超高层建筑钢结构加工与安装技术的探讨
2020-04-02 08:39杜浩
工程建设与设计 2020年5期
杜浩
(陕西建工机械施工集团有限公司,西安 710032)
1 引言
钢结构形式在超高层建筑中使用广泛,是超高层建筑的主流形式。特别是高度超过200m的建筑,一般都需要使用钢结构,利用其自身强度高、质量轻、抗震性能好等优点,提高建筑使用安全性。因此,对超高层建筑钢结构施工技术进行研究具有现实意义,有利于推广钢结构的应用。
2 工程概况
某超高层写字楼建筑集办公、商业、住宅、餐饮娱乐等功能于一体,建筑总面积为 2.806×105m2,占地面积 3.53×104m2,主要由2栋42层的写字楼和5层商业裙房组成。其中,建筑地上面积 2.226×105m2,地下面积 5.80×104m2,设置有 2层地下室结构,主要用作停车库和设备用房,人防六级。从该工程的结构特点来看,主体钢结构包括2栋塔楼的钢结构部分以及裙房的钢结构部分。2栋塔楼具体为钢框架支撑结构,中间5层裙房主体为钢框架结构,部分裙房为钢筋混凝土框架结构。在建筑6层以上,主要采用小钢架桁架搭建楼板,并采用钢结构柱作为核心筒的支撑柱。裙房钢结构主要包括矩形钢管混凝土柱和钢梁,属于钢框架施工内容。该工程钢结构整体示意如图1所示。
3 超高层建筑钢结构加工技术
3.1 钢构件加工基本流程
该工程由于建筑体量大,钢结构构件使用数量多,具体包括H型钢构件、箱型钢构件等,对钢构件加工质量有严格要求。工程使用的钢构件均在工厂完成加工制作,其基本加工流程包括以下几个环节:(1)技术准备,根据设计图绘制制造图,开展工艺评定及试验工作,对工艺方案进行优选,准备好工装器具,并对生产系统进行运行调试;(2)前期加工,包括原材料预处理、车间底漆、制管、弯曲成型、焊接坡口加工等;(3)杆件加工,包括胎架组装、焊接变形控制、校形及检验等;(4)节点整体组装,利用胎架和机具完成组装,进行整体检验;(5)涂装,进行二次处理和涂装,最后将钢构件运送到施工现场。
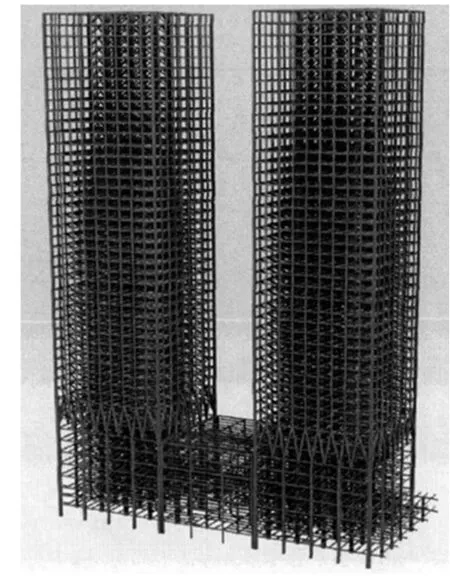
图1 某超高层写字楼建筑工程钢结构整体示意图
3.2 H型钢梁加工技术
在H型钢梁加工过程中,钢板加工前要进行矫正和平整,在钢板矫平机上进行加工。进行钢板矫正的目的是消除钢板的轧制应力,而且可以增强其表面致密度。然后进行放样和排版,根据相关技术规范,控制钢梁翼腹板的焊接缝错开200mm左右,翼缘焊缝与加劲板、腹板都应相距200mm以上。在放样时,零件的焊接加工应预留一定收缩量。由于H型钢为直条式构件,在下料时可以采用NC直条切割机,并控制好切割余量。坡口加工可采用自动或板启动切割方式,然后进行边缘打磨。完成H型钢组立和焊接后,要对其进行校正,控制每次矫平量在3mm以内,经多次矫正达到质量要求[1]。
3.3 箱型结构加工技术
箱型构件包括箱型柱和箱型梁,均由2块盖板和2块腹板组成,采用全熔透焊坡口形式,以满足箱型构件强度要求。在构件内部设置横隔板、加劲板。在该工程中,箱型钢结构构件采用Q345GJG和Q390GJC型钢材,板厚小于44mm,按照高层钢结构钢板标准验收。在箱型钢构件焊接施工中,采用埋弧焊方式完成板件拼接,在内部隔板和加劲板焊接过程中,采用CO2气体保护焊接技术。下料前同样需要对钢板进行矫平,并在下料后进行二次矫平,严格控制构件加工精度,确保局部平整度偏差在1mm以内。
3.4 复杂节点加工技术
在复杂节点加工过程中容易出现焊接变形较大的问题,需要做好定位工作。可采用箱型梁作为胎架的组装面,划出安装构架线。在上立柱定位时,主要采用平台中心线进行定位,并控制好坡口间隙和垂直度。在下节点构件定位时,主要根据箱型构件端面企口线进行定位,同样需要控制坡口间隙和垂直度。最后利用经纬仪和地样线对牛腿组装精度进行检测,尽可能提高钢构件加工技术质量。
4 超高层建筑钢结构安装施工技术
4.1 预埋件安装施工
在钢结构预埋件的安装施工过程中,该工程预埋件的最大截面尺寸为1 100mm×1 100mm×50mm,质量约为11t,是预埋锚栓、钢板、矩形短柱组成的结构[2]。在预埋件安装施工中,需要控制好其标高,利用塔楼完成现场装卸及定位调整工作。为了确保预埋件安装施工技术质量,应确保地脚锚栓埋设精度,在吊装前检查预埋锚栓轴线和标高,并控制好锚栓伸出长度。对于出现弯曲变形的锚栓,应及时矫正,修复受损螺牙。在标高调整过程中,可采用垫块组分2次完成标高调整工作。如果锚栓水平偏差较大,一般是受混凝土浇筑和振捣施工的影响,可采用分层浇筑措施,防止因混凝土流动性导致锚栓出现偏移。
4.2 钢柱安装施工
上述工程的2栋塔楼结构为全钢结构,钢柱属于焊接箱型截面结构形式。在钢柱安装施工过程中,可采用塔吊设备分段完成吊装,根据现场实际情况布置施工作业面,按照塔吊起重能力对钢柱进行分段,确保施工过程的安全性。在上述工程中,受现场条件的制约,钢构件运输到现场后不能在场内卸货,需要在临街一侧临时停靠。按照卸货点半径为27m、塔吊起重为161kN(16.1t)进行设计,需要对9根Z1钢柱和1根Z3钢柱进行分段处理,其余钢柱可按照全设计进行吊装。此外,在钢柱吊装施工中还要控制好吊点设置,可采用4个临时耳板作为吊点,确保吊装的平稳性,防止钢构件出现变形。
4.3 钢梁安装施工
在钢梁安装施工中,其安装数量远超过钢柱数量,但钢梁重量较轻,可以采用快速绑扎和提升方法,提高吊装施工效率。钢梁采用高强螺栓与焊接连接形式,在吊装就位后,可采用普通螺栓进行临时固定,先完成腹板连接板的临时连接,经过校正后,再改用高强螺栓固定,保证其拧紧和焊接质量。钢梁平面施工可以按照从里向外的顺序进行对称吊装,立面则按照从下至上的顺序进行施工。总体安装顺序随钢柱进行,在钢柱安装完毕后,连接柱间钢梁,形成稳定框架结构。在钢梁安装施工过程中需要做好轴线和标高校正工作,确保框架整体安装精度。同时应注意检查钢梁和连接板贴合方向,及时处理出现偏差的螺栓孔,在处理过程中不能采用气割扩孔方法,而应采用绞孔机进行扩孔。
4.4 核心筒安装施工
在核心筒安装施工中,该工程的核心筒结构由9根焊接矩形钢柱及桁架支撑体系、水平支持体系组成,采用塔吊分段和分片吊装施工技术,按照先柱后梁的顺序进行施工。为确保内外框架支撑体系的稳定性,在核心筒主要钢构件安装完成后,要及时进行外框架钢构件安装。在该工程中,核心筒钢构件安装均在塔吊吊装能力范围内,钢柱分块的最大质量为17.4t,钢桁架分块的最大质量为5.8t,采用的塔吊设备最大吊装质量为20t,可确保施工的顺利进行。在转换桁架钢构件吊装施工中,由于其分块质量小于塔吊最大吊装质量,可直接采用塔吊设备完成外框架转换桁架钢构件吊装施工,确保内外结构施工的同步性。
5 结语
综上所述,超高层建筑钢结构加工及安装施工工作量大、技术难度高,通过把握好每个环节的重点施工技术,可以确保钢结构施工质量,从而为超高层建筑使用安全性提供保障,促进工程施工技术水平的整体提升。
猜你喜欢
中国铁路(2022年3期)2022-05-19
西南交通大学学报(2021年5期)2021-10-31
中华建设(2019年7期)2019-08-27
土木与环境工程学报(2019年3期)2019-06-21
科学与财富(2017年35期)2018-01-29
振动与冲击(2017年5期)2017-04-10
西南交通大学学报(2016年4期)2016-06-15
新型建筑材料(2015年3期)2015-05-09
西安建筑科技大学学报(自然科学版)(2014年6期)2014-11-10
中国铁道科学(2014年1期)2014-06-21