基于MES的制丝过程质量管控的研究
2020-02-04 01:44童建星王飞平刘义龙邹欣延
昭通学院学报 2020年5期
童建星,王飞平,王 蓉,刘义龙,邹欣延
(红塔烟草(集团)有限责任公司 昭通卷烟厂,云南昭通657000)
烟草行业作为国民经济的一个有机组成部分,当前经济发展的新形势下,用自动化、数字化、网络化、智能化等新技术寻求突破,是卷烟行业提高自身综合竞争力,应对市场挑战的有效途径和必然选择。制造执行系统(Manufacturing Execution System)即MES 系统的建设能够实现与各相关系统、底层自动化系统之间的集成,同时实现决策层、管理层、执行层之间纵向和部门之间横向集成。
制丝是卷烟工艺流程的重要环节,其工艺加工水平的高低直接影响到卷烟产品内在质量的稳定与提高;而制丝作为流水化作业,只有管控好每个工序、每个环节、每个指标,确保制丝过程质量受控、可控,对保证卷烟产品风格的稳定性及生产过程中的产、质、耗起到至关重要的作用。质量过程控制作为MES 的重要组成部分,将生产现场实时数据采集、过程质量管控、SPC 统计分析等这些功能进行了深度融合。本文以昭通卷烟厂制丝过程质量管控为研究对象,对基于MES 系统下制丝过程质量在线管理进行研究,形成从工厂产品标准体系发布、检验计划输出、质量业务流程的执行、执行流程监控、问题事件评估分析和改进的一个闭环的质量管理体系。
1 基于MES 系统的在线质量管理的系统需求
MES 系统质量模块在制丝过程质量管控的应用,必需具备质量标准管理、在线质量控制、质量数据采集、质量统计分析、质量追踪等功能;工艺质量管理通过在生产全过程中,具备质量标准管理质量进行检验与考核,并对生产过程中的各个阶段进行监控,及时发现过程异常,及时报警,以便生产管理人员及时采取措施保证过程质量稳定,最终实现保证产品质量指标达到产品规范的要求,因此,MES 系统制丝过程质量管理应实现如下几个功能目标:
(1)实时、动态性需求;生产过程工艺参数监控以工艺标准及过程工艺参数为基础,通过实时工艺参数及设备控制参数与工艺标准数据比对,用统计分析等手段,实时反映制丝线各工序执行标准的规范情况。
(2)过程质量检验应包括系统的自动检测数据和离线检测数据,生产过程中检验数据应直接采用过程控制系统采集后生成的数据和离线检测仪器的检验数据。
(3)可视化需求;实时采集的大量的过程数据枯燥又难以理解。MES 系统通过对数据的分析与处理,可形成生产、设备、质量等多维度的报表,并借助信息技术,按照我们过程质量鉴定判定标准,通过分布图、趋势图等不同展现形式,在电脑终端及看板上直观、形象的可视化展现,将各工序工艺参数之间内在的联系直观表现出来,有助于及时而清晰的发现生产缺陷和生产隐患,发现规律及趋势性问题,从而进行针对性的管控。
(4)交互性的需求。在原来的质量管控中,质量管理人员总是被动的、滞后的接受单方面信息,质量管理者难以交互的方式管控生产过程数据及过程加工质量。系统以过程控制系统的实时数据和离线检测的检验数据为基础,通过SPC 分析进行过程质量统计与分析,有利于提升产品质量。
2 对制丝过程质量的管控流程
(1)根据制丝生产工艺流程,结合制丝数据采集,我们建立基于MES 系统的制丝在线质量管理流程,如下图所示。
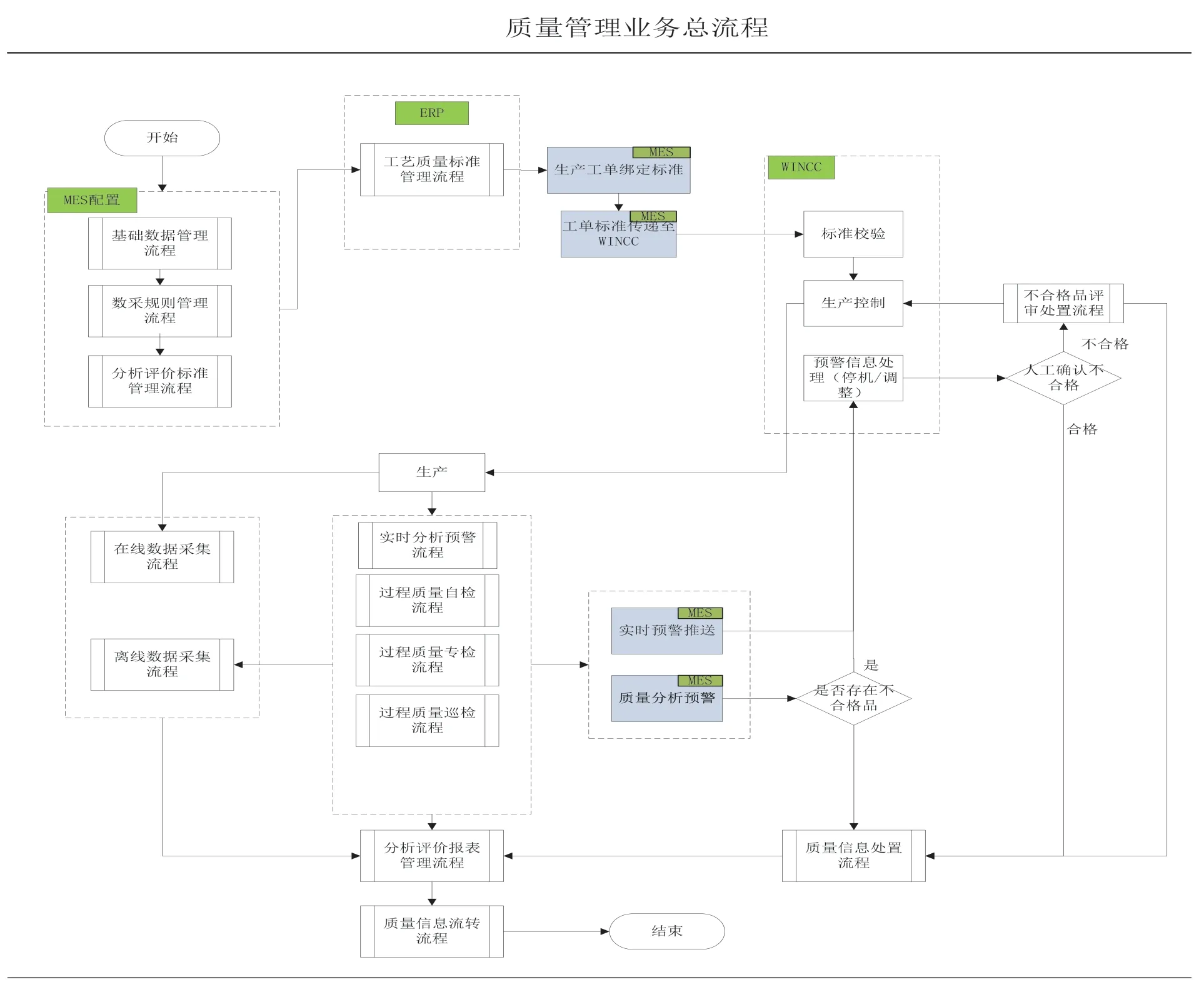
图1 质量管理流程图
(2)建立离线质量检验功能模块;实际生产中,存在不能实现在线采集的数据,只能通过离线采集的方式,质检室温湿度检测数据需要通过人工整理并录入至MES 系统;物料含水率、温度、结构类检测数据需要自动采集进入MES 系统。
(3)建立质量分析功能模块。在此功能模块中,通过对生产过程中MES 系统累积了海量的过程质量数据,对海量数据的分析,建立质量预测和质量预警分析模型。
3 在线质量过程管理的研究
(1)采用模型驱动技术。在前端打通客户真实需求之间的接口,利用灵活的建模技术,通过对工艺技术标准的模型化、标准化、程序化,为生产过程严格执行工艺技术标准提供支撑与保障,并通过模型驱动的办法来管理整个生产过程。

图2 工艺标准建模图
(2)通过建立制丝质量判定标准管理,加强过程质量管控。根据批次号、牌号的变化,自动生成批次质量鉴定判定检验请求,并通过KPI 数据反馈及自动采集数据形成批次鉴定判定报告,并建立相应在线质量管理流程,形成闭环的质量管理体系

图3 批次质量鉴定判定图
如果系统自动生成的评价结果出现不合格的情况,建立了相应的鉴定判定流程。

图4 过程质量判定鉴定流程图
(3)实现透明可视化管理;通过电脑终端或者看板对生产动态数据的实时监视,可以直接显示制丝线生产过程的生产进度、在制品的质量及设备运行状况。

图5 生产过程物料实时控制状态图
(4)利用移动测量设备,将质检人员现场检测的数据发送数字信号,与电脑相连,将数据实时通过企业内部网上传到MES 系统,完成从生产现场的数据检测采集工作,实现检验人员只需要核对数据即可,提高了工作效率,减少手工录入带来的误差。
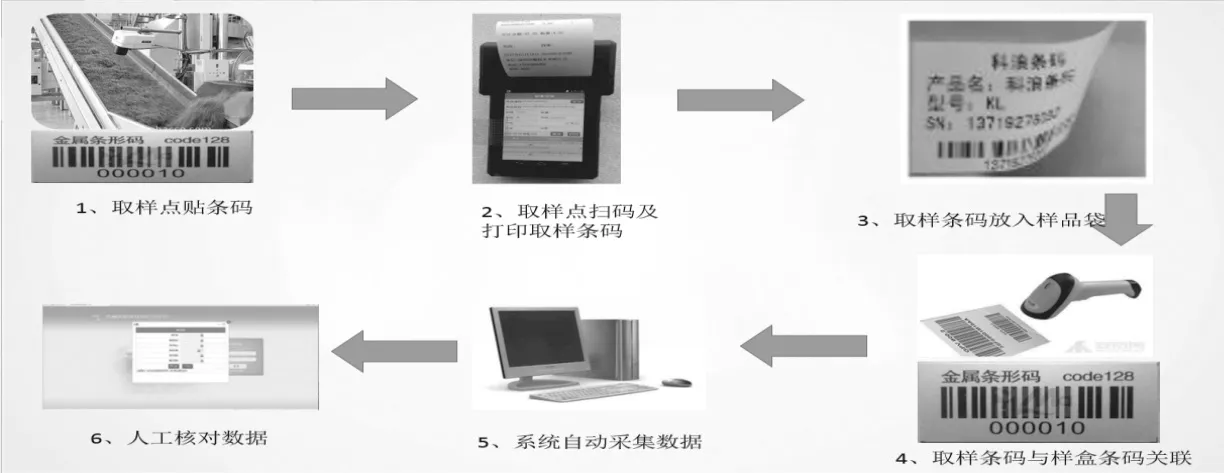
图6 现场数据检测采集流程图
(5)利用实时数据库技术,采集了生产过程中的各个工序的工艺参数及设备参数的监控点,实现了生产过程动态数据的实时采集、监控与统计分析,实现了对每一道工序、每一批料的质量过程实时监控,每一项指标从非稳态到稳态均能更加全面真实地呈现出来,使生产过程质量管理更科学,组织更合理,决策更及时。
(6)利用实时数据库技术,实现了实时数据的海量存储和应用;通过联机分析实时生产数据,在工艺管理模型内建立实时预警模型,系统对异常点能够做到追踪溯源;当需要管控的指标值超出下达标准的上、下限时,系统会出现数据变红的预警提示,实现过程质量实时监测预警,避免了质量考核过程人为因素干扰。

图8 工艺参数实时监测预警状态图
(7)通过对实时数据深度挖掘应用,对产品质量实现多维度分析与展现;比如我们下发的工艺标准中,每个工序都含有需要管控的多个工艺及设备控制参数,通过对工序加工工艺质量参数及设备参数的关联线性回归分析,发现加工参数规律及趋势性问题,有利于提升产品质量,提高质量风险管控水平。
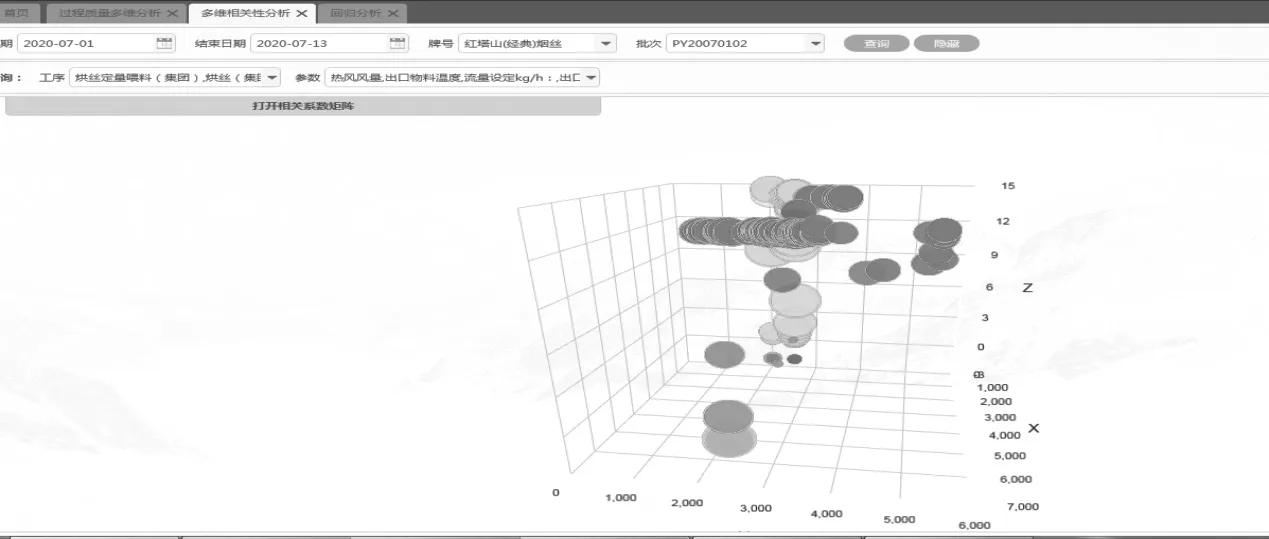
图9 过程质量多维相关性分析图
(8)建立制丝线过程能力短期及长期评价体系,可以客观量化生产过程的单批次及总体的加工能力;比如在2020年一季度制丝西格玛水平只有4.21,我们针对过程能力较弱的工序进行技术攻关,且对过程能力较弱的工序进行改进,二季度制丝西格玛水平提升到4.26,结果表明对生产过程能力的改善有明显效果。而通过构建过程能力短期及长期评价体系,可以不断提高各关键工序过程控制水平,最终提高制丝线西格玛水平。因此,建立制丝线过程能力短期及长期评价体系,以实现对生产过程管控创新,这对企业开展生产过程综合质量保证能力的评价及各工序过程质量改善都有着十分重要的意义。

图10 制丝过程能力评价图
4 结语
本文介绍了MES 系统的概念以及其特点,并且通过对MES 系统各个控制及分析工具的应用,实现对制丝线整个生产全过程进行实时的质量监控,实现闭环质量管控体系;因此,建立工厂层面的质量信息监控平台和面向管理决策层的质量数据中心和信息展示平台,促进数据的有效利用,实现生产过程透明化、生产数据可视化、生产决策智能化,从而实现了工厂的精细化、均质化、信息化管理,提高了产品的质量和生产效率,全面提升工厂在卷烟行业内的综合竞争力。
猜你喜欢
现代制造技术与装备(2022年6期)2022-12-18
山东冶金(2022年3期)2022-07-19
昆钢科技(2022年2期)2022-07-08
中国特种设备安全(2022年3期)2022-07-08
建材发展导向(2021年9期)2021-07-16
建材发展导向(2021年9期)2021-07-16
科技信息·学术版(2021年35期)2021-01-03
石材(2020年4期)2020-05-25
建材发展导向(2019年10期)2019-08-24
中国外汇(2019年22期)2019-05-21