
基于离散制造业的焊接过程数据分析研究
2020-03-19 18:03张向文蒋新标
军民两用技术与产品 2020年1期
张向文 华 霖 蒋新标 周 冬
(武汉船用机械有限责任公司,武汉 430084)
离散制造业的产品零部件通常由一系列不连续的工序加工而成,加工过程中存在很多变化和不确定因素,例如,飞机、船舶和汽车等行业都属于典型的离散制造业,这些离散制造业的产品涉及大量的焊接过程。
焊接制造过程是一个复杂且非平衡的冶金过程,焊接接头的质量与焊接特征工艺参数息息相关,与焊接设备、焊接工装和焊接操作人员等各方面都有很大的关系。目前,焊接制造过程(如造船、核电、钢结构等行业)尚未实现自动化作业,仍为半自动焊接,需焊工手工操作。离散制造业的焊接过程更为复杂,许多大型非标件的焊接工艺繁琐,焊接质量难以保证。为了解决焊接过程中数据采集困难的问题,许多科研工作者对此开展了相关研究,其中包括基于Labview平台的群组化焊接过程参数在线检测系统,基于CAN总线技术的焊机联网系统设计,以及基于离散制造型企业的焊接管控系统研究等。为了保证离散制造业结构件的焊接质量,需对焊接过程数据进行实时监控与采集,因此,建设适合于离散制造业的焊接管控系统势在必行,在此基础上,本文对离散制造业的焊接过程数据进行分析研究。
1 智能化焊接系统
1.1 焊接管控系统功能架构
结合离散制造业的焊接生产特点,本文建立了一套满足离散制造业焊接生产管控要求的焊接管控系统。焊接管控系统由管理端和客户端组成,管理端主要由系统管理、生产基础信息、工艺基础信息、焊接生产管理、焊接生产统计、焊接过程记录表管理、生产工单管理和质量管理等8个模块组成,每个模块划分为相应的子模块,整个焊接管控系统管理端的功能架构如图1所示。
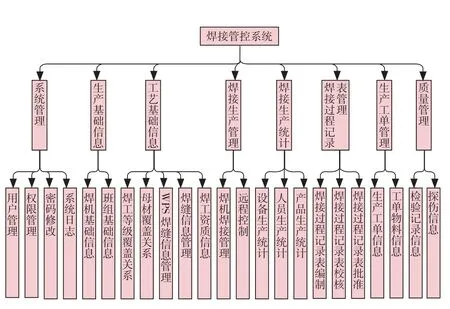
图1 焊接管控系统管理端的功能架构图
其中,生产基础信息是焊接任务执行的基础,该模块主要包括焊工班组信息和焊机资源信息。工艺基础信息是焊缝条码生产的基础,且为焊工资质验证提供支持,该模块主要包括焊工等级覆盖关系、母材覆盖关系、焊接工艺程序(Welding Procedure Specifi cati on,WPS)信息、焊缝信息和焊工资质信息等。焊接生产统计模块主要包括设备生产统计、人员生产统计和产品生产统计,分别从3个维度对焊接生产数据进行分析,为优化焊接工艺和提升生产管理水平提供数据支撑。
1.2 焊接管控系统客户端操作流程
焊接管控系统将焊工—焊机—焊缝—工艺—产品关联起来,有效地规范了焊接生产过程,同时将焊接生产过程可视化,达到有效提高产品焊接质量和降低产品焊接成本的目的。焊接管控系统客户端主要由焊机绑定、焊机解绑、扫码资质验证、参数下发、自检、专检和异常反馈等功能组成。
焊接作业开始前,工件和焊缝条码需准备到位,每条焊缝对应一个条码,焊缝条码包含焊缝工艺基础信息、焊接资质要求等,然后根据焊缝编号图将焊缝条码贴在相应的位置,所贴位置尽量不要影响焊接。焊工先刷卡登录焊接管控系统客户端,然后选择空闲的焊机进行绑定,绑定后用条码枪扫描焊缝条码,等待系统进行焊工资质验证,验证通过后将焊接工艺参数下发至数字化焊机,此时焊工可以在焊机面板上对电流和电压参数进行微调,微调值在WPS要求的工艺参数范围内。微调后进行焊接,当焊接完成并要更换不同类型的焊缝焊接时,焊工需重新扫描焊缝条码,并进行资质验证。当焊接任务完成后,焊工需在客户端解绑焊机,以避免后续其他操作人员无法选择该焊机进行作业。
2 焊接过程数据应用分析
结构件焊接过程中通常涉及大量数据,主要有:(1)工艺参数信息,包括焊接电流、焊接电压、送丝速度、保护气种类和流量等;(2) 焊缝信息,包括焊缝高度、编号、接头形式、焊接位置、母材规格与牌号、焊材规格与牌号、焊接资质要求等;(3)焊材信息;(4)作业人员信息,包括焊工编号、班组信息、人员持证信息等。上述数据蕴含着巨大价值,为焊接质量的提升和焊接管理优化提供支撑。本文以船舶配套产品锚绞机的锚链轮为应用对象,结合焊接管控系统采集的焊接生产数据,从设备、人员和产品3个维度去统计和分析,得出以下分析情况。
2.1 设备生产数据分析
2.1.1 设备焊接时长及资源消耗
该指标是输出数字化焊机在一定时间段内的有效焊接时间和资源消耗情况的统计数据,在此时间段,焊接管控系统采集到的数据约为63740条,正常焊接的数据约为17530条。焊机HJ016的有效焊接时长为4.87h,锚链轮焊丝的消耗为21.79kg,如图2所示。工艺预估的锚链轮焊丝消耗量约为22kg,说明实际消耗焊丝量与工艺预估消耗焊丝量基本吻合,锚链轮焊接过程正常。
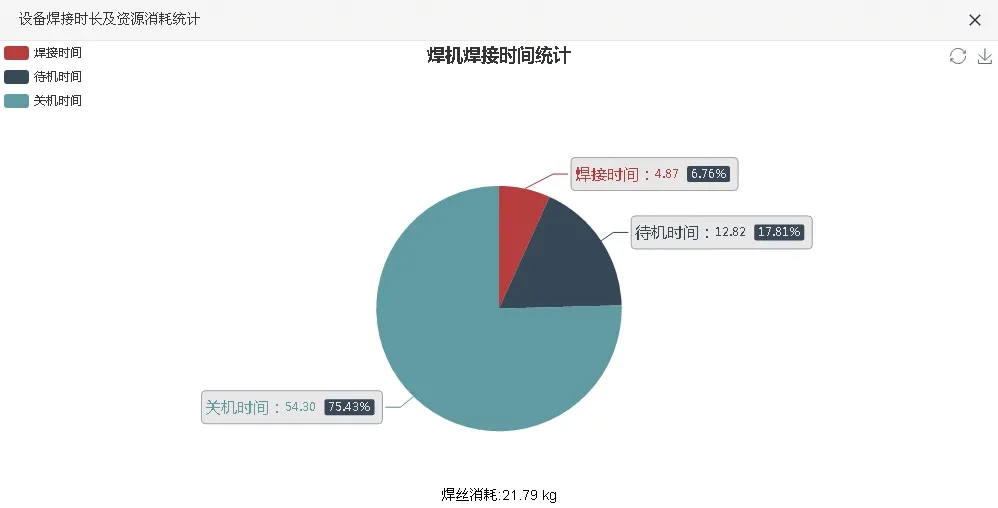
图2 设备焊接时长及资源消耗情况
2.1.2 设备历史焊接参数
该指标是输出数字化焊机在一定时间段内的焊接电流和电压参数随时间变化的曲线,在此时间段内,设备的焊接工艺参数曲线如图3所示,从图3可知,该焊缝的平均焊接电流为212.98A,平均电压为29.29V,此数据可用于后期对产品焊接质量进行追踪。
2.1.3 设备绑定人员
该指标是输出数字化焊机在一定时间段内使用设备的人员情况,包含焊工信息、焊机绑定时间和焊机解绑时间,如图4所示,该数据可用于后期对产品焊接质量进行追踪。
2.1.4 设备故障
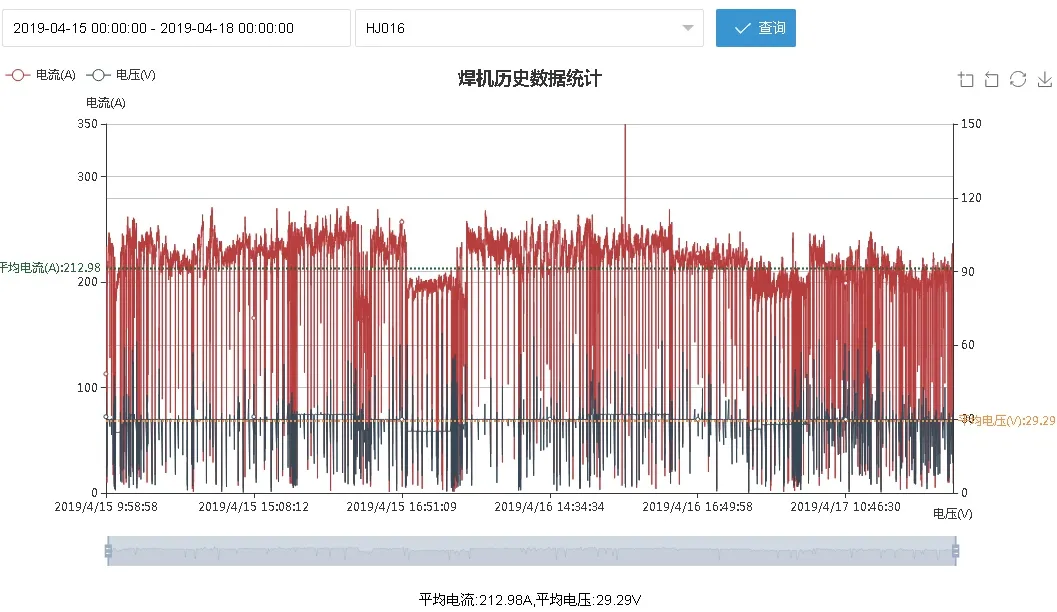
图3 设备历史焊接参数情况
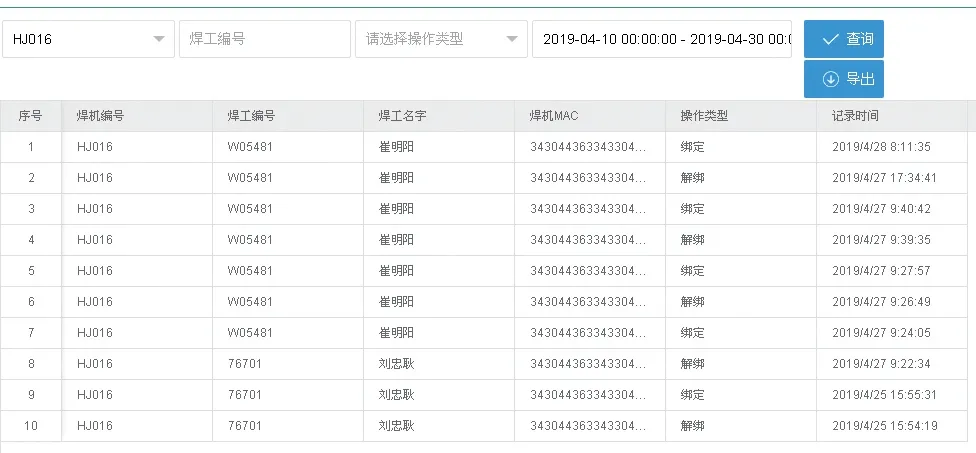
图4 设备绑定人员情况
该指标是输出数字化焊机在一定时间段内的故障情况,包含焊机编号、异常信息和产生时间等情况,如图5所示,此统计数据可用于设备管理员对设备故障进行及时处理,从而为焊接生产任务的顺利进行提供保障,同时也可以统计设备的故障率,为后期设备的优化选型提供数据支持。
2.2 人员生产数据分析
2.2.1 焊工焊接时长及资源消耗情况
该指标是输出焊工在一定时间段内的有效焊接时间和资源消耗情况的统计数据,在此时间段,焊工(人员编号为76701)的有效焊接时长为4.84h,如图6所示,与按设备统计的有效焊接时长4.87h基本吻合,锚链轮的焊丝消耗为21.62kg,与按设备统计的焊丝消耗量21.79kg基本相同,说明该焊工一直在使用同一台焊机进行工作。
2.2.2 焊工历史焊接参数情况
该指标是输出焊工在一定时间段内的焊接电流和电压参数随时间变化的曲线,在一定时间段内,焊工的焊接工艺参数曲线如图7所示,从图7可知该焊工的平均焊接电流为203.71A,平均电压为29.18V,此数据可用于后期对产品焊接质量进行追踪。
2.2.3 焊工焊接产品情况
该指标是输出焊工(编号76701)在一定时间段内焊接的产品信息情况,如图8所示。从图8可以看出,该产品锚链轮的2~7号焊缝均为该焊工焊接。该数据可用于管理人员评估焊工的工作量及工作效率,便于后期对焊接人员资源进行优化配置。

图5 设备故障情况
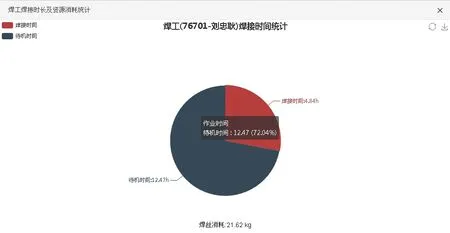
图6 某焊工焊接时长及资源消耗情况
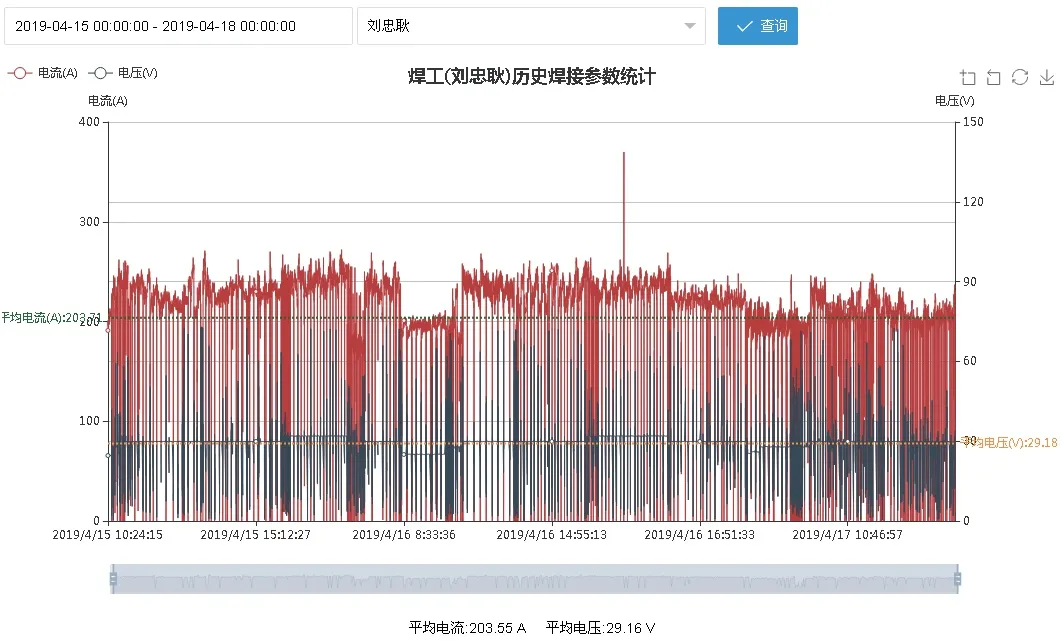
图7 某焊工历史焊接参数情况

图8 某焊工焊接产品情况
2.3 产品生产数据分析
2.3.1 产品焊接时长、资源消耗和历史焊接参数情况
产品焊接时长及资源消耗是输出锚链轮每条焊缝的焊接时长及焊丝消耗信息,如图9所示,2号焊缝的焊接时长为需0.25h,焊丝消耗为0.38kg,该指标可以为后续产品的焊接总时长提供有力的数据支撑,有利于后期优化产品焊接工时和降低产品制造成本。
产品历史焊接参数是输出锚链轮每条焊缝的焊接参数随时间变化的曲线,如图10所示,2号焊缝的平均焊接电流为213.6A,平均电压为29.28V,WPS对焊接参数的要求为电流(230±20)A、电压(30±2)V,2号焊缝的平均焊接电流和电压均满足WPS要求。
2.3.2 产品焊接人员情况
该指标是输出产品的焊接人员信息,主要包括工程编号、部套名称、图号、件次号、焊缝编号、焊接人员、焊机编号、开始时间和结束时间,如图11所示,图中显示出锚链轮所有焊缝的焊接人员信息、设备信息和焊接时间,此数据可用于后期对产品焊接质量进行追踪。
3 结束语
本文建立了面向离散制造业的焊接管控系统,对产品焊接过程进行监控及数据采集,从3个维度输出了产品焊接过程的相关数据分析。其中,产品焊缝历史焊接参数数据可以为优化焊接参数提供参考,是后续焊接过程进行质量控制和提升的保障;产品焊接时长及焊丝消耗数据可以为优化产品焊接工时和降低生产制造成本提供参考;产品焊接人员数据可以为优化焊接资源配置提供数据支持,同时也可以在后期对产品焊接质量进行追溯。本文通过分析产品焊接过程数据,希望达到提升离散制造业产品焊接质量,以及提高焊接效率的目的。

图9 产品焊缝焊接时长及资源消耗情况
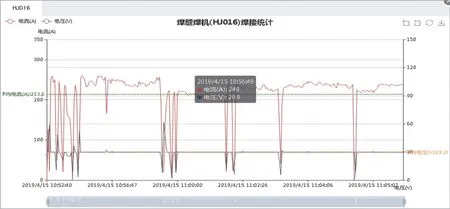
图10 产品焊缝历史焊接参数情况
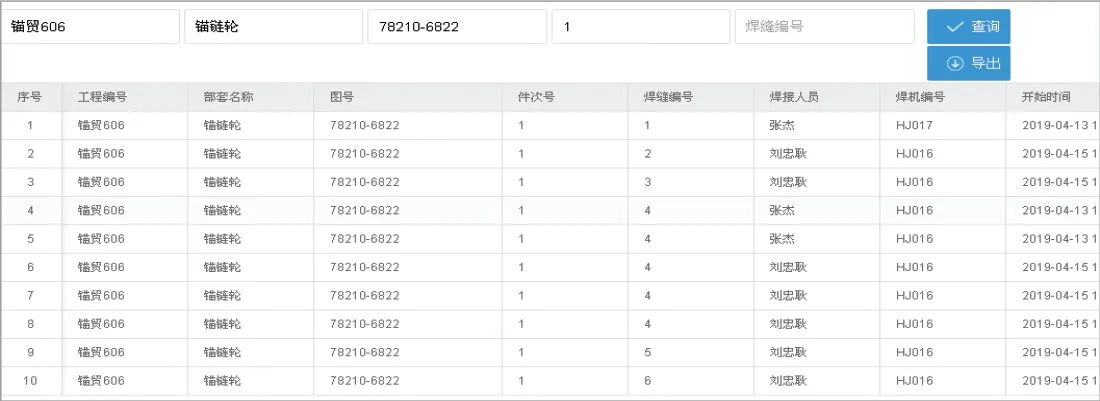
图11 产品焊接人员情况
猜你喜欢
江苏船舶(2022年4期)2022-10-10
电焊机(2022年5期)2022-06-01
电焊机(2022年3期)2022-04-02
船海工程(2021年6期)2021-12-17
电焊机(2021年12期)2021-01-03
船舶标准化工程师(2020年1期)2020-06-12
支部建设(2019年29期)2019-11-18
科技致富向导(2013年7期)2013-05-30
现代营销·经营版(2013年9期)2013-05-14
现代营销·经营版(2013年5期)2013-05-14
