
卧式反应釜搅拌口安装法兰水平度对搅拌装置运行的影响
2020-04-02 01:53:58佟立军
有色设备 2020年1期
佟立军
(中国恩菲工程技术有限公司, 北京 100038)
0 引言
随着有色冶炼工程中矿源难处理化的日益加深以及湿法冶金工艺的不断进步,高压酸浸、氧压浸出、赤铁矿除铁等加压、高温冶炼技术在国内外得到了广泛应用。加压反应釜[1],特别是卧式多隔室连续反应釜(以下简称卧式釜),作为加压冶炼的核心设备在整个工艺过程中起着举足轻重的作用。
卧式釜运行的好坏取决于多方面因素,从设计、计算、制造、检验、运输、安装、试车到生产操作每个环节都要求严格把控,除了要保障卧式釜本体的使用可靠性外,搅拌装置[2]的正常、高效和经济性运行同样重要。而卧式釜搅拌安装法兰的水平度误差问题往往是影响上述要求的主要因素之一,也是最容易被忽视的因素。本篇文章以钛钢复合板卧式釜的工程实际为例,对该问题进行分析并探讨解决方案。
1 搅拌安装法兰水平度的影响
国内外大型冶炼工程卧式釜反应釜基本结构如图1所示,釜体由两端凸型封头与中间直筒段组成,横卧在鞍式支座上,釜内用隔板分成多个隔室,从进料端到出料端隔板高度递减。每个隔室的上方安装带有机械密封系统的搅拌装置。根据工艺要求,釜体上开设相应管口,釜内安装与之配套的零部件。釜体材料为低合金钢或钛钢复合板。搅拌装置供货商提出的搅拌口安装法兰水平度要求通常为3‰~4‰。
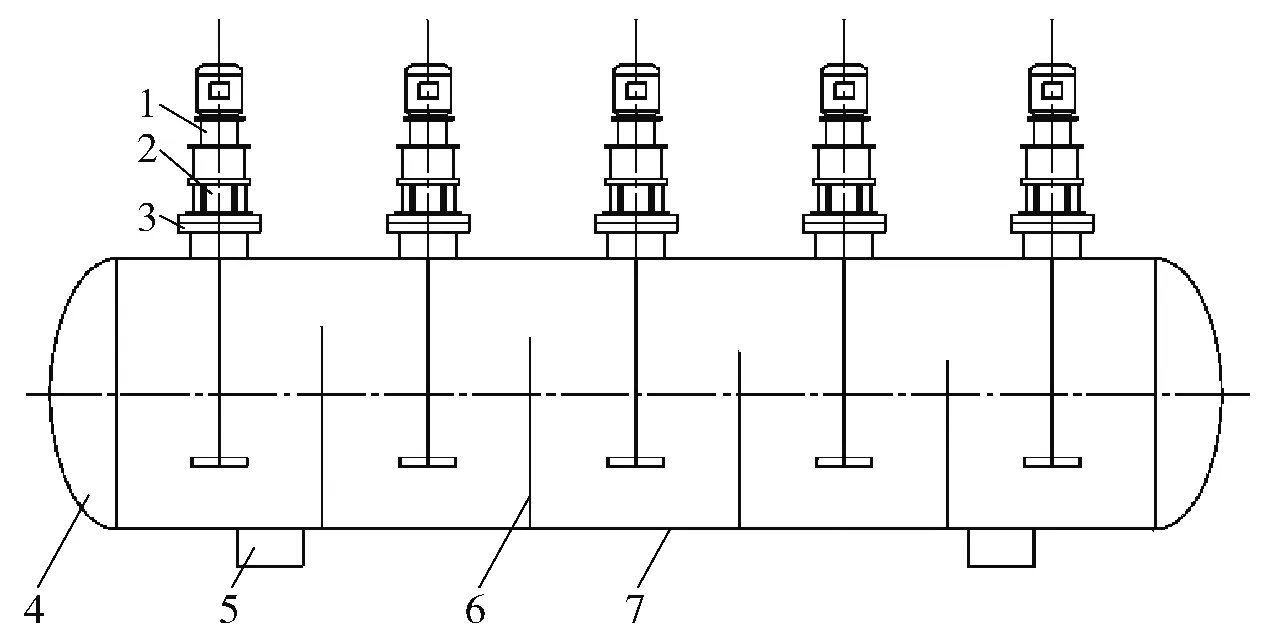
1.搅拌装置 2.机械密封系统 3.搅拌安装法兰 4.凸型封头 5.鞍座 6.隔板 7.直筒段图1 卧式釜反应釜基本结构图
有色冶炼项目中使用的带搅拌的压力容器通常为高温、加压反应釜,搅拌装置的密封形式一般为端面机械密封[3]。该种机械密封形式要求搅拌轴的圆跳动公差要控制在很小的数值范围内,即搅拌轴的摆动量要尽量小,避免密封端面偏磨或错位,影响密封系统的正常运行,造成密封失效(端面机械密封失效原理已经有很多文章介绍,这里不再赘述)。在设计和制造过程中,我们习惯于把主要关注点放在搅拌装置整套系统的稳定性、复杂工况的适应性、轴承对轴的约束性、机械密封刚度和强度的可靠性等方面,忽略了另一个影响搅拌装置运行的主要因素,就是搅拌装置安装法兰的水平度公差。釜的设计者、制造商和使用者通常认为,搅拌装置安装法兰的水平度满足搅拌装置供货商要求的数值即可。于是设计者会根据搅拌装置供货商给出的安装法兰水平度数值的上限,在图纸上对釜的制造商提出要求。众所周知,设备制造过程中加工精度越高,加工工序越复杂,加工成本越大,则加工周期越长,釜的制造商从加工成本和周期考虑,加工时大多按公差上限加工。而使用者对设备出厂检验时也会按照这个标准执行。尽管搅拌口安装法兰水平度公差看上去数值很小(a/D,数量级为千分之几毫米),但是换算到搅拌轴轴端搅拌桨处时,由于搅拌轴的长度L远远大于搅拌安装法兰的密封面直径D,搅拌桨偏离值会成比例放大(A=L×a/D)(见图2),其造成的影响有以下几点:

图2 安装法兰水平度影响搅拌偏离示意图
(1)造成搅拌桨初始安装时就已经偏离垂直轴线,运转过程中,搅拌轴和搅拌桨重力产生的不平衡力传递到机械密封系统的轴承和密封端面上,造成磨损加剧,运行噪音大,密封装置失效。一旦密封失效,必须停车更换。
(2)用于高温、加压釜搅拌装置的机械密封模块通常都是整体更换,动辄几十万上百万的密封模块有时只用了半年甚至几个月就报废了,卧式釜的多个搅拌装置如此频繁出问题的话,必将造成设备使用和维护费用的大幅增加,生产成本上升。
(3)一台卧式釜有多个搅拌装置,每个搅拌口安装法兰水平度的偏移方向是不定的,多个搅拌装置在运行中振动方向和幅度也会不同,相邻搅拌装置的振动可能相互制约,也可能相互叠加,搅拌振动叠加过程势必会导致设备本体和设备上连接管道、阀门的振动加剧,影响正常操作的同时还会造成设备使用寿命的降低。
(4)机械密封模块更换时必须对设备进行降温降压操作,更换完毕后还要重新升温升压到操作工况,且不说是否设备内部为避免沉积需要放空物料,即使不放空物料,一个升降周期根据设备操作压力和操作温度的不同从几天到十几天都有可能。如果同一台釜多个搅拌装置的密封系统交替出现故障,不但设备本体因为频繁升降温度和压力而承受循环载荷有可能出现问题,相关工艺系统更会因此而多次停滞,系统堵塞、清理、重启等对生产任务的完成肯定造成极大影响,业主损失甚至比更换密封模块花出去钱要高出几倍甚至几十倍不止。
2 工程实际中的数据测量及分析
考虑到上述搅拌口安装法兰水平度可能造成的影响,某工程5隔室钛钢复合板[4]卧式反应釜在抵达工程现场并按照供货商标定的釜体定位基准将釜安装到位后,对釜体上5个搅拌口安装法兰水平度进行了测量。
2.1 初始测量
2.1.1 测量方式
测量采用边长250 mm的框式水平仪对搅拌安装法兰密封面沿纵向和横向分别测量,由于法兰密封面直径超过500 mm,因此在框式水平仪下垫入长700 mm的专用水平平板。测量过程中发现1、3、5隔室搅拌口法兰密封面不平,均为内圈高、外圈低,因此在测量数据中加上了平面度测量数据,既“塞尺塞入数值”,该数值为仅为塞尺塞入水平平板与法兰密封面之间缝隙的厚度(如图3所示),目的是检测法兰密封面的平面度,非检测管口密封面水平度。

图3 平面度测量示意图
卧式釜搅拌管口安装法兰水平度测量方式如图4所示,纵向测量为沿卧式釜釜体轴线方向,左高右低为正值,左低右高为负值。横向测量为垂直卧式釜釜体轴线方向,上高下低为正值,上低下高为负值。测量数据如表1所示。
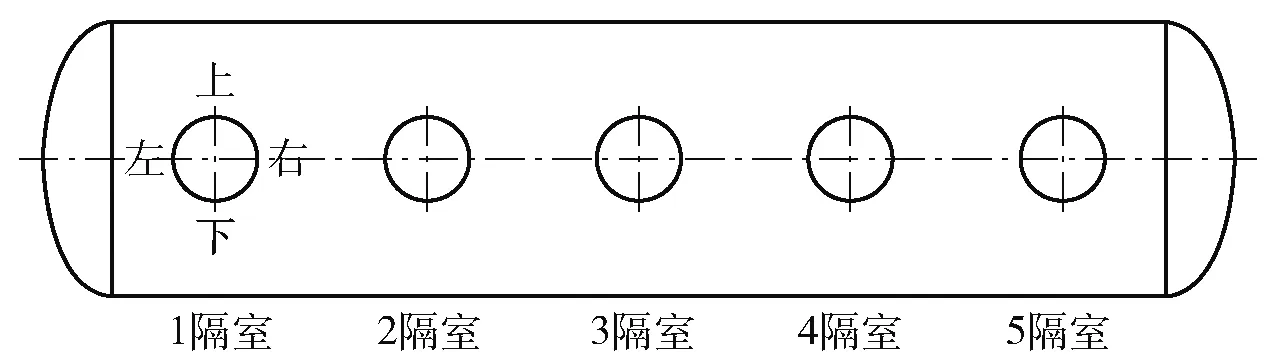
图4 搅拌管口安装法兰水平度测量方式示意图

搅拌口法兰位置纵向水平度测量值/(mm/1000mm)横向水平度测量值/(mm/1000mm)平面度测量塞尺塞入数值/mm1隔室-1.22+0.220.302隔室+2.16+0.26不可塞入3隔室+0.82-0.180.304隔室-2.60-0.40不可塞入5隔室-0.36-0.240.25
2.1.2 平面度误差原因分析
钛钢复合板卧式釜搅拌管口安装法兰结构如图5所示,其安装法兰密封面实际上是钛衬环的上表面,该处结构为钛螺钉紧固加银钎焊密封。由于银钎焊为非强度焊接,只是为了无损检测时对钛衬环与法兰表面的间隙进行封闭用,因此卧式釜在制造完毕进行热气循环试验时,相对厚度较薄的钛衬环会产生热变形,而银钎焊和钛螺钉紧固力不足以限制其变形,导致钛密封环翘起,导致平面度误差增大。
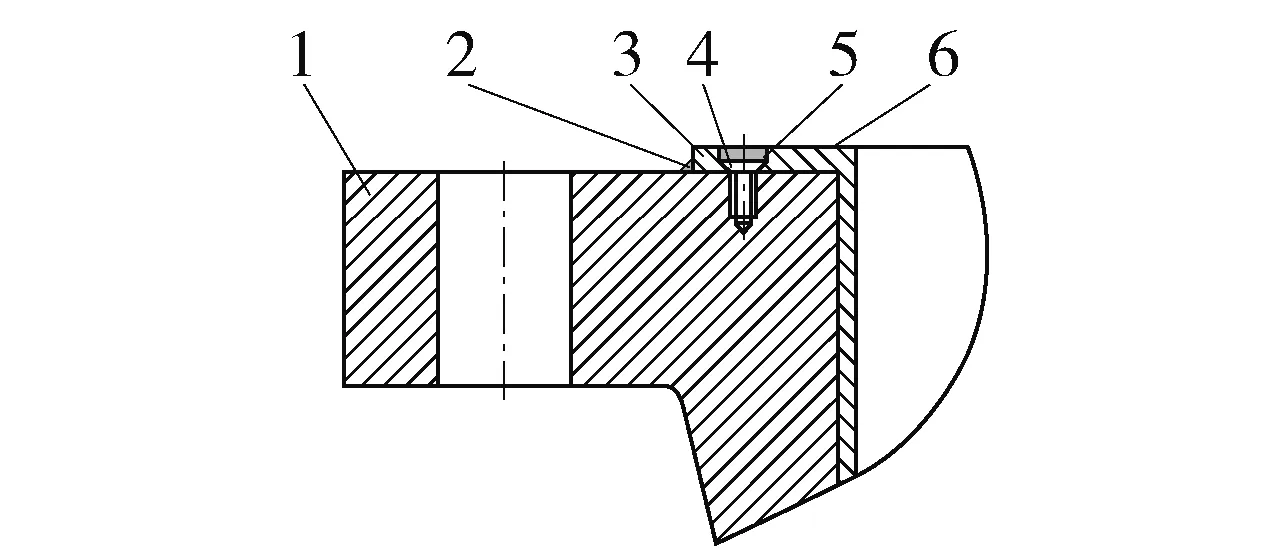
1.搅拌安装法兰 2.银钎焊 3.钛衬环 4.钛螺钉 5.钛塞焊 6.密封面图5 搅拌管口安装法兰结构图
2.2 设备承载后二次测量
考虑到表1数据是卧式釜空载下测量的,实际盛装物料后造成的基础沉降会影响此数据在实际工况条件下的可靠性,因此,将卧式釜充满水静置两周后,对卧式釜安装基础的沉降和5个搅拌口安装法兰的水平度进行了二次测量,得到如表2数据(测量方式同2.1.1)。
由于安装基础的沉降数值极小,换算成单位长度的偏差只有0.000 4 mm/m,因此该沉降数值未计入表2数据。

表2 二次测量数据表
2.3 数据分析
从两次测量结果可以看出,该工程卧式反应釜5个隔室搅拌法兰的密封面水平度在横向数值上比较令人满意,但纵向数值偏差稍大,且水平度偏离方向并不一致(如2隔室左高右低,4隔室左低右高)。尽管这些数值仍在搅拌供货商提供的允许数据范围之内(该工程为3.5‰),但由于该工程搅拌轴较长,换算到轴端搅拌桨处最大偏离达到11.5 mm,业主认为该偏离在运行时叠加矿浆液流冲击和设备、管道振动后的放大会影响机械密封寿命和正常生产,同时平面度误差增加对法兰连接处密封也会有影响,因此要求进行现场二次加工。
2.4 问题处理
2.4.1 处理原则
(1)尽可能减小加工后的水平度和平面度公差;
(2)尽可能减少加工量,保证钛衬环厚度不低于最小设计厚度(7 mm),钛塞焊在二次加工时不被破坏;
2.4.2 处理方法
处理方法如表3所示:
(1)根据第二次测量数据,对卧式釜基础进行微调;

表3 安装法兰二次加工数据表
(2)使用专用加工工具对搅拌口法兰密封面进行微量加工(如图6所示);
(3)加工后复验。

图6 安装法兰二次加工示意图
二次加工后,该设备经历试车、试运行、正常生产运行,迄今为止近20个月,搅拌装置及机械密封运行良好,设备振动很小,业主非常满意。
3 结语
(1)建议制造厂在对钛钢复合板设备进行热气循环试验后,对搅拌管口进行水平度和平面度复验,与业主和设计单位充分沟通,需要再次加工的应在出厂前完成,将变形误差控制在制造过程内,避免设备运到现场二次加工。
(2)无论搅拌口密封面是衬环结构还是非衬环结构,搅拌设备是卧式釜还是立式釜,该类问题同样会出现在各种带有端面机械密封的搅拌釜上,设计不同类型、不同规格设备时设计者应有针对性的对该类容易被忽视的问题加以重视并提出相应要求。
(3)搅拌口安装法兰水平度不应只以搅拌供货商限定数据为准,应综合考虑其数据对设备整体运行、维护的经济性和可靠性,不但要从设计角度考虑问题,还应站在釜体制造商和业主的角度思考问题,全方位把控设计质量。
猜你喜欢
建材发展导向(2021年13期)2021-07-28 07:14:56
建材发展导向(2021年13期)2021-07-28 07:14:34
橡塑技术与装备(2021年7期)2021-04-22 15:54:38
有色设备(2021年4期)2021-03-16 05:42:30
兰州交通大学学报(2021年1期)2021-02-23 03:06:50
净水技术(2020年8期)2020-08-18 10:48:52
电子制作(2017年20期)2017-04-26 06:57:34
工业水处理(2016年11期)2016-12-07 08:24:02
石油化工建设(2015年4期)2015-12-01 04:17:07
原子能科学技术(2014年3期)2014-03-20 08:24:26
