
一种机床自动门机联锁装置
2020-03-05 02:36陈国良
设备管理与维修 2020年3期
蔚 腾,陈国良
(航空工业西安飞机工业(集团)有限责任公司设备厂,陕西西安 710089)
0 引言
安全生产要求机械设备在主轴旋转时必须有安全可靠的机床防护装置以防止切削液及切屑的飞溅导致的现场污染和潜在人身伤害,这一要求称为门机联锁。对现有的不具备门机联锁功能的设备实现门机联锁成了企业亟待解决的问题。
1 方案设计及硬件选型
1.1 设计思路及总体方案
对于西门子、法拉科等主流数控系统能够通过重新编译PLC 程序,控制主轴使能信号来完成防护门的打开、关闭和锁死,但对于采用其他系统的数控机床或普通机床,由于无法对其PLC 进行阅读与分析,故很难实现门机联锁功能。
要实现门机联锁,如何采集主轴旋转信号并对其进行处理是一个难点。考虑到实际使用中门机联锁功能和操作人员工件找正的矛盾,在设计时以主轴50 r/min 的转速作为防护门是否关闭的判断条件,同时装置设计自动吹屑功能来解决防护门轨道切屑堆积难题。
设计完成的自动门机联锁装置主要由1 个霍尔式转速传感器、1 个带有6 个齿的感应用钢环、1 个速度监控器、1 个行程可调节的双作用气缸、电磁式门锁以及控制气缸运动及吹气和门锁的电磁阀、时间继电器和按钮开关组成。其组成框图如图1 所示。
当主轴在低速运转(<50 r/min)时,传感器检测的脉冲频率很低,经过信号处理后不足以触发继电器组,该装置认为机床处于工件找正状态,机床门机联锁不被触发。而当主轴速度大于这一速度后(机床处于加工状态时),达到需要门机联锁的条件,这时传感器信号经过速度监视器处理发出高电平(DC 24 V)驱动继电器组工作实现防护门自动关闭的动作。当加工完成时,待主轴完全停止后,操作人员按下开门开关按键,电机床防护门会被自动打开。
1.2 硬件选型及控制流程
1.2.1 主轴速度检测
考虑到实际使用中干扰源比较多,因此采用霍尔式转速传感器来完成主轴转速的测量。设计采用A3141 霍尔开关作为检测主轴速度的传感器,其测量范围为(1~10 000)r/min。该转速传感器的输出频率和主轴转速成线性关系,对应的函数关系式见式(1):

图1 自动门机联锁装置连接示意图

式中 n——机床主轴转速,r/min
z 检测用圆盘上的感应齿的齿数,个
取n=50 r/min 作为门机联锁装置是否工作的临界点,取z=6(感应用圆环上永磁齿的个数),可得到传感器输出的频率为f=5 Hz。将这一频率作为速度监控器是否输出高电平的依据。
1.2.2 信号处理及放大电路
转速传感器输出的是脉冲信号,还需要设计积分和放大电路对信号进行处理(F/V 转换),使之变化为可驱动欧姆龙继电器的直流24 V 电压。该装置选择EMA 单通道输入速度监控器SM1003 对检测到的脉冲信号进行处理,实现F/V转换。
利用24 V 直流电源来驱动速度监视器,速度监视器的端子2 接+、端子1 接-,将传感器(NPN 型输出)检测到的脉冲信号接至SM1003 的5 和10 端子上,利用13 和14 号接线端子(常开触点)来控制欧姆龙继电器的线圈。设定速度监控器的阀值为5 Hz,当主轴速度50 r/min 时,速度监视器改变13 和14 号接线端子状态,输出一个高电平的控制信号给KA1,从而驱动继电器组按照设计的流程进行工作。
1.2.3 自动门机联锁装置控制流程
当主轴发生旋转时,霍尔传感器发出脉冲信号,速度监控器对该信号进行监控判断。当转速<设定的50 r/min 时,该装置认为设备处于工件找正状态不触发门机联锁功能,当转速>50 r/min(或当按下SB1 手动关门按钮)时发出高电平(DC 24 V),驱动继电器组开始按照设定好的流程进行工作。此时吹屑用继电器KA3 吸合,延时继电器T1 开始计时,KV3 得电吹屑3 s。接着关门用继电器KA1 吸合、KV1 得电关门,当门关闭到位时检测开关SQ1 闭合;KA1、KA3 失电,门锁继电器KA4 吸合防护门可靠锁死。当加工完成需要开门时,按下SB2 开门按钮,KA4失电、防护门锁打开,KA3 吸合,KV3 得电吹屑3 s 清洁导轨;之后开门用继电器KA2 吸合、KV2 得电开门,当防护门打开到位时检测开关SQ2 闭合停止开门动作。
1.2.4 气动控制及执行元件
该装置的执行机构采用气动单元,和液压驱动相比,气动驱动具有以下优点:以空气为介质,来源方便;动作迅速、反应快、结构简单、管路不易堵塞。该装置由继电器控制一个三位四通电磁换向阀来驱动一个双作用气缸完成防护门的闭合与打开,气缸选择安装尺寸小,轴向作业空间大,不易吸入灰尘发生漏气的磁偶式无杆气缸。设计出的气动控制原理如图2 所示。
3 结束语
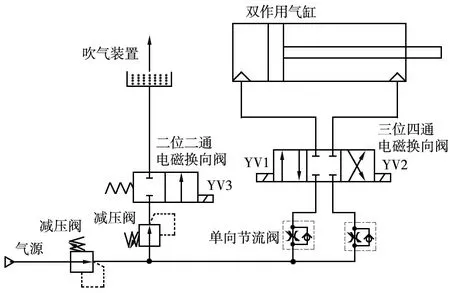
图2 气压控制电路
针对机械主轴的机床通用门机联锁装置独立于机床PLC及电气控制之外,独立封装,能够实现机床防护门的自动关闭、锁死,该装置安装方便、操作简单,只需要外接气源,能够有效解决企业实际生产中对于机床门机联锁的要求,同时具有广阔的市场前景。
猜你喜欢
北方交通(2022年8期)2022-08-15
科学技术创新(2020年17期)2020-06-30
当代陕西(2019年24期)2020-01-18
导弹与航天运载技术(2018年2期)2018-05-17
制造技术与机床(2017年9期)2017-11-27
制造技术与机床(2017年3期)2017-06-23
科学与财富(2016年34期)2017-03-23
电子制作(2017年22期)2017-02-02
振动与冲击(2016年16期)2016-09-18
兵器装备工程学报(2015年10期)2015-09-12
