削颤振特性研究进展[J]. 制造技术与机床,2012(9):35—42.
JIANG Z D,HE Y Y. Advances of research on the character of grinding chatter[J]. Manufacturing Technology & Machine Tool,2012(9):35—42. (In Chinese)
[3] LI H Q,SHIN Y C. A study on chatter boundaries of cylindrical plunge grinding with process condition-dependent dynamics[J]. International Journal of Machine Tools & Manufacture,2007,47(10):1563—1572.
[4] 钟建琳,沈山山,米洁. 外圆磨削过程稳定性预测研究[J]. 制造业自动化,2014,36(13):48—50.
ZHONG J L,SHEN S S,MI J. Research on stability prediction of plung grinding process[J]. Manufacturing Automation,2014,36(13):48—50. (In Chinese)
[5] CHI Y L,LI H L. Study on contact stiffness and natural frequency in cylindrical plunge grinding[J]. China Mechanical Engineering,2016,27(4):1294—1298.
[6] LEONESIO M,PARENTI P,BIANCHI G. Frequency domain identification of grinding stiffness and damping[J]. Mechanical Systems and Signal Processing,2017,93:545—558.
[7] WECK M,HENNES N,SCHULZ A. Dynamic behaviour of cylindrical traverse grinding processes[J]. Manufacturing Technology,2001,50(1):213—216.
[8] PARIS H,PEIGNE G,MAYER R. Surface shape prediction in high speed milling[J]. International Journal of Machine Tools & Manufacture,2004,44(15):1567—1576.
[9] 蔣永翔,王太勇,黄国龙,等. 外圆纵磨再生颤振稳定性理论及评价方法的研究[J]. 振动与冲击,2008,27(12):61—63.
JIANG Y X,WANG T Y,HUANG G L,et al. Theory of regenerative chatter stability and evaluation method for cylindrical traverse grinding[J]. Journal of Vibration and Shock,2008,27(12):61—63. (In Chinese)
[10] 蒋永翔,王太勇,张莹,等. 外圆切入磨再生颤振稳定性理论及评价方法[J]. 天津大学学报(自然科学与工程技术版),2009,42(4):283—286.
JIANG Y X,WANG T Y,ZHANG Y,et al. Analysis of regenerative chatter stability theory and evaluation method on cylindrical plunging grinding[J]. Journal of Tianjin University(Science and Technology),2009,42(4):283—286. (In Chinese)
[11] JIANG Z D,HE Y Y. Research on stability prediction of the crankshaft CNC tangential point tracing grinding[J]. Mathematical Problems in Engineering,2015 (6):1—10.
[12] YAN Y,XU J,WIERCIGROCH M. Regenerative and frictional chatter in plunge grinding[J]. Nonlinear Dynamics,2016,86(1):283—307.
[13] 任成高,申晓龙,皮智谋. 高速磨床动态性能及变速磨削颤振的实验研究[J]. 机床与液压,2011,39(21):66—69.
REN C G,SHEN X L,PI Z M. Experimentation research on dynamic performance of high speed grinder and variable speed grinding flutter[J]. Machine Tool & Hydraulics,2011,39(21):66—69. (In Chinese)
[14] BARRENETXEA D,MANCISIDOR I,BEUDAERT X,et al. Increased productivity in centerless grinding using inertial active dampers[J]. Manufacturing Technology,2018,67(1):337—340.
[15] AHRENS M,DAGEN M,DENKENA B,et al. An active damping method for chatter vibration in plunge grinding using electromagnetic actuators[J]. Procedia CIRP,2016,46:197—200.
猜你喜欢
交通科技与管理(2022年8期)2022-05-07
华东师范大学学报(自然科学版)(2019年5期)2019-11-11
智富时代(2018年4期)2018-07-10
智富时代(2018年4期)2018-07-10
新农业(2018年3期)2018-07-08
电机与控制学报(2018年9期)2018-05-14
农机使用与维修(2017年11期)2017-11-21
世纪之星·交流版(2017年7期)2017-11-03
求知导刊(2017年22期)2017-10-13
企业文化·中旬刊(2017年6期)2017-06-17
