
铝电解槽阴极母线修复技术探讨与应用
2020-03-27 07:19解宇斌田建民郭志东贾致维
中国金属通报 2020年20期
解宇斌,田建民,史 攀,郭志东,袁 飞,贾致维
(包头铝业有限公司,内蒙古 包头 014000)
1 阴极母线损毁情况
某400KA 电解槽穿槽母线被高温铝液冲毁受损,母线截面为长方形,断口长为260mm,停槽大修进行母线修复。
2 阴极母线修复技术
通过查阅资料发现阴极母线(包括阴极软带)修复时,根据母线破损部位和损毁程度选择相应的修复方式,一般有压接式修复、停电焊接式修复、带电磁屏蔽焊接式修复、高温铝液浇铸熔接式修复等。
软母线修复普遍采用压接式修复,槽周母线修复若采用停电焊接式修复,使用氩弧焊接将10mm 厚的铝板一块叠一块地把断口焊接起来,以30 万吨系列产能为例,系列停电6 小时造成损失约320 万元,对电解生产影响巨大。经咨询武汉某大学焊接研究所母线焊接技术、贵阳某设计院的电解槽屏蔽短路装置,均存在费用高问题。

表1 几种母线修复方法的比较[1]
通过分析各修复技术的优缺点,认为电解槽槽周母线修复采用高温铝液浇铸熔接技术简单快捷,费用低廉,应掌握该方法的工艺技术特点,满足母线设计要求。
3 高温铝液浇铸法介绍
资料表明:高温铝液浇铸熔接修复方法是在阴极母线破损位置加装模具,利用高温铝液熔融破损断面、使破损母线重新融合[2]。修复过程中无需系列停电,无需铣削断面,高温铝液浇铸冷却后脱模,实现了母线的修复,且该技术适合于断口较大的阴极槽周母线和软母线的修复。
4 开展的试验与结论
为了验证该技术实施可能性,掌握其中的工艺要求,在分厂的安排下开展了浇铸工艺的相关试验、检验、方案优化的研究,试验情况如下:第1 次试验时未清理干净断面,浇铸时母材未预热、铝液温度未测量;第2 次试验时浇铸时铝液有间断,被迫二次浇铸;第3 次试验,在母材两断面刷低温铝焊粉;结果前三次试验结果是,铝液与母材未熔合。第4 次试验时在母材两断面打自攻螺丝,使用喷灯预热至380℃,铝液温度约740℃,铝液边倒边放流,结果是与母材熔为一体。
将第4 次试验后的母线做切面探伤分析,基本无气孔,熔接效果良好。经过4 次浇铸试验,掌握了高温铝液浇铸工艺,总结经验主要有:断口打磨、断口两端铝母线上钻孔呈蜂窝状,以利于浇铸铝块与母线咬合,用烤枪预热到350℃~380℃,铝液温度约740℃,模具安装溢流孔,铝液边倒边放流,观察溢出的铝液颜色,铝液由白变红时,封堵溢流孔,灌满整个腹腔,完成母线浇铸。试验后进行电阻测量,使用压降测量仪,测量电流200A,测量距离300mm,母材电阻约0.5μΩ,断面处电阻为1.5μΩ,浇筑后母线电阻约为母材的3 倍,尽管电阻偏大,但在电解槽上浇铸时可通过将断面部位截面积增大的方法进一步降低电阻,达到使用要求。
5 在线电解槽母线修复
实例1:在掌握前期修复工艺技术后,按照模型制作-断面处理-母线预热-浇铸成型等工艺流程对500KA 系列某电解槽回路母线修复。
5.1 模型制作
根据上述试验效果,对某槽槽周母线实施浇铸,先根据破损母线截面宽度、长度确定模具钢板尺寸。采用16mm 的钢板和M16 螺杆,制作U 型模型,模型的下端留出∮40mm~50mm 的溢流孔。
5.2 断面处理
用钢刷打磨断面无电解质,再用煤油或丙酮刷洗断面粉尘,最后用电钻加工出不规则的孔洞,孔洞作用是在浇铸铝液时,高温铝液充满孔洞,形成类似“锚钉”的固定脚,这些“锚钉”在浇铸母线收缩过程中可以起到与原母材同步收缩的作用[3]。
5.3 模型安装
为保证浇铸质量,安装时模具底面应比原母线低 10mm 左右,顶面应比原母线高10mm 左右,目的是补偿浇铸铝液冷却后的体积收缩;模型与破损母线之间的空隙用石棉绒腻子内外封堵;模型与其它母线间加装绝缘材料。为克服操作空间狭小可制作蓄铝槽,蓄铝槽内壁涂刷脱模剂,使用导流管道连接蓄铝槽与导流槽。
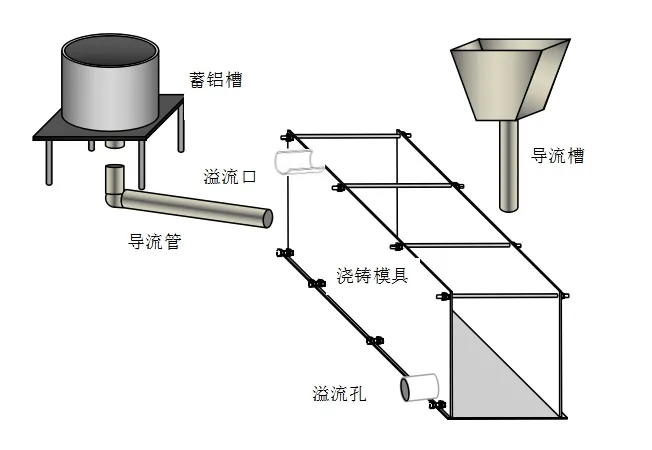
图1 浇铸流程图
5.4 浇铸修复与效果检查
依据上述方案对某槽损坏的母线实施浇铸,铝液进入模型中然后沿着溢流孔流出,在封堵溢流孔开始浇铸时,发现铝液电磁力作用下在模型中旋转打圈凝固慢,加入铝盘条促使铝液凝固,效果明显,待母线自然冷却后拆除模具,测量压降。
检验方法一 万用表测量法。理论上讲,阴极母线同一点的电位差是相同的,使用万用表分别测量浇铸母线两端与完整母线的电压差,如果母线浇铸质量好,两次母线压降读数相同;如果浇铸质量差,两次母线压降读数相差200mv ∽2000mv,经多次验证,压降读数超100mv 需要重新浇铸。

图2 槽周母线修复检测示意图
检验方法二压降测量仪测量法。使用该仪器在电流200A 的条件下选取母线长度1.5m 冷态测量。数据如下。
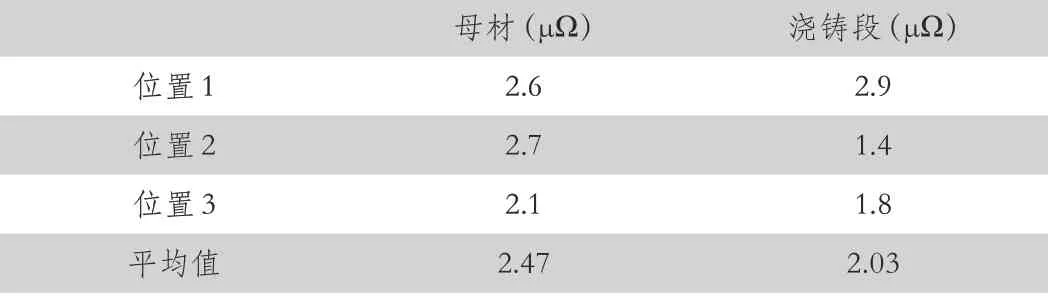
表2 测量数据对比
上表能够看出:母材电阻2.47μΩ,浇铸段电阻为2.03μΩ,浇铸段母线电阻低于原母材电阻;在电解槽启动后热态测量,母材压降为11.7mv,浇铸段压降为12.8mv,修复效果良好,满足设计要求。事实证明:使用高温铝液浇铸修复母线方法是经济、可靠、安全的修复方法。

图3 浇铸脱模后的修复母线
实例2:某400KA 槽软母线及槽周母线修复[4],电解槽A10位置阴极软母线及回路小母线被冲断。在总结前期经验后确定采用高温铝液浇铸熔接法修复母线,设计思路如图3,修复前需将软母线与钢棒头浇铸。

图4 软母线预浇铸+高温铝液熔接示意图
现场舀取高温铝液灌入预制的回路母线模型中,将预制的回路母线与原母材仍然采用实例1 的修复工艺,效果良好。
6 结语
本文通过对槽周母线损坏的修复,达到了设计要求,为后续电解槽大修及稳定运行打下坚实的基础。修复过程中应控制好几个主要环节,断面处理、断面预热、铝液温度、浇铸速度。
猜你喜欢
氯碱工业(2022年6期)2022-11-21
焊接学报(2022年7期)2022-09-14
有色设备(2022年2期)2022-08-06
机电信息(2022年9期)2022-05-07
有色金属设计(2021年1期)2021-06-03
军民两用技术与产品(2021年10期)2021-03-16
铝加工(2020年2期)2020-12-12
理论与创新(2020年11期)2020-07-26
科学与技术(2019年1期)2019-02-14
