某型航空发动机燃调性能测试台在线测量改造方案设计
2020-04-12 03:03卓伟伟冶西原
航空维修与工程 2020年10期
关键词:改造
卓伟伟 冶西原
摘要:针对现阶段传统测试台无数字化接口问题,提出一种基于计算机视觉的航空发动机燃调性能试验台在线测量改造方案研究办法。该方法基于人工智能和传统机器视觉算法,通过字符识别算法实现对试验过程数据的采集;自动解析工作卡信息,完成试验数据结构化录入,实现数据自动判别、计算、统计分析等功能;实现无纸化操作,试验数据长期保存可追溯;实现质量数据可及时反馈,从而促进工艺优化与创新设计,最终完成检测与质量控制过程的科学系统性策划。
关键词:燃油调节器;性能测试台;视觉识别;改造
Keywords:fuel regulator;performance test bench;visual identity;reconstruction
0 引言
航空发动机燃油调节器(简称燃调)是发动机的重要部件之一,用于向发动机主燃烧室和加力燃烧室供给燃油。一直以來,燃调维修过程中,其性能试验台是修后验证的重要关口。当前使用的燃调性能试验台建设早,系统构造复杂,应用大量的管路和数显、机械仪表,试验数据需通过操作人员实时手动记录、统计并提交,易出现人为差错。如果对其进行整体数字化改造,存在周期不可控、成本费用高、改造引发试验台性能下降等风险。
针对工业现场检测工作数字化、智能化等特点,以提升产品质量为核心,以信息技术、人工智能技术及大数据分析技术为基础,在不改变原试验台基本结构的情况下,通过加装的改造方式,提供一套基于人工智能和传统机器视觉算法的智能化数据采集系统。
1 概述
本方案通过加设网络摄像头获取测试台图像信息,通过网络传输将图像传输至图形处理服务器进行图像识别。系统软件通过文档解析技术将工作卡结构化,试验数据结构可自动填入结构化的电子工卡中。本系统可对试验结果自动判别、统计,并按要求生成表单;试验过程数据可全程监控,以规范操作者行为习惯;累积数据可通过大数据分析算法,分析和反馈质量结果。
本系统通过加装改造的方式实现,适用性强,可对维修现场的数字仪器仪表、传统指针式仪表以及HIMI屏幕仪器仪表通过图像识别方式进行数据采集,识别准确率高于人工识别结果,为进一步提高识别准确率,可提供人工—机器识别防差错比对;支持多样采集方式,包括自动采集、选项选择、手工填写、语音输入等方式;对各种各样的工作卡模板皆可进行自动化解析;工步内容可编辑,工步与工步之间还可以建立计算逻辑分组进行试验,为维修单位大量老旧性能测试设备的数字化改造提供了新的更经济可靠的解决方案。
2 改造性能指标
数显式仪器仪表的识别为数字识别,要求识别准确率在99.99%以上。传统指针式仪器仪表识别,由于拍照角度和估读会对其数值产生影响,数值本身也存在一定误差。通过图像识别技术,将传统指针式仪器仪表的图像采集入系统并进行数值结果识别,在识别的数值误差不超过指针式仪器仪表总量程1.5%的情况下判定为识别正确,要求识别准确率在99.99%以上。在准确识别的基础上要求识别结果百分之百地录入系统。
3 改造方案
3.1 软件系统
软件基本流程应能够满足工卡导入、解析为结构化数据并进行数据采集,采集结果录入指定位置,将数据按原有格式导出。
软件分为工艺管理、任务管理、量具管理、人员管理等4个模块。
工艺管理模块能够上传工卡,解析形成数据,与产品型(件)号关联。
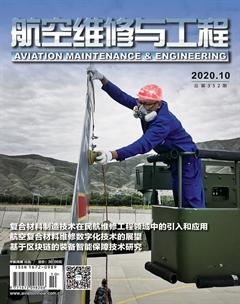
任务管理模块包含创建任务、开始检测、查看以及导出功能。其中,“创建任务”功能会根据上传的工卡选择待检测项,按检测顺序或检测模块生成不同的任务,创建任务时,工作令号、附件号、工卡编号手动输入;“开始检测”通过人工操作触发,检测数据分为两类,一类为单次检测,即触发后检测当前数据,另一类为持续检测,即触发后每隔3s检测一次当前数据(可在工艺管理模块中设置检测总时间),当检测到超出范围的数值时即终止当前检测,同时屏幕上可实时读取数显式仪器仪表及指针式仪器仪表显示的读数,并对数据进行识别保存并包含预览功能;“查看”功能可查看本次检测数据及历史数据,若检测结果不在技术要求允许的范围内,将给出红色提示,每次检测结果都有相应的照片作为留存的证据;“导出”功能可以在任务完成后导出检测完成的电子版工卡。数据采集过程、数据采集结果、数据高亮容错处理示意图如图1、图2、图3所示。
量具管理模块可为试验台屏幕进行基础配置及管理。如设备ID与屏幕ID的配置、图片位置坐标与对应工卡位置的配置等。
人员管理模块可进行人员管理,配置人员角色,设置权限。如配置工艺员、检验员、验收员三种角色,每种角色的权限不同,对应可操作功能也不同。
软件应实现以下功能:
1)实现相关工卡的自动解析和上传。
2)实现每条检测规范的多功能采集,包括自动采集、选项选择、手工填写、语音输入等。
3)实现数字式仪器仪表和传统指针式仪表的数据采集。
4)通过编辑公式,实现检测结果的自动计算。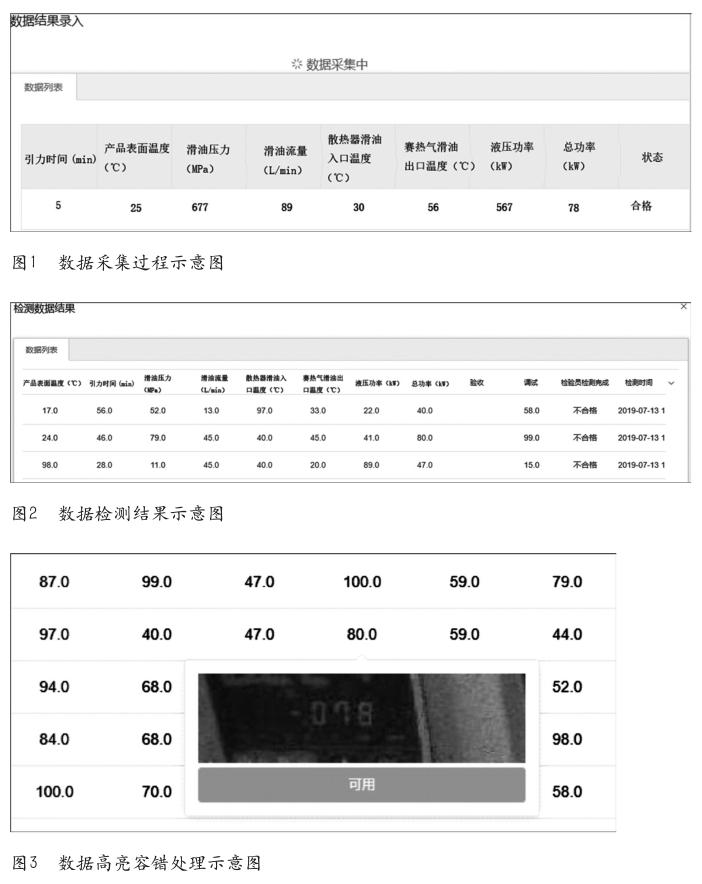
5)实现任务创建,根据检测规范相关性定义检测任务。
6)实现检测结果以及对应结果图片的保存、搜索。
7)实现不合格结果的高亮显示。
8)实现检测结果的统计分析。
9)具备排故检功能:指定某个工卡抽取某些工步进行检测,导出新的word。
10)全数据检验,不区分工人及验收角色。
11)针对摆阵仪器进行识别时,每一工步可单独绘制波形图。
12)防遮挡识别。
3.2 人工智能架构
本方案将采用客户端/服务器架构,在原有系统中嵌入可触发后台程序,用于发送待识别的窗口信息。服务器接收窗口信息并通过人工智能算法计算得出所需的结构化信息。服务器处理程序的基本架构如图4所示,大致分为三个模块。数据库模块用于存储定位时所需的必要信息;定位模块将使用图像配准与神经网络技术检测出所需要的信息;识别模块将定位模块得到的结果作为输入,经由神经网络计算得到数字结果,此数字结果将与数据库中的信息标签组合形成最后的输出,并进行之后的其他操作,从而实现从图片中提取结构化信息的目的。
3.3 硬件组网及现场设计
系统中PC端、服务器、语音采集设备、图像采集设备、控制设备等各个硬件及软件的通信需要通过组网来实现。
现场设计主要包含LED数显式仪表台识别采集改造、发动机摆针测量表识别采集改造、单独LED数显仪表识别采集改造。
LED数显式仪表台如图5所示,在墙面上打孔安装网络摄像头,通过网络摄像头拍摄LED数显仪表台(改造位置示意图见图6),对所拍照片采用人工智能识别各LED仪表示数并填入工卡对应位置,完成数据的提取与自动录入过程。
发动机摆针测量表在试验过程中会受振动、油气等环境因素影响,机器视觉识别率会有所下降。通过应用数显角度尺在发动机摆针扇形圆心处加装角度检测装置,将基座固定于摆针扇形圆心底部。随动摆件固定于摆针圆心,随动摆件质量很轻,不会干扰到摆针的正常摆动。发动机摆针摆动时,随动摆件的角度随之变化,检测模块记录角度信号,再经过RS485转USB串口接入电脑,即可在电脑端接收到发动机摆针摆动角度信息,通过加装角度检测装置的方式,將发动机摆针的摆动角度检测输出并动态记录。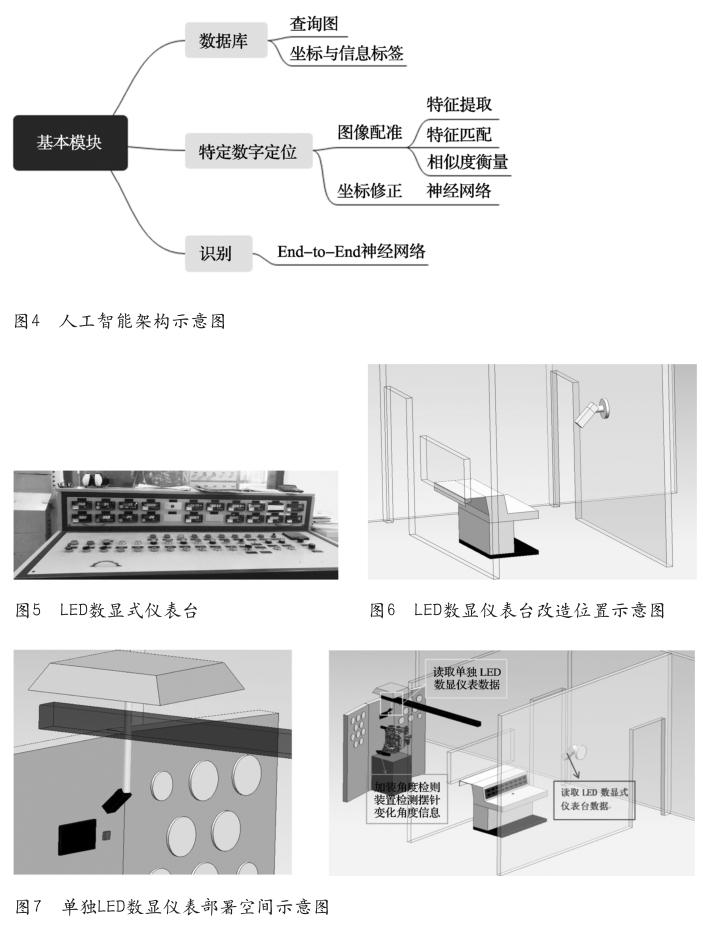
单独LED数显仪表识别采集改造原理与LED数显仪表台类同,考虑环境因素及避免操作过程存在干涉,设计示意图如图7所示。
4 结束语
现阶段人工智能图像识别算法、传统机器视觉算法、物联网技术、大数据分析算法在工业维修现场的应用已经逐步趋于成熟,采用该类技术实现对老旧试验台的数字化改造,相比完全换代数字化设备的改造方式成本低、周期可控,改造过程对生产任务影响较小。但识别采集精度是数字化改造的重要攻关课题,短期内难以实现完全自动化采集,仍需结合人工采用防差错控制、数据对比等手段来确保数据的准确率。随着技术的逐步发展,将实现检测完全过程数字化,减少人为因素,最终促进质量数据的健康化管理、精准化预测及智能化应用,实现提质增效的目标。
参考文献
[1]胡正义.航空发动机设计手册[M].北京:航空工业出版社,2000.
[2]王鹏.电气工程自动化控制中智能技术的应用研究[J].引文版.工程技术,2015(45):19-19.
[3]冯小雷.视觉识别技术在自动化控制中的应用分析[J].信息系统工程,2018(12):148-149.
[4]成大先 编.机械设计手册[M].第六版.北京:化学工业出版社,2016.
猜你喜欢
中小企业管理与科技·上旬刊(2016年11期)2016-11-28
科学与财富(2016年15期)2016-11-24
中小企业管理与科技·下旬刊(2016年10期)2016-11-18
中小企业管理与科技·下旬刊(2016年10期)2016-11-18
企业技术开发·中旬刊(2016年10期)2016-11-12
科学与财富(2016年28期)2016-10-14
科学与财富(2016年28期)2016-10-14