新型电缆卷盘控制系统在高速轨道吊中的应用
2020-04-10 07:09:00
港口装卸 2020年1期
上海振华重工(集团)股份有限公司
1 引言
随着港口起重机技术的不断发展,码头对生产效率的要求越来越高,起重机设备速度的加快,对于电缆卷盘控制系统提出了更高的要求。电缆卷盘系统作为起重机设备的从动系统,受到卷盘自身特点及主系统运行的影响,要实现无故障运行,必须不断完善使用过程中出现的问题,优化程序逻辑。
现有电缆卷盘控制系统的原理是速度控制加力矩限幅,分6段工况进行处理,分别是:收缆加速、收缆匀速、收缆减速、放缆加速、放缆匀速及放缆减速。每一段的速度给定都分别加或者减一定的速度值,使得速度给定与反馈有一定的滑差;每一段都有不同的力矩值根据圈数相应的变化。这套系统在高速轨道吊中有如下3个不足:①启动时力矩过大,导致导缆架晃动;②停止时不够稳定,电缆时紧时松;③原来的紧停工况不适用于高速轨道吊。
为了解决上述问题,提出了2个解决方法:①将原来的速度给定加减定值,改为乘以相应的系数,使得速度滑差随着速度的增大而增大;②紧停时,卷盘系统不停止运行,制动器不关闭,用驱动器的反向拉力使得电缆卷盘稳定运行。
2 系统硬件设计
2.1 外围硬件设计
大车电缆卷盘外围硬件主要由卷盘、减速箱、制动器、联轴节、带增量编码器的变频电机、高压滑环箱和光缆箱组成(见图1)。
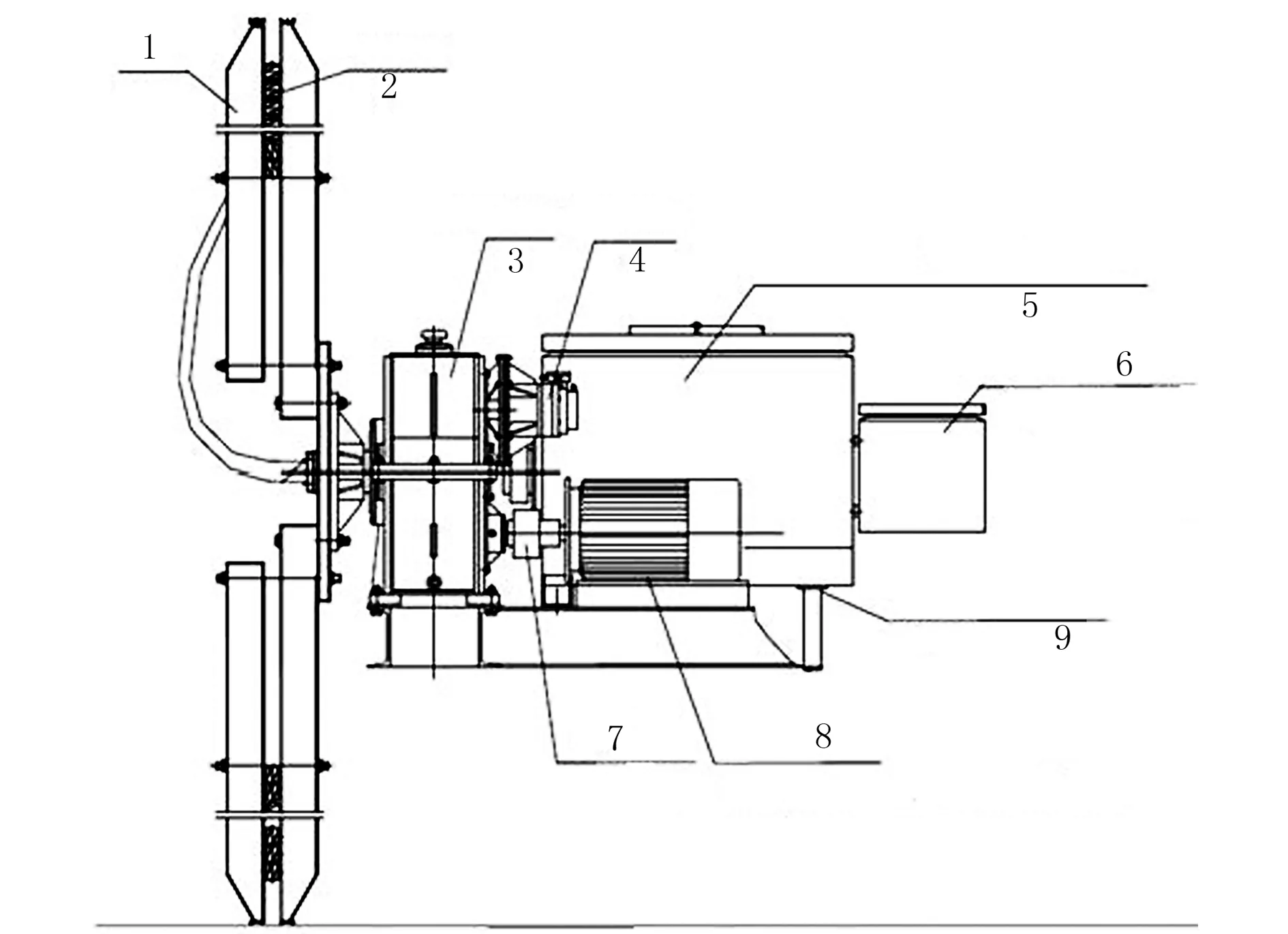
1.卷盘 2.电缆 3.减速箱 4.制动器 5.高压滑环箱 6.光缆附件箱 7.联轴节 8.变频马达 9.出线口图1 大车电缆卷盘外围硬件图
2.2 电控总体设计
电控系统主要由电气控制柜(包括PLC、输入输出模块、变频器及其他电气元器件)、带增量编码器的变频电机、绝对值编码器、制动器和卷盘外围硬件组成。PLC、输入输出模块、绝对值编码器及变频器通过以太网或者Profibus总线进行通讯连接,增量编码器通过专用电缆连接到变频器控制单元的高速计数模块,经通讯传给PLC后进行处理。卷盘电气控制柜内PLC、输入输出模块和变频器通过通讯与主系统PLC进行数据交换,由主系统PLC给出大车运行命令及速度,再由卷盘柜内元器件反馈回主PLC运行状态及故障信息。变频电机由卷盘PLC及变频器控制,输出相应速度及力矩,再通过电机增量编码器反馈即时速度。绝对值编码器反馈给卷盘PLC实时电缆卷盘圈数。卷盘制动器通过PLC程序控制接触器来实现开关。
2.3 导缆架设计
导缆架有左方向、右方向、过紧和预松缆4个限位,以及油缸和导向架等结构件组成。导缆架主要作用是:用方向限位判断电缆的运行方向;用过紧限位来保护电缆,避免电缆受到太大的拉力;用预松缆限位来增加力矩,避免电缆运行时太松导致松缆故障。导缆架的安装高度对于电缆运行的状态也至关重要,经过反复实验,最终将导缆架安装高度定在750 mm。
3 系统软件设计
3.1 线性速度滑差
大车卷盘采用速度控制方式,电缆卷盘根据大车速度和电缆卷盘的外径变化跟随大车进行收放缆,收缆时电机正转,放缆时电机反转。卷盘电机速度由大车速度转化而来。卷盘马达转速计算公式为:
n=VI/πd
(1)
式中,V为线速度,即大车行驶的速度;I为减速箱减速比;d为电缆卷盘的外直径;n为角速度,即马达转速。
实际控制时,收缆方向的速度给定要比计算出的马达所需速度大一些,放缆方向的速度给定要比计算出的马达所需速度小一些,这样可以始终保持电缆的张紧。
对于低速大车卷盘项目,在3段收缆工况中,分别加100 r/min左右的定值(根据实际情况调节),使得速度给定超过大车实际速度;在3段放缆工况中,分别减100 r/min左右的定值(根据实际情况调节),使得速度给定小于大车实际速度,目的是为了让卷盘速度与反馈之间有一定的速度滑差,能够让变频器输出在程序中设置的力矩值。
在高速轨道吊大车卷盘项目中,将收放缆加减速6段工况的速度给定分别乘以不同的系数。比如收缆加速过程中,速度给定为1.05n,即给定与反馈之间的速度滑差会随着速度的增大而增大,这样可使卷盘启动或者停止的瞬间更加柔和,避免惯性太大导致过紧或过松故障。
3.2 分段力矩限幅
为了使电缆所受拉力始终处于许可值范围内,在采用速度控制的同时,根据不同的工况对力矩进行动态限制[1]。在制动器处于打开状态而卷盘没有实际运行时,让变频器输出一个Holding的力矩,防止电缆坠落;当卷盘正在运行中并且处于6种工况中时,PLC程序根据不同工况让变频器输出不同力矩。
3.3 绝对值编码器计算圈数
在大车电缆卷盘系统中,速度与力矩给定都与卷盘中电缆的实际圈数有关,所以电缆圈数的正确与否十分重要。一般用绝对值编码器来输出电缆的实际圈数。首先,确认卷盘上的实际圈数C,将公式C×4 096×1.9(1.9为链条传动比)计算出的数值写入计算圈数的程序中,查看得出的圈数是否与实际圈数一致。然后通过跑多点距离来验证绝对值编码器圈数与实际电缆圈数是否一致,若差距始终在±0.5 圈以内就表明圈数设置完成。
3.4 加减速时间及距离
电缆卷盘的加减速时间是按照大车的加减速时间来设置的,一般情况下比大车响应略快,以最大限度地紧跟大车运行。电缆卷盘的加速距离按照式(2)计算:
S=v0t+1/2at2
(2)
式中,S为距离;v0为初始速度;t为行驶时间;a为加速度。
4 结语
随着各个自动化码头的兴起,高速轨道吊在无人自动化堆场中的运用越来越多。新型电缆卷盘控制系统在高速轨道吊中的成功运用,能够显著提高自动化作业的效率,大幅降低由于卷盘故障而出现的人工介入次数,提高码头生产效率。
猜你喜欢
港口装卸(2023年6期)2023-12-29 03:55:44
快乐语文(2020年36期)2021-01-14 01:10:32
科学与财富(2020年24期)2020-10-27 05:45:57
集装箱化(2020年5期)2020-07-26 14:22:13
中国特种设备安全(2018年10期)2018-12-18 02:17:18
家庭医药·快乐养生(2018年9期)2018-09-27 20:33:52
恋爱婚姻家庭·养生版(2018年12期)2018-01-15 02:25:26
当代化工研究(2017年12期)2017-04-17 02:17:07
启蒙(3-7岁)(2017年9期)2017-02-26 02:52:48
演艺科技(2016年6期)2016-05-14 12:10:33