YJ27 接装机生产过程中滤嘴烟支长短缺陷的管控方法
2020-04-16 06:30唐剑
中国科技纵横 2020年19期
唐剑
(贵州中烟工业有限责任公司贵阳卷烟厂,贵州贵阳 550003)
1.滤嘴供给和搓接成形的工作原理
YJ27 接装机的滤棒由手工或者滤棒接收装置装入滤棒料斗中。滤棒切割鼓轮在负压吸风作用下从滤棒料斗中将滤棒吸附进入切割鼓轮的轮槽中,然后被滤棒切割鼓轮里、外两侧导轨推至鼓轮的中心线上,相对切刀对正,经过滤棒切刀的切割,轮槽中的滤棒被分切成长度相等的三段或两段滤嘴段,然后依次传给错位鼓轮、并行鼓轮和加速鼓轮。然后在汇合鼓轮与分离鼓轮分离后的两支单倍长烟支汇合,汇合后传送到靠拢鼓轮,然后靠拢鼓轮将两支单倍长烟支和双倍长滤嘴段形成的“烟组”的三段相互靠近,并与机器中线对正,将水松纸切纸鼓轮上已完成上胶和定长切割的接装纸纸片前端粘贴在“烟组”后传送给搓接鼓轮,在搓接系统进行搓接后完成接装纸的包裹形成双倍长滤嘴烟支,再经过一次分切后形成成品滤嘴烟支[2]。
2.产生滤嘴烟支长短的分析
通过理论分析和生产过程中的不断观察研究,发现YJ27 接装机生产过程中产生滤嘴烟支长短缺陷产品的原因主要有:
(1)在设备运行一定时间后,滤棒切割轮及导轨会存在积胶积垢,或者滤棒切割轮内、外侧导轨间距调整不当,致使滤棒在分切时的对中性不好,导致分切后的滤棒有长短,使得最终滤嘴烟支存在长短现象。
(2)靠拢鼓轮内外浮圈破损或者内外浮圈相对机器中线间距调整不当,使得靠拢鼓轮上的“烟组”可以内外偏移,与接装纸纸片搭接后的双倍长滤嘴烟支没有相对机器中线对正,导致分切后的滤嘴烟支存在长短现象。
(3)在设备运行一定时间后,靠拢鼓轮、搓接轮和搓板的工作表面会积累一定的胶垢,导致烟支和滤嘴在传送的过程中受到影响,使得滤嘴与烟支衔接处有缝隙,导致滤嘴烟支存在长短的现象。
3.管控方法
为了防止滤嘴烟支长短不合格品的产生,需要对滤嘴切割系统、靠拢鼓轮浮圈装置、搓接成形部位在日常生产过程中进行相应的清洁保养和相关调整。通过长时间实验和研究,总结出有效的管控方法为:(1)交接班保养;(2)运行过程中进行时段保养(运行4h 停机保养10min);(3)设备轮保时深度保养。在不同的时段关注重点也不一样,具体如下:
3.1 日常交接班保养和时段保养
交接班或设备运行4h 后,用铲刀或铜刷清洁滤棒切割鼓轮、切割导轨、靠拢鼓轮、搓接鼓轮和搓板的工作表面,将其附着的乳胶垢颗粒、滤棒丝束碎屑、接装纸纸片、烟丝烟末等杂物清洁干净;用负压空气将各鼓轮轮槽的负压吸风孔进行疏通。需要清洁部位如图1 所示。
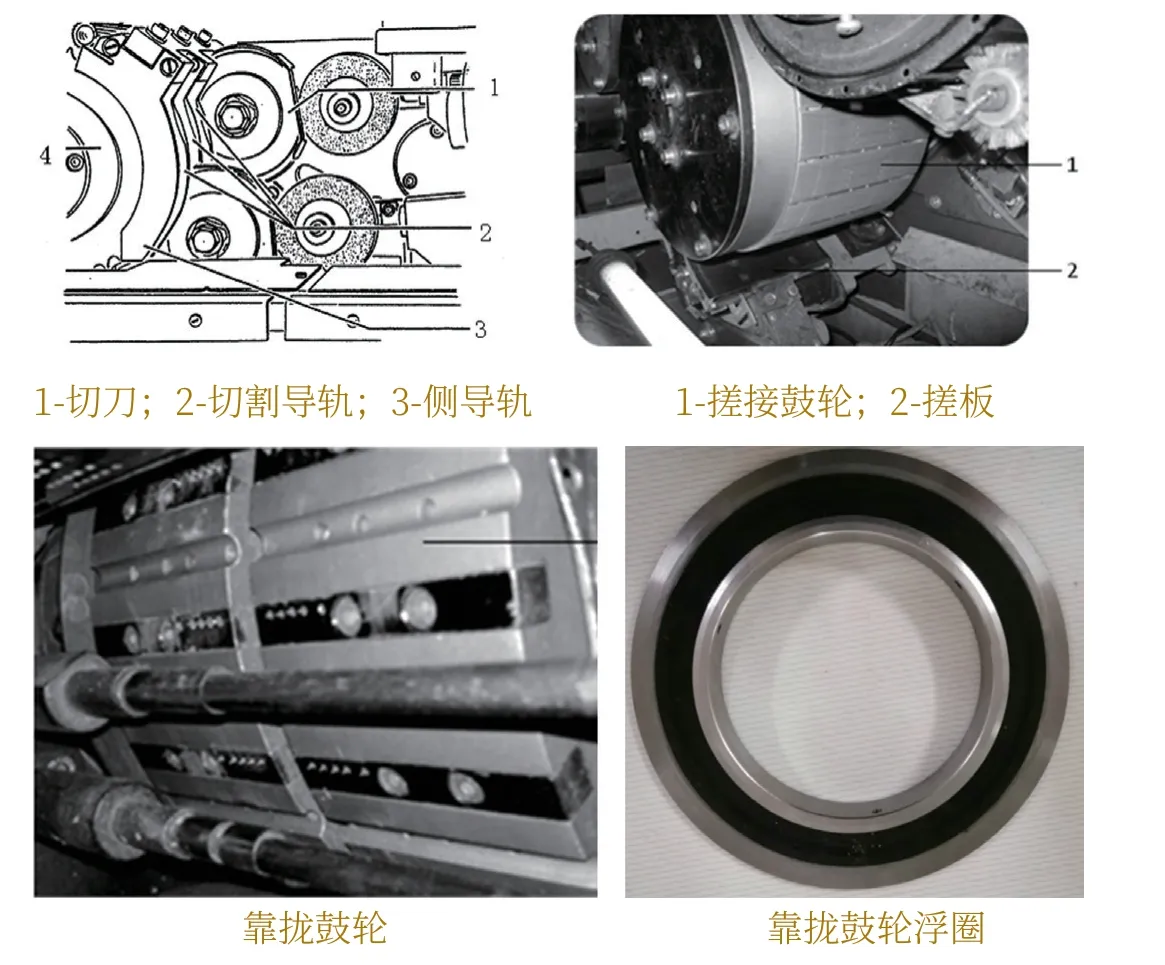
图1 清洁保养示意图
3.2 轮保时的深度保养和相关调整
3.2.1 深度保养
(1)拆卸滤棒切割轮、错位轮、并行轮,清洁各鼓轮的轮体表面和将各鼓轮轮槽的负压吸风孔一一进行疏通;检查和疏通各鼓轮的配气盘或风阀,清洁滤棒切割系统风室。
(2)拆卸搓接轮进行清洁轮体表面和疏通负压吸风孔及其风阀;
(3)拆卸靠拢鼓轮对其轮体表面进行清洁,保证轮体表面无胶垢,检查内外橡胶浮圈是否破损,及时进行相应的更换。
3.2.2 相关部位的检查调整
(1)调整滤棒切割鼓轮的前、后侧导轨,使滤棒被切成长度完全相同的两段或三段(“X”=滤棒总长度),如图2 所示。
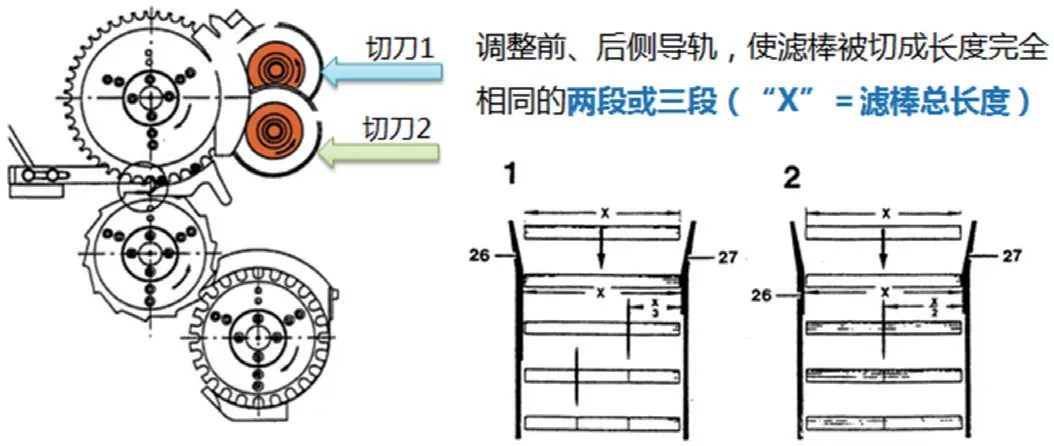
图2 前、后侧导轨的调整
(2)调整靠拢鼓轮的内外橡胶浮圈[3]:轴向调整两个推压板,使“Y”(从推压板内缘到机器中心线的距离)等于香烟长度加8mm,机器中心线=170mm。然后通过调节螺杆和专用量棒(直径与烟支直径相同,长度等于双倍长滤嘴烟支长度),精确调定距离“X”,使得即能防止损坏烟支端部又确保烟支与滤嘴之间不会有间隙,如图3所示。
4.结语
通过以上日常管控方法,做好交接班保养、时段保养和轮保深度保养工作,可以有效防止滤嘴烟支长短缺陷产品的产生,在保证产品质量的同时,提高了设备的稳定性。
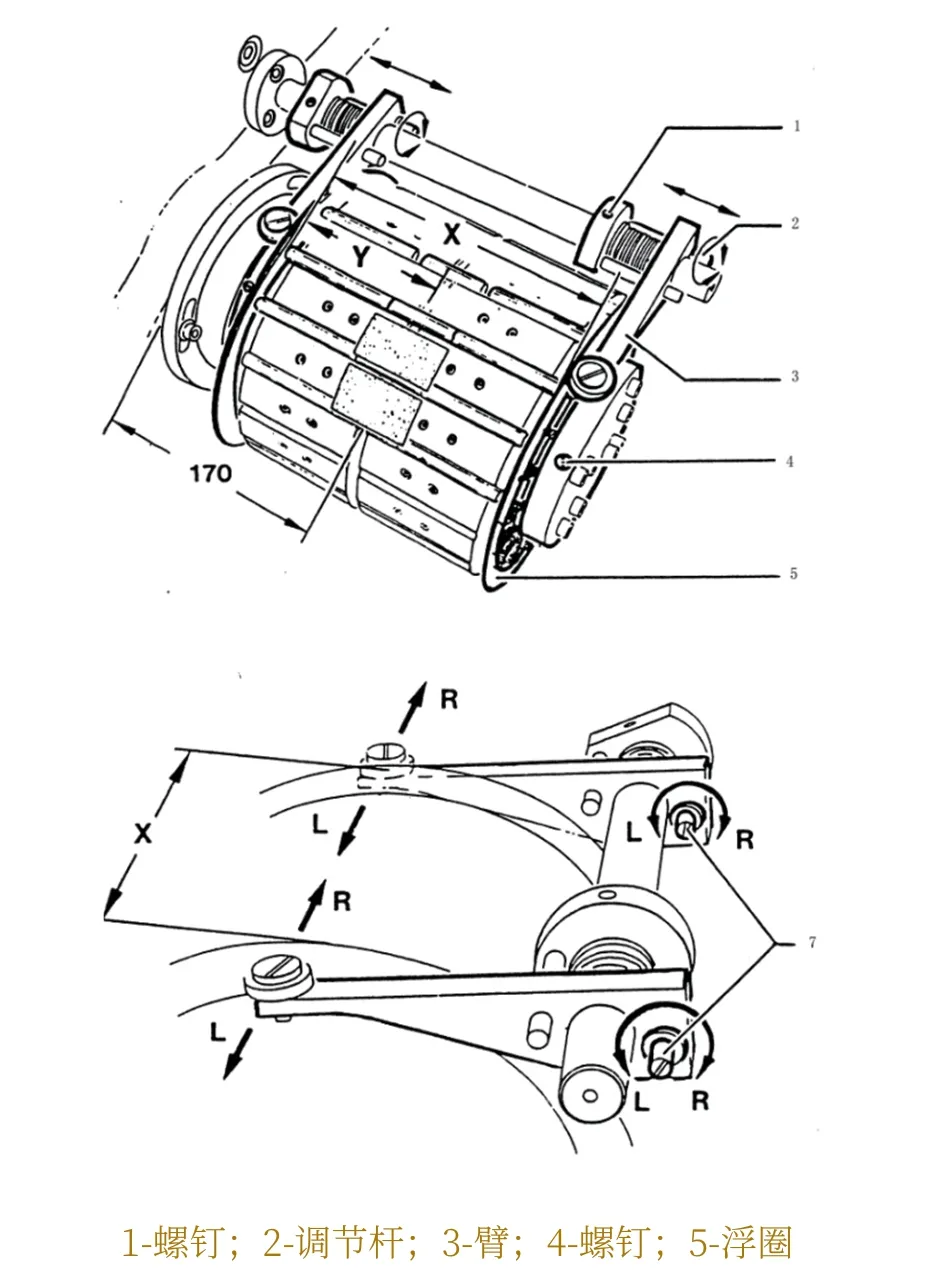
图3 靠拢鼓轮内外浮圈的调整
猜你喜欢
中国造纸(2022年9期)2022-11-25
中国造纸(2022年8期)2022-11-24
江苏安全生产(2022年12期)2022-02-06
设备管理与维修(2021年1期)2021-03-05
生活用纸(2020年9期)2020-09-07
商品与质量(2019年42期)2020-01-17
设备管理与维修(2015年2期)2015-12-25
中国造纸(2014年1期)2014-03-01
化工生产与技术(2014年6期)2014-02-27
固体火箭技术(2014年5期)2014-01-16