
带钢厂降低工作辊换辊次数的对策探析
2020-03-18 11:04:18郝春霞
江苏科技信息 2020年4期
郝春霞
(南京钢铁股份有限公司,江苏南京 210035)
0 引言
通常冷轧需要的热带原料横截面尺寸是中间厚两边薄,这样轧制时板型平整、尺寸更好控制[1]。但是一般轧辊轧制时会因为温度而变形,中间凸起,轧制出来的钢带就会产生中间薄两边厚,无法满足客户需求[2-3]。南钢带钢厂为满足用户的需求,只有通过加大换辊频次来实现,而高的换辊频次不仅增加了换辊停机时间也打乱了生产节奏,制约了产量。本文通过现场调研分析换辊原因,找出方法并制定措施,解决换辊量高的问题。
1 轧辊分布及加工工艺
南钢带钢厂连轧机组使用的轧辊分为平辊和立辊。其中,平辊包括工作辊、支承辊和中轧辊3种。工作辊、支承辊搭配使用在六架四辊精轧轧机中,中轧辊则在两架两辊轧机使用,立辊在2架立式轧机使用,其加工质量直接关系着产品质量。
工作辊加工工艺——将轧辊表面疲劳层车削后,再将其磨削至规定的圆锥度和表面粗糙度,年换辊量为20 500套;支承辊加工工艺——将轧辊表面疲劳层车削后,再将其磨削至规定的圆锥度和表面粗糙度,年换辊量为1 000只;中轧辊的加工工艺——仅将轧辊表面疲劳层车削掉即可,年换辊量为700只;立辊加工工艺——将立辊孔型内疲劳层车削干净,再根据改型样板修复立辊孔型。
与工作辊相比,支承辊、中轧辊、立辊换辊量可忽略不计,本文只讨论工作辊,下文所述轧辊皆指工作辊。
2 现状调查
根据南钢带钢厂2018年1月至2018年12月轧辊的使用情况,从轧辊月换辊量、轧辊更换原因等方面进行现状调查。
2018年1月至12月带钢厂平均每月换辊量为1 563套,平均轧辊过钢量为75吨。针对2018年JP6机架更换的659套轧辊进行了统计分析得出三点差超标、钢带中间薄占换辊总数的83.1%,只要削弱这两项影响,就能解决换辊量高过钢量低的问题。
3 原因分析
在带钢热轧过程中轧辊承受较大的轧制力,轧辊呈现出一定的饶度,按此正常情况下轧制出的钢带应该是中间厚两边薄的横截面尺寸,但是带钢厂轧辊冷却能力不足,轧制过程中轧辊热量不能及时通过冷却水带走,轧辊温度逐渐上升,热凸度逐渐加大,一般在生产20支钢后,热凸度抵消掉轧辊饶度后还存在富余,这样带有热凸度的轧辊轧制出带钢就呈现出中间薄两边厚的横截面形状。
3.1 冷却水管安置位置不当
冷却水管出水位置安装向轧辊两边倾斜,水流冲向轧辊两头,工作辊辊面不能有效得到冷却,轧辊三点差高。
3.2 冷却水头不适用
水头装置各水管间采用焊接方式连接。目前存在的问题如以下几点。
(1)轧机拆装轧辊时,辊座易将水头装置上竖水头撞变形造成水流方向失控或与横水管脱焊,冷却水四溢。
(2)带钢生产时钢带时有跑钢的故障发生,飞出的钢带易将横水管与轧机的固定钢板撞变形,冷却水方向偏离正常方向。
以上故障都必须停机处理,由于是焊接件,处理时间较长。
3.3 轧辊加工工艺不适应钢带加工要求
通常冷轧需要热带原料横截面尺寸是中间厚两边薄,即正三点差,这样轧制时板型平整,尺寸更好控制。相反如果是反三点差,在冷轧时由于两边的尺寸厚,两边的延伸势必较中间部位大,这样就出现两边浪的板型缺陷,而且冷轧后的三点差也很难消除。一些高要求的客户明确提出了产品要在钢带中间带有一定的凸度,即钢带中间厚度尺寸比两边大的要求。但是一般轧辊使用时轧制20根钢以后轧辊会因为温度而变形,中间凸起,轧制出来的钢带就会产生中间厚度尺寸比两边厚度尺寸小,无法满足客户需求,南钢带钢厂为了满足用户的需求,只有通过加大换辊频次来实现。
4 对策措施
4.1 调整冷却水管位置
将冷却水出口固定在正对轧辊中间位置,并在每日点检时由专人检查。改进前后水流方向对比如图1所示。

4.2 改进水头
(1)改变横水管和竖水管的连接方式,由焊接改为螺栓连接,在横水管焊接并帽背死螺栓,在竖水管上加工螺纹,通过螺纹将竖水管固定在横水管上,便于拆卸更换。
(2)将竖水管前端压扁,增加水压,可根据工艺要求调节水管扁头方向。
改进后水头结构和布置如图2—4所示。

图2 竖水头前端压扁,后端改为螺纹

图3 并帽背死螺栓
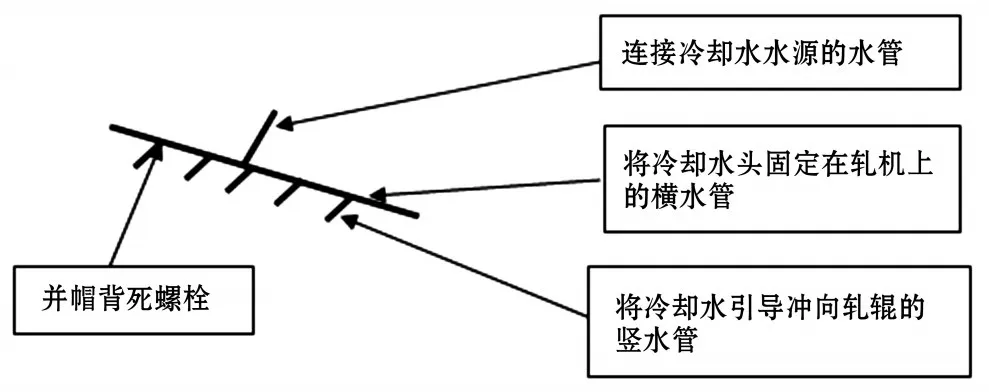
图4 改进后的水头示意
4.3 改进轧辊加工工艺-磨削弧形凹度辊
弧形凹度辊的加工分两种情况,第一种情况:新轧辊磨削成指定辊形;第二种情况:弧形辊使用过后再进行磨削修复。
第一种情况如下。
(1)新轧辊进厂,先将轧辊磨平,保证跳度、同心度、大小头。
(2)再用卡板定出轧辊中心线和两侧宽度限位线。
(3)从磨床尾部开始磨削轧辊,将磨床的工件行程速度调慢到2 m/min,按照圆弧进度比例逐渐加大磨削进刀量,到正中间时磨削量为+0.1 mm。
(4)当磨过中心线后,按照前面的进刀量逐渐的减小磨削量,到磨床头部的宽度线后保证砂轮完全离开。
(5)测量轧辊,均匀选择7个点量,然后根据测量结果再把行程速度调慢到1.5 m/min。
第二种情况如下。
(1)使用过的轧辊,修复后复用,直接按照以上2、3、4、5步骤把轧辊的凹度部分先磨出来,凹度比实际要求多0.03~0.06 mm;
(2)再从磨床尾开始重新磨削轧辊,按正常平辊的方式磨削,保证跳度、同心度、大小头,每次进刀量保持在0.03 mm以内。
弧形凹度辊的加工示意如图5所示。
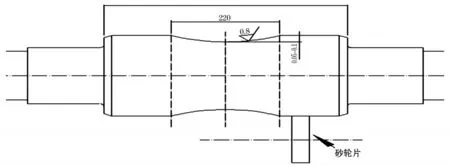
图5 弧形凹度辊的加工示意
5 效果检查
5.1 换辊量
2019年3月至7月月平均换辊量为1 428套,大幅降低。
5.2 单次过钢量
工作辊单次平均过钢量由2018年的75吨增加为2019年的98吨,增加幅度较大。
6 巩固措施
(1)将磨削弧形凹度辊的措施写入轧辊加工操作规程,将轧辊可用范围写入工艺技术操作规程-轧辊部分。
(2)磨工加强对直接磨削轧辊加工质量的检查力度。
(3)轧钢工对更换下的有缺陷轧辊进行标注,方便磨工对可直接磨削轧辊的查找。
(4)确保冷却水管位置和水量的检查。
猜你喜欢
中国钢铁业(2023年10期)2023-04-16 11:58:42
设备管理与维修(2022年16期)2023-01-14 18:33:08
汽车实用技术(2022年15期)2022-08-19 02:29:58
山东冶金(2022年1期)2022-04-19 13:40:30
钢管(2021年2期)2021-12-15 03:05:48
中国重型装备(2020年1期)2020-01-15 05:54:02
冶金与材料(2019年2期)2019-06-13 07:07:52
工业设计(2016年7期)2016-05-04 04:02:46
商业文化(2016年36期)2016-03-01 09:28:10
塑料包装(2014年2期)2014-11-29 01:19:42
