
发泡陶瓷冷加工设备现状和趋势
2020-03-18 01:14丁建明
佛山陶瓷 2020年2期
丁建明

摘 要:近年来,发泡陶瓷作为一种新型轻质保温隔热墙体材料迅速崛起,在外墙保温和室内隔墙功能上表现出优越的性能,受到广泛追捧。业内人士对其物化性能和产品结构投入研究逐渐增多,对烧成效果及能耗也特别关注,专业论文和课题讲座层出不穷,而作为产品的最后一段工序冷加工设备,却鲜有报道。本文通过对该工序的行业发展叙述,提出了筆者个人对冷加工设备现状看法和趋势的展望。
关键词:发泡陶瓷;冷加工设备;现状;趋势
1 发泡陶瓷冷加工设备的现状
众所周知,尽管2000年初期有些企业生产外墙外保温发泡陶瓷,基本与发泡玻璃一个原理,体积小、间歇式加工,基本借用石材设备裁切大小,没有进入陶瓷机械行业圈,设备自动化程度落后。爱陶作为专注做陶瓷切割行业的代表,2012年首先进入这个发泡陶瓷切割行业。目前行业切割方式有多种,带锯、刮刀、圆盘磨等,各有优缺点,对不同产品、不同需求,选用何种方式都有所不同。本文限于篇幅,着重介绍带锯和刮刀两种。
带锯:适合各种发泡陶瓷产品,它的优点是切割成本低,设备造价低。特别是发泡板分层,更离不开带锯。
刮刀:只适合发泡陶瓷墙板的上下表层切削,它的优点使用寿命长、速度快,但设备的造价高,刮刀的费用高。
1.1 带锯切割生产线
使用带锯设备保温板切割生产线的代表有江苏一方、山东商海等。
发泡陶瓷真正进入陶瓷行业眼界的企业是江苏一方科技有限公司(以下简称“一方科技”)。随着一方科技的发展壮大,2011年该企业的第四条隧道窑选用佛山陶瓷行业的隧道窑,并在佛山选择配套冷加工设备。2012年爱陶机电与一方科技经过多次讨论后,设计制作出行业内第一条带锯切割分层和纵切机切块,中间用翻板机来连接的发泡保温板的自动化生产线。该生产线的先进特点是第一次实现了从毛坯的上下、四边切割全自动化,并能够自动分割大小,将1820 mm×2440 mm×150 mm毛坯,分割成600 mm×600 mm×50 mm的标准块。实现了边角料自动下架和清扫。整线的自动化相比传统单机的切割提高了效率,减少了人工。为后期发泡陶瓷行业的发展,特别是冷加工段树立了一个标杆。事实上也是这样,后期所有新上发泡陶瓷的厂家,都选用了类似的自动化切割生产线。
后续2014年山东商海也采用了带锯切割保温板的生产线。
1.2 墙板切割生产线
墙板切割线代表:广西碳歌(带锯机)、广西超超(带锯机)、辽宁罕王(带锯机)、内蒙兴辉(刮平机)、广东华陶(刮平机)、山西宏厚(圆盘磨)、江西中材(圆盘磨)。
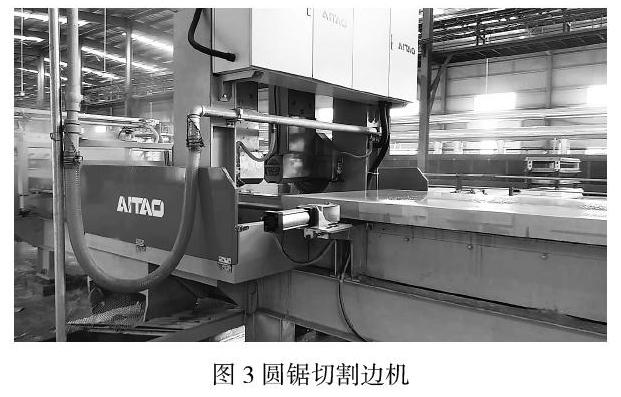
广西碳歌早期生产保温板,后期产品结构发生了变化,开始生产室内隔墙板,墙板切割线主要采用了爱陶新款的发泡陶瓷切割生产线,新的生产线有多项行业首创技术,如:平式自动上板,立式翻转下板机,纵切开槽一体机,横切机采用静态切割等。
后期辽宁罕王也采用了类似的生产线,并采用了储板线和窑炉下板处连接,不需要叉车上板。
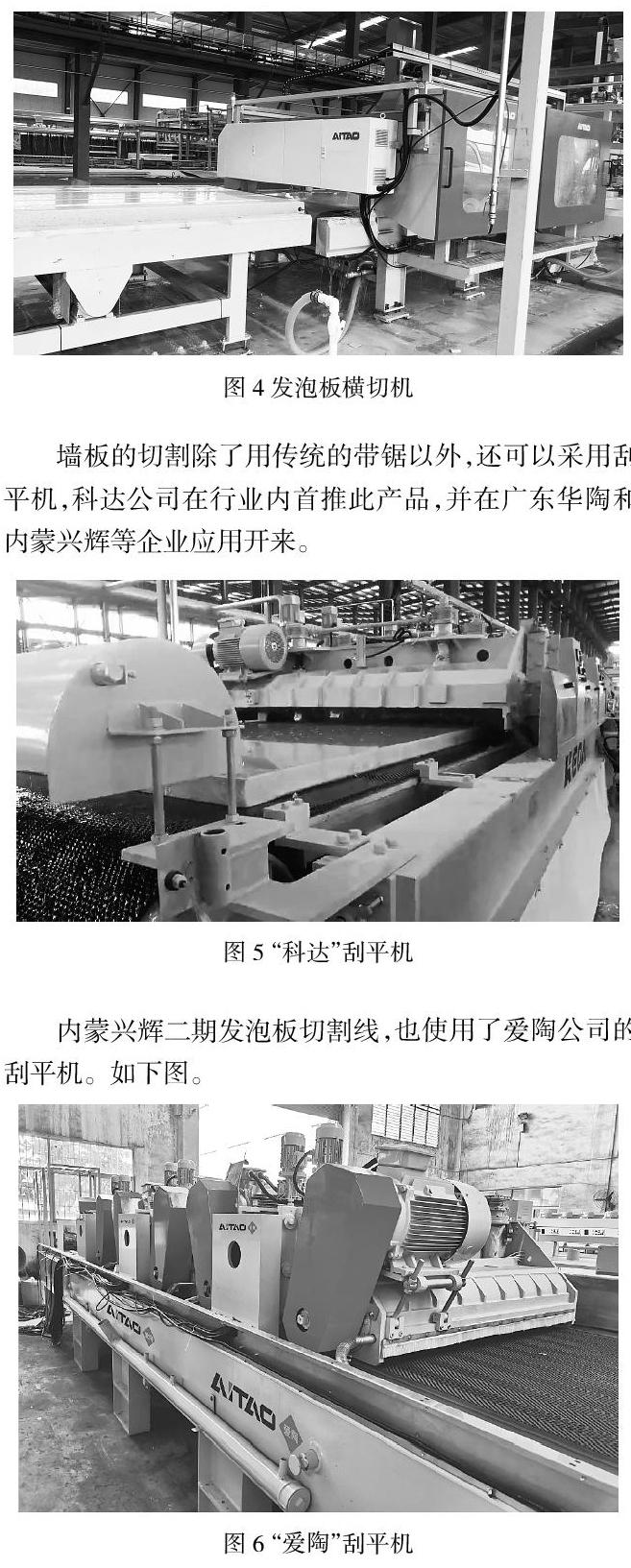
墙板的切割除了用传统的带锯以外,还可以采用刮平机,科达公司在行业内首推此产品,并在广东华陶和内蒙兴辉等企业应用开来。
内蒙兴辉二期发泡板切割线,也使用了爱陶公司的刮平机。如下图。
另外,墙板的切割还可以用圆盘磨,山西宏厚、江西中材有在使用信路达公司生产的设备。
综上三种方式,每种切割方式都各有优缺点,但随着目前窑炉产能提高,板的规格越来越大,笔者认为用刮刀的方式来做,会比较符合现行的状况。
1.3 装饰一体板切割线
装饰一体板切割线代表:安徽隆达、浙江孚欧选用切割磨边机。
保温装饰一体板,由压机直接成型,辊道窑烧出。只需对产品的四个边进行切割或磨边,与陶瓷的后期加工非常相似。主要设备有纵切机、磨边机等,如图所示。
综上所述,如何选择适合的发泡陶瓷冷加工设备,除了要考虑上述选用切底切面的带锯、刮刀或圆盘磨设备以外,分切设备的好坏,选用合适的纵切机、横切机才会提高切割成材率。如图8。
纵切机、横切机的选择,笔者认为采用一体式大平台结构,数控调刀,横切采用静态切割的这种方式,比采用同步带结构,分体式安装的方式会更有效的提高切割的精度。
2 发泡陶瓷冷加工设备发展方向探讨
发泡陶瓷冷加工设备从0到1,从1到N发展包涵了机械制造行业对发泡陶瓷的关注与关爱,一路走来,爱陶机电、科达洁能、福建信路达等企业,致力于研发更新型、更高效、更实用的发泡陶瓷自动化生产线,从而为客户提供更优质的产品与服务,致力于发泡陶瓷自动加工生产线的标准化、模块化、通用化及可靠性等的提升都做出了不懈的努力。
2.1 发泡陶瓷冷加工工艺流程介绍
发泡陶瓷冷加工设备包含了发泡陶瓷切割线、毛坯板转运存储和成品板包装等后段深加工设备;作为核心设备的是发泡陶瓷切割线,其加工精度、运行效率及自动化水平直接影响产品的质量和成本;毛坯板的转运和成品板的包装都是围绕切割线的延伸,对产品质量影响不大,但对车间调度的自动化和用工成本有影响。
2.2 发泡陶瓷产品的种类及对应切割线特点
见表1。
2.3 现在的发泡陶瓷冷加工存在的问题
问题1:成材率低
问题2:废料回收和利用率低
问题3:速度慢、产能低
切割线最高峰值速度每小时加工30块大板,平均速度每小时加工25块大板。
按加工成品规格3000 mm×1200 mm×100 mm计算,24 h只能加工216 m3。
问题4:成品水分太多
成品水分太多,在孔内形成泥沙,低温环境下结冰,导致码垛后冻结很难分开;增加烘干线占地长、成本高。
问题5:成品包装成本高,用工量大
3 冷加工设备研发方向
3.1 提高切割成材率
提高成材率的关键,是降低冷加工切割余量,可以从两方面同时优化:
一是毛坯板上下表面平整度和四边边直度提高、 板坯之间厚度差控制均衡;
二是切割线改对齐定位装置精度提高,降低切割刀缝损耗。
板坯加工余量减少后,加工方式可过渡至磨削加工或磨切混合加工,减少切割废料,并且优化废料回收方式。
思路有三:
之一是切割加工采用废料分离多级粉碎后回收;
之二是磨削湿加工采用水沙分离方式回收;
之三是磨削干式加工采用负压管道吸尘回收;
备注:目前干式磨削是未来发泡陶瓷的冷加工的发展方向,但如何处理好粉尘的回收,还有许多问题要解决。
突破冷加工提速的瓶颈工序:原上下表面带锯机加工可改采用磨削方式加工,多头组合使用时加工速度和表面平整度都有明显提高;
根据小范围样板测试结果预测,磨削加工相比带锯加工方式速度至少可提高一倍。
3.2 冷加工上的难点突破
鉴于目前成品水分太多,在孔内形成泥沙,低温环境下结冰,如果不改变工艺的情况下,只能用水冲洗,吹风机吹干,甚至增加烘干设备。笔者认为,改变一下工艺流程,或许有些新的突破:第一是干式磨面、干式分切。这在瓷片、挤出陶板生产中常用,设备成熟;第二是研发微波加热抽湿烘干窑和负压吸尘设备。
3.3 包装方式和耗材标准化、工序自动化方向
木托盘规格标准统一,方便实现包装机自动送料;
公母槽边护角和其它边护角规格精简,并利于多层码垛不会压坏产品;
捆扎带采用自动打带机烫接、取消铁皮扣。
4 结 语
发泡陶瓷作为一个新型节能绿色产业,未来前景可期。作为装备行业,努力创新,为发泡陶瓷产业提供产能更高、速度更快、切割成材率更好的装备,是我们的目标。期待发泡陶瓷行业明天会更好。
猜你喜欢
第一财经(2021年6期)2021-06-10
Coco薇(2017年9期)2017-09-07
成才之路(2016年26期)2016-10-08
成才之路(2016年25期)2016-10-08
成才之路(2016年25期)2016-10-08
小学教学参考(语文)(2016年9期)2016-09-30
科技视界(2016年20期)2016-09-29
大众理财顾问(2016年8期)2016-09-28
纺织服装流行趋势展望(2016年2期)2016-05-04
中国卫生(2015年7期)2015-11-08
