阀门检修技术
2020-02-26 13:45马学孔王云龙邓信文许志萍许伟东
设备管理与维修 2020年1期
马学孔,王云龙,邓信文,许志萍,许伟东
(1.吐哈油田分公司勘探开发研究院,新疆鄯善 838202;2.吐哈油田分公司鄯善采油厂,新疆鄯善 838202;3.西南油气田川东北作业分公司,四川宣汉 636164;4.吐哈油田分公司供水供电处,新疆鄯善 838202;5.吐哈油田分公司鲁克沁采油厂,新疆鄯善 838202)
0 引言
随着油田的不断开发,国内油田进入中后期发展阶段,油井维运、油气输送成为油田重点工作。在这些过程中,使用种类繁多的阀门。阀门虽然在出厂前进行了100%的检验,各项性能指标都达到了标准要求,但是在使用过程中,由于使用环境和时间的变化,开始出现各种缺陷,为避免发生安全事故,需要停止阀门的使用,重新更换新阀门或对存在问题的阀门维修检验合格后使用[1]。
据不完全统计,2018 年使用阀门的数量为30 000 套左右,年资金使用量达到了1000 万元/年以上,主要以中小口径、中压和高压阀门为主。
1 阀门检修技术
1.1 阀门常见故障
阀门常见故障是指阀门无法正常开启或存在漏油漏气等现象,主要有4 方面故障。
(1)阀门内漏。阀门内漏主要有密封圈的损伤;阀体损伤、开关不到位;密封圈与阀体间存在杂质;密封座的O 形圈不密封。
(2)阀门外漏。阀门外漏主要有阀杆外漏;排污嘴外漏;法兰连接处外漏。
(3)开关困难。开关困难主要原因有上下游压差过大;密封圈与阀芯锈蚀;DPE 阀门,阀腔压力与下游压差过大;密封圈抱死/密封座偏离不正,密封圈沟槽堵塞;阀腔积水结冰所致;旋转式密封座在关位行程最后约1/8 时的扭矩稍大。
(4)注脂系统故障。引起注脂系统故障的原因主要有注脂嘴的问题;内止回阀或单向阀失效;密封脂硬化堵塞。
除以上基本故障外,阀门还有手轮破损、阀杆断裂、阀体处漏油渗油以及螺栓处、法兰面密封不严的现象。只有分析清楚阀门存在的基本故障,才能有目的地对阀门进行维修。
从上面的故障可以看出阀门存在问题主要体现在2 个方面,即金属件和软密封件的损坏。在检修过程中需要区别对待。
1.2 阀门检修基本流程
总结国内阀门维修厂家的检修经验可以得出阀门维修基本流程:现场拆卸、清洁解体、零部件检查、修复、组装、试验、涂漆包装、验收。无论是金属件还是非金属件维修,都需要执行以上基本流程。
1.3 阀门检修内容
根据阀门基本结构以及阀门的故障,检修内容见表1。
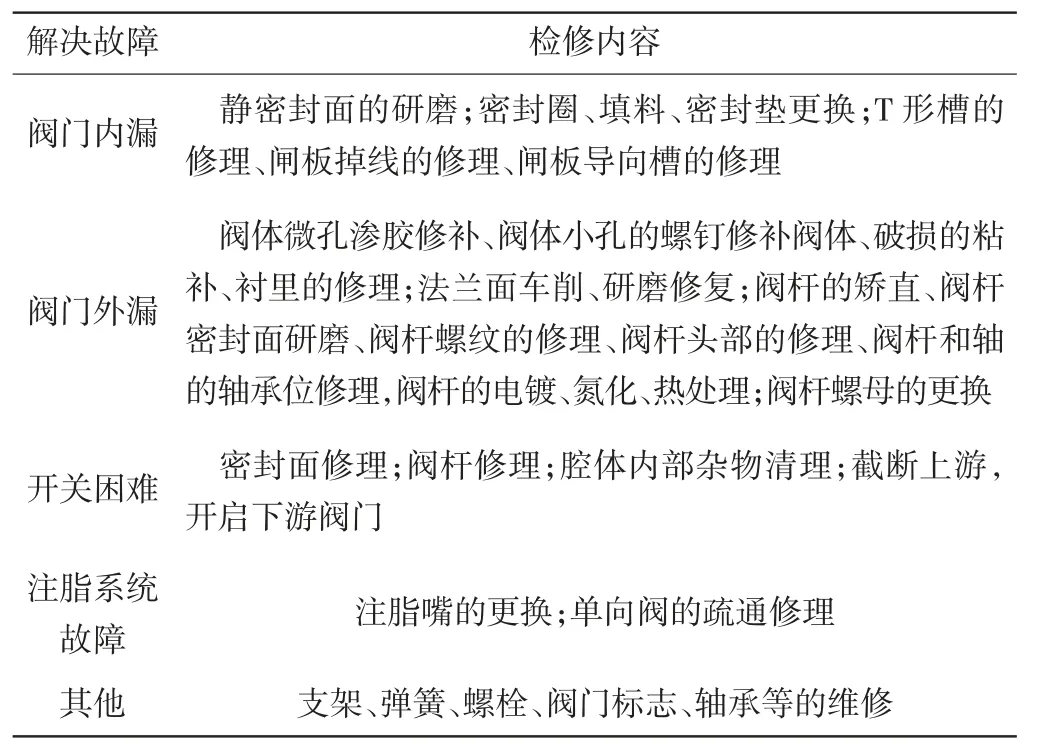
表1 阀门故障及检修内容
1.4 阀门检修技术难点
1.4.1 阀门研磨
阀门研磨适应于不平整超差和缺陷深度在0.3 mm 以内的划伤、擦伤、蚀点、压痕的修复。阀门研磨过程遵循以下几点。
(1)研磨量控制0.3 mm 以内,应该检查静密封面预紧间隙是否符合要求;研磨过程应该边研磨边检查,防止研磨缺陷的产生。
(2)研磨后的静密封面粗糙度应该满足如下要求:一般静密封面≤12.5;O 形圈槽≤6.3;梯形槽、透镜式、锥面垫静密封面≤3.2;刚性静密封面≤0.40。
(3)研磨后的静密封面着色检查不平整度应该满足如下要求:一般静密封面印影匀布;梯形圈、透镜垫、锥面垫与静密封面印影匀布且连续;刚性静密封面印影圆且连续为合格[2]。
1.4.2 阀门试压
阀门试压是检验阀门是否检修合格的关键过程,也是检修的难点。阀门试压主要按照《GBT 13927—2008 工业阀门 压力试验》[3]标准执行,其中对阀门试验介质,试验项目,试验压力和保压时间进行了详细规定。阀门试验目前国内种类比较多,主要参考国外试验设备,针对于吐哈油田的阀门使用情况,可以采用水压试验和气体试验相结合的方式。
国内试验水压试验设备可以进行低压气体试验,但是其实验过程观察方式有待提高,因此需要单独进行气压试验,而高压气体试验需要先进行高压水压试验,因此采用水压试验和气体试验相结合的方式可以满足试验要求。
2 阀门检修设备和工具
为了满足阀门检修需求,阀门检修过程需要配备相应的设备,根据阀门使用情况可以进行简易配置,见表2。阀门维修工具主要有常用扳手、常用测量工具等,在检修过程中,根据具体阀门需要,实时配置一些工装等。
3 总结
(1)在阀门检修过程中,掌握阀门研磨技术是阀门检修的关键,在设备选用和使用方面,尽量参考国外便携式研磨设备,能给阀门检修带来便利。
(2)阀门检修技术的研究为吐哈油田阀门维修业务的开展提供了技术支持,在后续检修过程中,需要不断解决阀门检修过程中存在的疑难点,提高检修质量。

表2 阀门检修设备配置
猜你喜欢
机电工程技术(2022年4期)2022-05-12
中国设备工程(2022年7期)2022-04-20
现代仪器与医疗(2021年4期)2021-11-05
南方农机(2021年17期)2021-09-11
设备管理与维修(2021年11期)2021-08-27
云南化工(2020年10期)2020-11-02
浙江工业大学学报(2020年3期)2020-06-01
山东冶金(2019年2期)2019-05-11
石油化工设备技术(2019年2期)2019-03-13
中国塑料(2016年8期)2016-06-27