
利用级联精料流末端机组控制产品丰度方法的研究应用
2020-02-07 09:46:32张兆旸李江红
中国核电 2020年6期
张兆旸,李江红
(中核兰州铀浓缩有限公司,甘肃 兰州 730065)
现行离心级联的产品丰度的控制主要通过孔板的声速条件特性及级联末端回流调节器的回流改变末级供料丰度而实现的。此种丰度控制方法需要级联精料料流补压机有较高的运行频率,需要流量调节器与孔板的配合,需要级联末端回流调节器的配合,涉及的设备较多,且设备负荷较重,任意一个环节出问题都可能到导致级联停产。
1 级联末端结构简介
级联末端结构一般如图1所示。
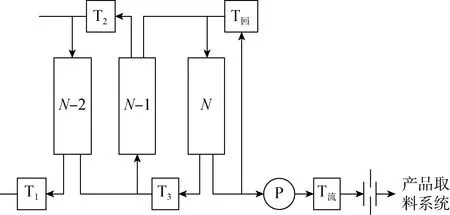
图1 级联末端结构示意图Fig.1 Schematic diagram of cascade end structure
级联末端级分别为N-2级、N-1级,N级,对于级联中的单个级,该级的贫料压力是控制该级分流比的量化方法;各级的分流比通过图中所示T1、T2、T3三个压力调节器控制,压力调节器的主要作用是控制来流方向的工质压力。级联最后一级的精料即为整个级联的产品,加压设备P吸入级联最后一级分离出的工质,对其出口端压力进行提升,图示中流量调节器T流的作用是控制T流出口处的压力,配合孔板对级联的产品流量进行控制。回流调节器T回是压力调节器,其作用是调节N级出口处的压力,保证N级出口处也就是加压设备P入口处的压力稳定。
2 利用级联精料流末端机组控制产品丰度的方法
本实验所研究的内容是通过级联末端的压力调节器改变末级的分流比从而控制级联的最终产品丰度。新的方法不需要精料流中的流量调节器和孔板,不需要级联末端的回流调节器,且料流中补压机的频率不需要太高,从而降低了级联停产的概率。
2.1 新方法运行方式
利用级联末端机组控制产品丰度时,控制N级出口处压力的回流调节器T回所在的线路将被截断,流量调节器T流将调整至全开状态,不再对其出口端的压力进行控制,孔板不再具有流量控制作用,相应的级联末端结构示意图变为图2所示。

图2 结构改变后级联末端结构示意图Fig.2 Schematic diagram of cascade end structure after change
在级联末端结构改变后,级联产品的丰度控制将通过压力调节器T2和T3的配合,调整N-1级和N级的分流比来完成。
2.2 新的丰度控制方法
在新的级联末端结构中,由于取消了级联精料流流量调节器及孔板的流量控制作用,故需要用新的方法来控制产品丰度。
新的丰度控制方法采用平均丰度控制方法。其具体计算方式如下:

(1)
根据上式,可计算监测时间点处容器A内平均丰度值。
在日常运行中,只需给出平均丰度控制值及控制限值即可。
记目标丰度的数值为C0,丰度控制的上限值为Cmax,丰度控制的下限值为Cmin,则有:
Cmax=C0+0.001%
(2)
Cmin=C0-0.001%
(3)
在调整过程中,可以通过表1来确定调整方法:

表1 丰度调整方法
四期级联产品目前采用双罐取料,但是双罐的取料速率很难做到一致,从而导致对于双罐的丰度控制并不精确,采取新的控制方法可避免这种不准确因素。
3 实验结果及分析讨论
对编号为3MC124和3MC199的产品收料容器进行了改变级联末端结构后的收料实验,实验自2018年12月17日开始至2019年1月9日结束,试验周期24d。其中3MC124容器收料5875 kg,3MC199容器收料6850 kg。
3.1 产品丰度控制过程及容器平均丰度变化情况
编号为3MC199的容器产品丰度变化及容器内平均丰度变化如图3所示。
编号为3MC124的容器产品丰度变化及容器内平均丰度变化如图4所示。
在图3和4中所给出的控制上限和控制下限是根据产品质量要求得到的,其值为C0±0.05%,精确上限和精确下限是由目前实际控制上下限得到的,与2.2中给出的控制限值一致。
通过图3和图4可以看到,在整个产品生产过程中,实时丰度的变化波动时比较大的,个别实时丰度甚至超出了质量要求,这是由于生产过程中的丰度测量异常导致的。但是我们可以看到,在容器结束工作时,两个容器的平均丰度均在控制上限和控制下限范围之内,且距离控制限制的距离较大,说明新的控制方法能够很好的满足产品质量要求。
为更方便观察起见,下面我们分别给出两个容器平均丰度和精确上下限的图像。
编号为3MC199的容器内平均丰度变化如图3所示。
编号为3MC124的容器内平均丰度变化如图4所示。

图3 容器3MC199产品丰度变化及容器内平均丰度变化图Fig.3 Diagram of product abundance and average abundance in 3MC199

图4 容器3MC124产品丰度变化及容器内平均丰度变化图Fig.4 Diagram of product abundance and average abundance in 3MC124

图5 容器3MC199产品丰度变化及容器内平均丰度变化图Fig.5 Diagram of product abundance and average abundance in 3MC199

图6 容器3MC124产品丰度变化及容器内平均丰度变化图Fig.6 Diagram of product abundance and average abundance in 3MC124
由图4和图5可以看到,在大部分时间内,收料容器的平均丰度都在精确控制限值以外,但是考虑到产品质量的要求限制是精确控制限制的50倍,这种波动是可以接受的。需要说明的是,在新的控制方法实验的过程中,原有的控制方法也进行了控制图像绘制,但是根据原有的控制方法绘制的图像并未出现超出精确控制限值的现象。这种差异,一方面是由于两个容器收料速率不同而造成的,另一方面也说明新的控制方法对过程控制的要求更高。
3.2 收料速率及级联效率比较
选取级联末端结构变化前和变化后相同间隔时长的收料速率数据,给出变化图像如图6所示。
由图6可以看到,实验前和实验后级联的产量速率并未发生明显的变化,基本保持相同的产量,且波动范围一致。
选取级联末端结构变化前和变化后相同间隔时长的级联效率数据,给出变化图像如图7所示。

图7 不同末端结构级联产品收料速率比较图Fig.7 Comparison of product flux with different end structures

图8 不同末端结构级联分离效率比较图Fig.8 Comparison diagram of cascade efficiency of different end structures
由图7可以看出,实验前和实验后级联分离效率并未发生明显的变化,基本在相同的波动范围内波动。
由图7和图8的结果可以看到,改变级联的末端结构并未对级联的状态产生负面的影响。可以确定的是,实验是成功的,达到了预期的效果。
3.3 精料端机组压力调整对产品丰度及流量的影响分析
对精料端机组的压力调整过程及丰度变化情况和级联产品流量变化情况进行了统计分析。记产品丰度变化率为ΔC,精料端机组二级贫料压力值变化率为ΔP1,精料端机组第三级压力值变化率为ΔP2,级联产品流量变化率为ΔP。
当精料端机组第三级贫料压力为P20时,对第二级贫料压力变化率与产品丰度变化率的进行线性回归分析,可得如下结果
ΔC=0.9502ΔP1+0.0003,R2=0.9989
(4)
通过线性回归分析结果可得,当精料端机组第三级贫料压力为P20时,二级贫料压力变化1.0%,对应产品丰度变化约为0.95%。
当精料端机组第三级贫料压力为P20时,对第二级贫料压力变化率与产品流量变化率进行线性回归分析,可得如下结果:
ΔP=0.4572ΔP1+0.0003,R2=0.9974
(5)
通过线性回归分析结果可得,当精料端第三级贫料压力为P20时,二级贫料压力变化1.0%,对应产品流量变化约为0.46%。
当级联精料端机组第二级贫料压力为P10时,第三级贫料压力变化率与产品流量变化率进行线性回归分析,可得如下结果:
ΔP=1.3025ΔP2-0.0034,R2=0.9936
(6)
通过线性回归分析结果可得,党精料端第二级贫料压力为P10时,三级贫料压力变化1.0%,对应产品流量变化约为1.30%。
由于实验过程中可分析数据较少,暂未得到第三级贫料压力变化对产品丰度的影响分析结果,目前存在以下猜测:在级联计算工况压力附近时,第三级贫料压力变化±0.40%,同时第二级贫料压力变化∓0.67%时,级联产品的流量及丰度近似保持不变。
3.4 新控制方法优点分析
利用级联精料流末端机组控制产品丰度的方法相对于原有的利用级联精料流控制产品丰度的方法,具有以下几个优点:
1)退出了部分关键设备,如末端机组回流调节器,精料取料流调节器,精料流孔板,在有效降低运行线路压力的同时,降低了级联因为部分设备异常引起停产的概率;
2)与原有的控制方法相比,新的控制方法对过程控制的精度更高,可以准确反映出容器内实际的累积平均丰度变化值,为取消产品出厂前的液化均质环节做了一部分前瞻性的工作;
3)原有的利用级联精料流控制产品丰度的方法,是通过引入部分混合损失来进行丰度控制的,新的方法避免了刻意的丰度混合损失,为未来通过实验校正各级分离系数,提高级联效率做了一些铺垫工作。
4 结论
对级联末端结构进行了改造,直接使用末端机组控制级联产品的丰度,对新的方法进行了为期24 d的实验,通过对实时丰度、容器平均丰度和控制限值的比较,得出了新的丰度控制方法能够满足产品质量要求的结论。
通过比较结构变化前和变化后的级联产品生产速率和级联分离效率,说明了,改变级联的末端结构并未对级联的状态产生负面的影响。
对级联精料端机组贫料压力对产品的丰度和流量的影响通过线性回归分析给出了相对变化率的影响程度分析,初步给出了变化率之间的定量关系。同时,对新的控制方法相对于原有控制方法的优点进行了阐述。
本次实验取得了成功,新的丰度控制方法可以应用于实际生产。
猜你喜欢
今日农业(2022年2期)2022-11-16 12:29:47
河南畜牧兽医(2020年1期)2020-01-11 05:00:25
河南畜牧兽医(2020年3期)2020-01-10 14:45:01
电子制作(2016年15期)2017-01-15 13:39:09
系统工程与电子技术(2016年2期)2016-04-16 05:16:51
电源技术(2015年9期)2015-06-05 09:36:06
电测与仪表(2015年20期)2015-04-09 11:53:48
电测与仪表(2015年3期)2015-04-09 11:37:42
电测与仪表(2014年1期)2014-04-04 12:00:34
电测与仪表(2014年1期)2014-04-04 12:00:28
