高韧性高流动性PPE/PA66 合金制备及性能
2020-03-02 03:26江翼禹权丁超叶南飚黄险波
工程塑料应用 2020年2期
江翼,禹权,丁超,叶南飚,黄险波
(金发科技股份有限公司企业技术中心,塑料改性与加工国家工程实验室,广州 510520)
聚苯醚(PPE)是非结晶性化合物,其耐热性、电性能、尺寸稳定性及耐水解性都十分优良,但耐油性、耐溶剂性及加工流动性差。尼龙(PA)是结晶性化合物,其力学性能、耐油性、耐溶剂和耐磨性以及加工流动性均十分优良,但因其含酰胺键,分子间极性强,导致吸水率高,尺寸稳定性较差[1],将两者熔融共混可弥补各自优缺点。因两者极性相差大,互不相容,简单熔融共混性能达不到要求,需采用合适的增容及增韧技术。
目前国内对PPE/PA 改性的研究相当活跃,杨昆晓[2-3]、马秀清等[4]、陈锐等[5]及邹军峰等[6]分别从三螺杆挤出机的共混工艺条件、双螺杆挤出机不同混合设备、混料方式等设备及工艺方面制备了PPE/PA66 合金。王欣[7]发现采用1%柠檬酸的PPE/PA66 合金性能效果好;Wang Shuai 等[8],Chiang Chih-Rong 等[9]研究发现,加入苯乙烯-顺丁烯二酸酐(MAH)塑料(SMAH)后,PPE/PA6 材料的力学性能可显著提高;许多学者[10-16]用不同增容剂如接枝的氢化聚苯乙烯-(乙烯丁烯无规共聚物)-聚苯乙烯三嵌段共聚物(SEBS)、聚苯乙烯-(乙烯丙烯无规共聚物)-聚苯乙烯三嵌段共聚物(SEPS)、接枝的聚烯烃弹性体(POE),MAH 及其衍生物等方面对PPE/PA 合金进行了大量的改性研究工作。
PPE/PA 合金材料广泛应用在汽车行业、航空航天、电子电器等领域中,在汽车行业的某些复杂结构件中,不但要求材料的韧性高,同时对材料的加工成型性提出了很高的要求。笔者主要从PPE-g-MAH/PA66 比例,PA66 种类及润滑剂种类等方面,探讨了合金材料的力学性能及流动性能,并制备出高韧性高流动性的PPE/PA66 合金材料,该材料成功应用在汽车行业的复杂结构件中。
1 实验部分
1.1 原材料
PPE:LXR035,蓝星化工新材料有限公司芮城分公司;
MAH:北京益利精细化学品有限公司;
PA66:EPR24,神马实业股份有限公司;
PA66:EP-158,华峰集团有限公司;
PA66:21SPC,美国首诺公司;
烯烃类润滑剂A:美国霍尼韦尔公司;
脂肪酸酯类B:意慕利油脂化学贸易有限公司;
脂肪族酰胺类C:上海壮景化工有限公司。
1.2 主要仪器及设备
挤出机:TSE-40D 型,南京瑞亚挤出机械制造有限公司;
注塑机:EM80-V 型,震雄塑料机械有限公司;
微机控制电子万能试验机:4104/4204 型,深圳市新三思材料检测有限公司;
电子显示冲击仪:BPI-5.5STAC 型,德国Zwick/Roell 集团;
熔体流动速率(MFR)仪:BMF-003 型,德国Zwick/Roell 集团。
1.3 试样制备
(1) PPE-g-MAH 材料的制备。
将PPE 树脂、MAH、增韧剂及其它助剂按一定比例在高速混合机上混合均匀,投入同向双螺杆挤出机中,经模头挤出、水冷、风干、切粒。1 区至10区的挤出温度分别为260,260,270,280,250,250,250,250,260,280℃。
(2) PPE-g-MAH/PA66 共混物的制备。
将制备好的PPE-g-MAH 与PA66 树脂、其它助剂按比例混合均匀,按照1 区至10 区的挤出温度分 别 为260,260,270,280,250,250,250,250,260,280℃的挤出工艺造粒,共混物经干燥后注塑成标准样条,注塑温度为260~300℃。
1.4 性能测试及表征
拉伸强度按ASTM D638-2014 测试,测试速度50 mm/min;
弯曲强度及弯曲弹性模量按ASTM D790-2010测试,测试速度2 mm/min;
悬臂梁缺口冲击强度按ASTM D256-2010 测试;
MFR 按ASTM D1238-2013 测试,测试条件为280℃,5 kg。
2 结果与讨论
2.1 不同PPE-g-MAH/PA66 比例对合金性能的影响
(1)不同PPE-g-MAH/PA66 比例对合金力学性能的影响。
表1 及图1 对比了不同PPE-g-MAH/PA66 比例对合金力学性能的影响。随着PA66 含量的增加,合金的拉伸强度、弯曲强度、弯曲弹性模量呈现规律性的增加;合金的缺口冲击强度先缓慢增加后迅速降低,当PA66 含量在50 份时,合金的缺口冲击强度达到最高值310 J/m。原因是随着PA66 含量的增加,PPE-g-MAH 与PA66 原料的相容性逐渐变好,当PA66 质量分数为50%时,PPE-g-MAH 与PA66原料的相容性最佳,使得PPE-g-MAH/PA66 合金的缺口冲击强度最高。
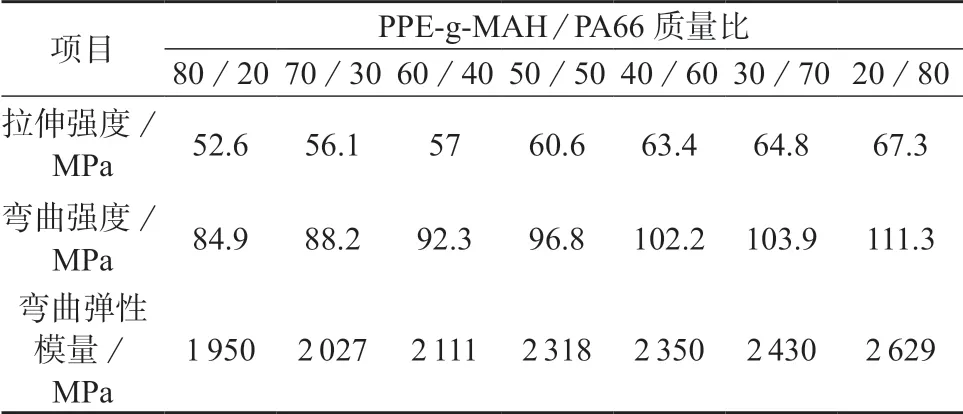
表1 不同比例PPE-g-MAH/PA66 合金的力学性能

图1 不同比例PPE-g-MAH/PA66 合金的缺口冲击强度
(2)不同PPE-g-MAH/PA66 比例的合金的流动性能。
图2 为不同PPE-g-MAH/PA66 比例的合金的流动性。由图2 可知,随着PA66 含量的增加,合金的MFR 显著增加,由初始的5.6 g/10 min 逐渐增加到140 g/10 min 以上。这是由于PPE 原料为非晶型材料,玻璃化转变温度高达210℃,挤出加工成型困难,MFR 低;而PA66 原料为结晶型材料,超过熔点后,MFR 高,易加工成型。故随着PA66 含量的增加,合金中的PPE 含量减少,合金的流动性显著增加。综合材料的力学性能及流动性能,选用PA66 在PPE/PA66 中的质量分数为50%。
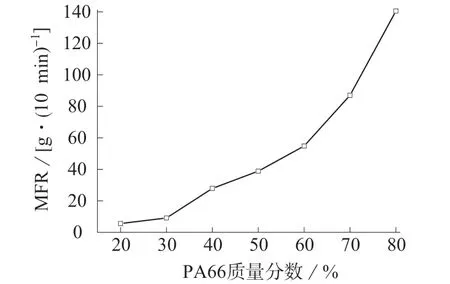
图2 不同比例PPE-g-MAH/PA66 合金的MFR
2.2 PA66 种类对合金性能的影响
(1) PA66 种类对合金力学性能的影响。
表2 对比了不同PA66 种类对合金力学性能的影响。由表2 得出,PPE/PA66 EP-158 合金材料的力学性能最高,特别是材料的缺口冲击强度,由PPE/PA66 21SPC 的310 J/m 提高到580 J/m,原因是PA66 EP-158 树脂相对其它两款树脂PA66 21SPC 和PA66 EPR24,其黏度更大,与PPE-g-MAH在加工熔融过程中因黏度相近更易形成“共熔融”,两者的相容性更好,从而导致PA66 EP-158 合金的缺口冲击强度最高。PPE/PA66 EPR24 合金的拉伸强度、弯曲强度及弯曲弹性模量与PPE/PA66 21SPC 合金的相当,但缺口冲击强度下降明显,主要是不同厂家的PA66 树脂与PPE-g-MAH 反应的程度不同导致。

表2 不同种类PA66 合金的力学性能
(2) PA66 种类对合金流动性的影响。
不同PA66 种类的PPE/PA66 合金的MFR 如图3 所示。合金的MFR 由高到低依次为,PA66 EPR24>PA66 21SPC>PA66 EP-158。这可能是因为虽然PA66 EPR24 和PA66 21SPC 两款树脂的黏度都在2.4 左右,因不同公司的封端技术不同,PA66树脂与PPE-g-MAH 的反应程度不一样,导致合金的MFR 相差很大;而PA66 EP-158 树脂的黏度为2.7,黏度比其它两款树脂PA66 21SPC 及PA66 EPR24 的黏度大,合金的流动性差,MFR 低。
考虑缺口冲击强度最优,选用PA66 EP-158 树脂,其在PPE/PA66 中的质量分数为50%。
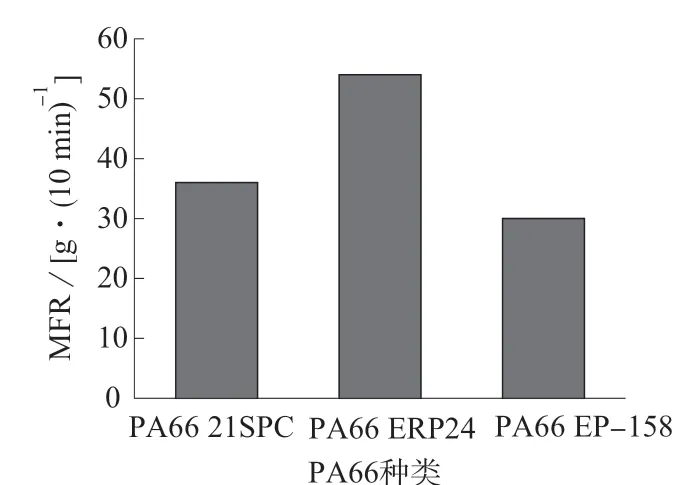
图3 不同PA66 种类PPE/PA66 合金的MFR
2.3 不同润滑剂种类对合金性能的影响
上述合金的缺口冲击强度已经达到很高的水平,但其MFR 仍然不高,在汽车行业的某些复杂结构件中仍无法满足使用要求,需要进一步优化合金材料的流动性能。
润滑剂是为了改善塑料在成型加工时的流动性和脱模性,从而提高制品性能的一种助剂。其作用是降低物料之间及物料和加工设备表面的摩擦力,从而降低熔体的流动阻力,降低熔体黏度,提高熔体的流动性[17]。
润滑剂按其组成分为:烯烃类、脂肪酸类、脂肪族酰胺类、脂肪酸酯类、金属皂盐类等。
(1)不同润滑剂种类对合金性能的影响。
表3 对比了不同润滑剂种类对合金力学性能的影响。由表3 可以看出,无论加入哪种类型的润滑剂,材料的各方面力学性能都有不同程度的下降。其中,加入脂肪族酰胺类润滑剂C,合金材料的力学性能相对较好,缺口冲击强度能保持在较理想的范围内,加入其它润滑剂,缺口冲击强度下降明显。
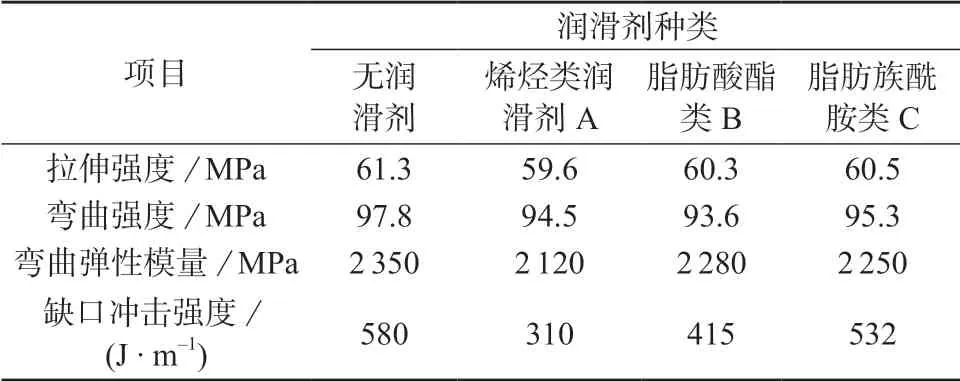
表3 润滑剂种类对合金力学性能的影响
(2)不同润滑剂种类对合金流动性的影响。
3 种不同润滑剂种类对合金的MFR 的影响如图4 所示。由图4 可见,加入润滑剂后,合金的MFR 有大幅度提高,含脂肪族酰胺类合金的MFR提高得最明显,由原来的30 g/10 min 提高到65 g/10 min。原因是在PPE-g-MAH/PA66 合金体系中,PA66 基体为连续相,加入酰胺类润滑剂后,因润滑剂中酰胺键与PA66 树脂中酰胺键结构相近,根据相似相容原理,该润滑剂与合金材料的相容性可能最好,从而提高PPE/PA66 合金材料的流动性也更为显著。
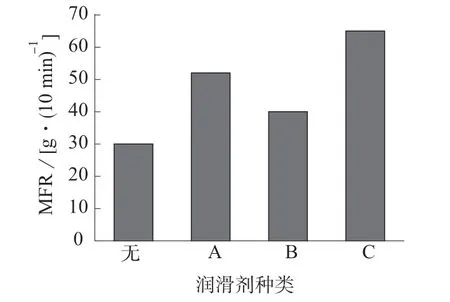
图4 不同润滑剂种类合金的MFR
综上所述,通过优选质量分数为50%的PA66 EP-158 和选用脂肪族酰胺类润滑剂C,兼顾了合金的力学性能特别是缺口冲击强度和流动性能,成功应用在汽车行业的复杂结构件中。
3 结论
(1)熔融共混挤出自制PPE-g-MAH,通过调节PPE-g-MAH/PA66 的比例,当PA66 质量分数为50%时,合金的缺口冲击强度能达到最大值;
(2)通过筛选PA66 种类,优选黏度为2.7 的PA66 EP-158 后,合金的缺口冲击强度最高,但流动性降低;
(3)为了进一步提高PPE/PA66 合金的流动性,通过筛选不同类型的润滑剂,加入脂肪族酰胺类润滑剂在不明显降低合金力学性能的情况下,可大幅度提高合金材料的流动性能,由原来的30 g/10 min 提高到65 g/10 min。从而制备了高韧性高流动性的PPE/PA66 合金。
猜你喜欢
石油炼制与化工(2022年6期)2023-01-09
流体机械(2022年5期)2022-06-28
今日农业(2021年6期)2021-06-09
支部建设(2020年30期)2020-12-18
润滑油(2019年5期)2019-11-28
制造技术与机床(2018年12期)2018-12-23
钻井液与完井液(2018年5期)2018-02-13
中国卫生(2015年9期)2015-11-10
材料研究与应用(2015年4期)2015-08-23
中国氯碱(2014年12期)2014-02-28