热输入及热处理对12Cr2Mo1R钢埋弧焊熔敷金属组织和性能的影响
2020-02-26 01:55胡晓波冯伟徐锴陈波张庆素
机械制造文摘·焊接分册 2020年6期
胡晓波 冯伟 徐锴 陈波 张庆素


摘要: 对12Cr2Mo1R钢埋弧焊丝极材料进行了试验研究,分析了焊接热输入及焊后热处理对熔敷金属组织和力学性能的影响。结果表明,12Cr2Mo1R钢焊接材料熔敷金屬组织主要为回火贝氏体。随着焊接热输入的增加,熔敷金属的强度呈下降趋势,而其冲击韧性先升高后降低。在焊接热输入20~28.29 kJ/cm的范围内焊接,可以获得较好的强度和韧性。当焊接热输入为22 kJ/cm时,熔敷金属获得最佳韧性。随着回火参数P值的增加,熔敷金属的强度呈下降趋势,而其冲击韧性先升高后降低。试验用焊接材料的P值为19.26~20.71时,可以获得较好的强度和韧性。当P值为20.62时,熔敷金属冲击韧性最佳。
关键词: 焊接热输入; 热处理; 显微组织; 力学性能
中图分类号: TG 423
Abstract: The wire material for submerged arc welding of 12Cr2Mo1R steel was studied. Effects of welding heat input and postwelding heat treatment on microstructure and mechanical properties of the deposited metal were analyzed. The results showed that microstructure of the deposited metal of 12Cr2Mo1R steel welding material was mainly tempered bainite. With the increase of welding heat input, the strength of the deposited metal decreased, while the impact toughness increased first and then decreased. In the welding heat input range of 20~28.29 kJ/cm, good strength and toughness could be obtained. When the welding heat input was 22 kJ/cm, the deposited metal obtained the best toughness. With the increase of the tempering parameter P, the strength of the deposited metal decreased, while the impact toughness increased first and then decreased. When the P value of the welding material was 19.26~20.71, good strength and toughness could be obtained. When the P value was 20.62, the impact toughness of the deposited metal was the best.
Key words: welding heat input; heat treatment; microstructure; mechanical properties
0 前言
12Cr2Mo1R钢是目前高温高压临氢条件下加氢反应器等设备应用最为广泛和成熟的材料[1-3]。对它而言,回火脆性是重要考核指标。影响回火脆性的因素有很多,国内也在很早就展开了相关的研究,产生了很多理论[4-5]。
对于12Cr2Mo1R钢而言,影响回火脆性的主要因素包括焊接热输入及焊后热处理等[6-9]。所以,研究热输入及热处理对焊缝熔敷金属组织和性能的影响具有重大意义。焊接热输入是指焊接时焊接能源输入给单位长度焊缝上的热量。它是焊接工艺的一个综合参数。焊后热处理主要由2个影响因素决定,分别为热处理温度T和热处理时间t。为了综合考虑热处理的温度和时间对材料组织性能的共同影响,可以用一个参数来表征。目前国际上最常用的是拉尔森-米勒(LarsonMiller)参数,即P参数[10]。国际上,可根据EN 100282: 2017《Flat products made of steels for pressure purposes — part 2: nonalloy and alloy steels with specified elevated temperature properties》计算12Cr2Mo1R钢的回火参数P。
近些年,哈尔滨威尔焊接有限责任公司一直致力于12Cr2Mo1R钢配套焊接材料的研发及市场应用。目前,其产品已经通过了行业鉴定评审会,其性能稳定各项指标均已经达到了国内产品的相关设计要求。这在一定程度上,打破了国外产品长期垄断的局面,为实现加氢反应器焊材国产化奠定了基础。
文中对研制的12Cr2Mo1R钢埋弧焊丝极材料进行了试验,分析了焊接热输入及焊后热处理对熔敷金属组织和性能的影响,研究了熔敷金属显微组织的特征,为国产化焊接材料的应用推荐合理的工艺窗口,并且提供一定的理论和实践依据。
1 试验材料与方法
1.1 试验材料
文中的试验材料为哈焊所威尔公司研制的用于12Cr2Mo1R钢埋弧焊配套焊接材料。试验用焊丝牌号为H10Cr2MoG,规格为4.0 mm,焊丝化学成分见表1。试验用焊剂牌号为SJ150,规格为0.25~1.7 mm。
1.2 试验方法
焊接试验方法,采用埋弧自动焊多层多道进行,焊接设备为交直流两用电焊机(Miller Summit Arc 1250)。
2 试验结果及分析
2.1 不同焊接热输入的试验结果及分析
选取了6种不同的焊接工艺参数进行了试验,见表2。6组试验的结果均采用了相同的焊后热处理(690 ℃×26 h),结果见表3。预热温度均为150~250 ℃,道间温度控制在150~250 ℃。
图1是焊接热输入对拉伸性能的影响。可以看出,随着焊接热输入的增加,熔敷金属的抗拉强度和屈服强度呈逐渐下降趋势,断后伸长率略有增加。图2是焊接热输入对冲击吸收能量的影响。随着热输入增加,冲击吸收能量呈上升后下降的趋势。当焊接热输入在22 kJ/cm时,-18 ℃和-30 ℃冲击吸收能量都达到150 J以上,达到最高值;最大热输入33.42 kJ/cm时,-18 ℃,-30 ℃和-40 ℃冲击吸收能量都到了相对最低的值。
对熔敷金属进行组织分析,如图3和图4所示,经过焊后热处理后,不同热输入下熔敷金属组织类型并无明显区别,均为回火贝氏体B,在热输入达到33.43 kJ/cm时,重热区出现大的块状亮白色铁素体。图3中回火贝氏体主要为贝氏体铁素体上弥散分布着碳化物等析出物,这种组织的强度和韧性均较好,主要是由于这种贝氏体组织比较细小,并且呈一定的夹角互相交错,裂纹在扩展时,走过的路径比较曲折,消耗的能量比较多,表现为裂纹扩展功较大,因此其冲击韧性值较高。随着焊接热输入的增加,组织中开始出现较粗大的贝氏体铁素体块状板条。图4所示,当焊接热输入达到33.43 kJ/cm时,重热区更是出现明显的先共析组织铁素体,这种先共析组织在原奥氏体晶界上形核长大,并且逐渐成长为块状铁素体,在裂纹扩展时,不利于阻碍裂纹扩展。
从图3和图4中不难看出,热输入对组织强韧性造成影响的根本原因是,随着焊接热输入的加大,贝氏体板条开始变得粗大并逐渐成为块状,使得熔敷金属的韧性下降。从式(1)形核率的表达式中,也可以验证这种影响。N=C0exp-ΔG*RT (1)式中:N为贝氏体形核率;C0为常数;ΔG*为临界形核功;R为气体常数;T为温度。从式(1)中可以看出,随着焊接热输入的增大,环境温度上升,则形核率降低,从而引起贝氏体铁素体长大,进而造成了熔敷金属韧性降低。
综上所述,造成熔敷金属强韧性有较大差异的根本原因就是其微观组织形态的变化引起的,而不同热输入会引起微观组织的这种变化。因此,不同的焊接热输入就造成了焊后熔敷金属强度和韧性的巨大差异。试验用焊接材料的焊接工艺窗口较为宽泛,适合焊接热输入在20~28.29 kJ/cm的范围内焊接,可以获得较好的强度和韧性。
2.2 不同焊后热处理的试验结果及分析
国内外相关资料表明,耐热钢通常采用的热处理温度为690 ℃。对熔敷金属分别进行690 ℃×1 h,690 ℃×8 h,690 ℃×26 h,690 ℃×32 h,690 ℃×48 h,690 ℃×70 h等6个热处理制度的试验,将不同热处理制度转化为相应的回火参数P,见表4。根据上文试验结果,6组试验选取焊接工艺参数时,全部采取最优的焊接热输入22.00 kJ/cm。其熔敷金属拉伸和冲击试验结果见表5。根据表5的试验结果,作出P值与熔敷金属强度的关系曲线如图5所示,作出P值与熔敷金属冲击吸收能量的关系曲线如图6所示。可知,随着P值的增加,熔敷金属的抗拉强度和屈服强度几乎呈直线下降,断后伸长率则随着P值的增加而增加。而随着P值的增加,熔敷金属的冲击韧性先增后降。当P值为20.62左右时,熔敷金属冲击韧性最佳;随着P值的继续增加,当其超过20.71时,熔敷金属的冲击韧性开始呈现直线下降的趋势。
从表5和图6中熔敷金属的冲击试验结果可以知道,在-18 ℃,-30 ℃和-40 ℃时,选取的回火参数不同,其冲击试验结果有很大的差异。当P不大于20.71时,冲击试验结果差别不大,韧性基本保持稳定;當P大于20.71时,冲击韧性开始呈现下降趋势;当P大于20.88时,熔敷金属的低温冲击韧性开始呈现明显的下降,与P小于20.71的作比较,其熔敷金属的脆化非常明显。
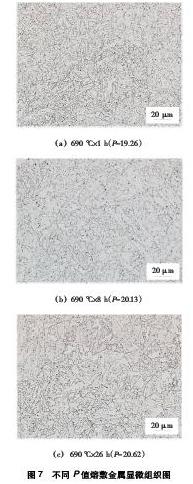
对熔敷金属进行组织分析。在光学金相显微镜下,不同回火参数下的熔敷金属显微组织如图7和图8所示。从图上可以清楚看到,当P不大于20.71时,熔敷金属显微组织没有明显区别,主要为回火贝氏体组织,晶粒呈针状且大小相当,第二相粒子弥散分布在基体上,因此这时候熔敷金属的低温冲击韧性差异不大。冲击试验时,裂纹要想穿越这种贝氏体组织,裂纹扩展需要的能量很大,因此冲击韧性较好。当P达到20.88时,基体组织有转变为铁素体+碳化物组织的趋势;当P超过20.88时,有部分回火贝氏体组织开始转变成为铁素体+碳化物组织;当P达到或超过21.04时,原来的回火贝氏体组织已经全部转化为铁素体+碳化物组织,低温冲击韧性呈现显著的降低。国内有学者研究表明[11],12Cr2Mo1R钢在回火时析出物主要为高钼高铬碳化物,在P=19.18~20.30的区间内,冲击韧性最好,该试验结果与其研究结果基本保持一致。这种铁素体+碳化物组织的出现造成了熔敷金属强度和韧性不同程度的降低。
综上所述,造成熔敷金属强韧性有较大差异的根本原因就是其微观组织形态的变化引起的,而不同热处理会引起微观组织的这种变化。因此,不同的热处理就造成了焊后熔敷金属强度和韧性的较大差异。该试验使用的焊接材料熔敷金属适合的P值为19.26~20.71。当P值为20.62左右时,熔敷金属冲击韧性最佳。
3 结论
(1)12Cr2Mo1R钢焊接材料熔敷金属组织主要为回火贝氏体组织。造成熔敷金属强韧性有较大差异的根本原因就是其微观组织形态发生变化引起的,而不同热输入及热处理会引起微观组织的这种变化。因此,不同热输入及热处理下熔敷金属微观组织的变化是造成强韧性有较大差异的主要原因。
(2)随着焊接热输入的增加,熔敷金属的强度呈下降趋势,而其冲击韧性先升高后降低。热输入过大或者过小,熔敷金属的韧性均下降。试验用焊接材料的焊接工艺窗口较为宽泛,适合焊接热输入在20~28.29 kJ/cm的范围内焊接,可以获得较好的强度和韧性。当热输入为22 kJ/cm时,熔敷金属获得最佳韧性。
(3)随着P值的增加,熔敷金属的强度呈现下降趋势,而其冲击韧性先升高后降低。试验用焊接材料的焊后热处理P值为19.26~20.71,可以获得较好的强度和韧性。当P值为20.62时,熔敷金属冲击韧性最佳。
参考文献
[1] 冯伟, 徐锴, 张庆素, 等. 高温高压加氢反应器12Cr2Mo1R用埋弧焊材料的应用[J]. 焊接, 2019(11): 39-43.
[2] 汪沛, 王庆江, 胡鹏亮. 2.25 Cr1MoV钢埋弧焊工艺评定[J]. 机械制造文摘——焊接分册, 2017(3): 18-24.
[3] Shinya T, Tomita Y. Effect of calcium treatments and strain rate on reheat cracking of vanadium modified 2.25Cr1Mo steel [J]. Materials Characterization, 1998, 40: 221-225.
[4] 洪学立, 韩冰. 热壁加氢反应器的制造和检验(一)[J].压力容器, 2003, 20(5): 37-41.
[5] 张丽, 冯爱秀, 于美娜, 等. 有关特殊用途的CrMo耐热钢压力容器方面的新认识[J]. 化工装备技术, 2013, 34(6): 53-63.
[6] 杨海林, 罗义英, 杨秀芹. CrMo钢的回火脆性及其评定[J]. 宽厚板, 2001, 7(4): 9-12.
[7] 杨宇峰, 郭晓岚, 刘金纯. CrMo钢高温反应器的回火脆性及控制[J]. 当代化工, 2005, 34(1): 64-66.
[8] 路永力, 馮旻耀. CrMo钢制高温加氢反应器回火脆性及控制[J]. 中国科技信息, 2005(9): 22-23.
[9] 张幼德, 柳晓民, 汤晓英. CrMo钢的焊接性和回火脆性分析[J]. 化工设备与管道, 2002, 39(4): 55-58.
[10] Yang R C, Chen K, Feng H X, et al. Determination and application of LarsonMiller parameter for heat resistant steel 12Cr1MoV and 15CrMo [J]. Acta Metallurgica Sinica, 2004,17(4): 471-476.
[11] 刘正东, 杨钢, 程世长, 等. 2.25Cr1Mo钢回火过程中碳化物析出顺序研究[J]. 金属热处理, 2005, 30(4): 32-34.
猜你喜欢
科技研究·理论版(2022年11期)2022-07-07
交通科技与管理(2022年8期)2022-05-07
河南科技(2020年4期)2020-04-26
智富时代(2018年8期)2018-09-28
智富时代(2018年8期)2018-09-28
装饰装修天地(2018年12期)2018-07-09
赢未来(2017年13期)2017-02-21
科技与创新(2017年1期)2017-02-16
科技与创新(2016年21期)2017-02-14
企业技术开发·下旬刊(2016年11期)2016-12-27