
某厂铜熔炼渣浮选综合回收金、银和铜的研究与应用
2020-02-02 14:29:20吕超飞苏晨曦张恩华薛建森王新华
贵金属 2020年3期
吕超飞,苏晨曦,高 磊, 陶 坤,张恩华,薛建森,王新华,陈 鹏
某厂铜熔炼渣浮选综合回收金、银和铜的研究与应用
吕超飞1,苏晨曦1,高 磊2, 陶 坤2,张恩华1,薛建森1,王新华3,陈 鹏1
(1. 国投金城冶金有限责任公司,河南 灵宝 472500;2. 矿冶科技集团有限公司 矿物加工科学与技术国家重点实验室,北京 100160;3. 昆明盛双科技有限公司,昆明 650034)
某选矿厂采用缓冷(空冷+水冷)-浮选工艺回收铜熔炼造锍捕金熔池熔炼渣,研究了缓冷制度、磨矿细度、调整剂用量、捕收剂种类及用量对金、银和铜浮选回收率的影响。结果表明,铜熔炼渣先空冷22 h后水冷40 h;磨矿80 min至细度为-0.074 mm粒级占96.44%(自制活化剂JC-100加入量为200 g/t);浮选调整剂氧化钙用量300 g/t,捕收剂用量丁基黄药为60 g/t、Z-200为160 g/t、自制JC-200为100 g/t,起泡剂2#油用量为120 g/t;经一粗二扫二精选矿,闭路实验金、银和铜回收率达97.66%、92.71%和94.44%。据此对生产流程进行合理改进后提高了回收率,经济效益明显。
造锍捕金;铜熔炼渣;缓冷制度;浮选条件;回收率
铜生产以火法冶炼为主,国内多数铜冶炼企业采用将难处理金矿与硫化铜精矿搭配在一起进行火法熔炼,得到的铜火法冶炼渣又称熔炼渣,是一种“人造矿石”[1-2]。铜冶炼炉渣蕴含丰富的金、银、铜等有价金属,在自然资源日趋紧张的当下,逐渐成为金属回收利用的宝贵资源[3]。由于铜熔炼渣的特性不尽相同,常用的回收炉渣中金属的方法有选矿法、湿法分离法和火法贫化法等[4]。目前,国内主要以选矿法为主[5-8]。
采用选矿法处理铜熔炼渣,主要依托重选和浮选工艺回收其中的铜。重选只适宜处理含有粗粒度单体金属铜的铜渣;浮选法是目前铜熔炼渣回收铜的主要工艺[9-10],其具有能耗低,回收率高的特点。但是铜的浮选回收率指标与渣型及渣中含铜相赋存状态息息相关,而渣型选择及含铜相富集长大规律均受铜冶炼炉渣缓冷制度影响[11-13]。
某冶炼厂采用中国恩菲工程技术有限公司专利技术“三联炉”对铜进行火法冶炼。为提高熔炼渣中金、银和铜的回收率,本文该冶炼厂缓冷制度、磨矿细度、活化剂用量、调整剂用量、捕收剂种类及添加量对浮选金、银和铜浮选回收率的影响进行研究,并对生产工艺进行优化。
1 实验部分
1.1 熔炼渣原料
1.1.1样品来源
河南某冶炼厂铜熔炼造锍捕金熔池熔炼渣采用空冷+水冷的缓冷方式。高温熔融产生的炉渣经放渣口放于渣包内空气自然冷却,随后加水冷却后进行浮选。本实验以渣包内的熔炼渣为研究对象,将同批次熔炼渣按照不同的缓冷制度冷却。由于生产过程中渣包数量有限,因此研究过程中不考虑水冷时间的影响,沿用水冷40 h的条件。在水冷结束后,渣包车倒渣时对渣包内的炉渣分别从渣包上部、中部和底部均匀取样,样品放置于样桶内标记,用于后续研究。
1.1.2样品制备
对熔炼渣采用破碎锤粗破,使熔炼渣进料粒度达到颚式破碎机允许粒度,随后进行中碎和细碎,最后筛分得到3 mm以下的试样,得到的试样放置于试样袋中密封。熔炼渣试样制备流程如图1所示。
1.1.3原料性质
试样主要化学分析结果列于表1,铜的物相分析列于表2。该熔炼渣外观呈黑色,致密坚硬,相对密度为3.92 t/m3。由表1可知,矿石中的脉石主要是SiO2,达21.65%,有价金属金含量为5.2 g/t,银70.6 g/t,铜4.35%。由表2可知,铜矿物以硫化铜为主,占总铜的75.12%,氧化铜占15.46%,金属铜含量较少,占6.14%。
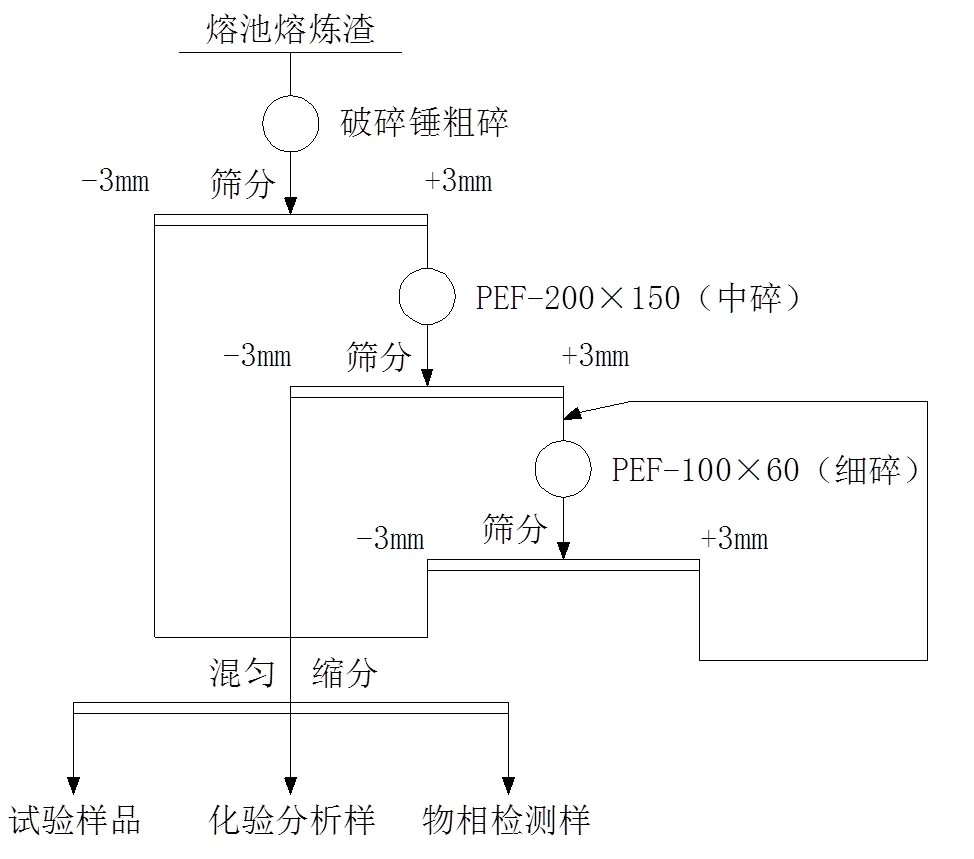
图1 熔炼渣矿样制备流程
表1 试样主要化学成分分析结果

Tab.1 Main chemical composition analysis results of the sample
表2 试样铜物相分析结果

Tab.2 Copper phase analysis results of the sample /%
经X射线衍射(XRD)和扫描电镜(SEM)分析,铜熔炼渣中主要有硫化物相、磁铁矿相、铁橄榄石为主的硅酸盐相和玻璃体等4种物相。其中磁铁矿为初晶,呈自形晶结构和硅酸盐共晶结构,以多边形、树枝型、放射性结构产出;铁橄榄石一般发育成条状或块状的柱形晶型;铜矿物呈球型滴状结构,大颗粒成圆柱的形状嵌于铁橄榄石基体中,小颗粒则集中分布于玻璃体内[14-15]。其中结晶相磁铁矿占31.68%;铁橄榄石相占37.85%,钙铁辉石相占13.75%;冰铜相占6.45%。
1.2 药剂及设备
实验所用药剂包括丁基黄药、Z-200、2#油,捕收剂MA、MB、HB等均为工业级,氧化钙为分析纯,磨矿活化剂JC-100和浮选高效捕收剂JC-200为自研制剂。
实验所用的主要仪器与设备包括PEF-200×150型和PEF-100×60型颚式破碎机,SMQ型240×90锥形球磨机,Sevencompact pH计、XFD系列0.75 L、1.0 L和3.0 L单槽浮选机、260/200多用真空抽滤机等。
1.3 浮选条件试验
每次称取300 g细碎后的熔炼渣,采用锥形球磨机进行磨矿,磨矿浓度68%,加入一定质量石灰调节pH。球磨至所需细度后,将矿浆转移至浮选机内,补充适量水调节浓度至40%进行浮选。浮选药剂添加顺序依次是调整剂、活化剂、捕收剂和起泡剂。精矿、尾矿过滤后烘干,称重后进行化验分析,计算产率和回收率。粗选条件试验流程见图2。

图2 粗选条件试验流程
1.4 闭路实验和工业应用
根据浮选条件试验得到的优化方案进行闭路实验。采用一粗二扫二精闭路流程进行实验,在此基础上根据实际生产进一步对破碎筛网、药剂制度、加药点等工业生产流程进行可实施的改进,以优化生产工艺指标。
2 结果与讨论
2.1 空冷时间对浮选回收率的影响
将出炉熔炼渣经过不同时间进行空气自然冷却(空冷),水冷40 h后进行浮选,考察空冷时间对金、银和铜浮选回收率的影响。冷却后的熔炼渣按照条件试验的流程进行浮选:取300 g细碎熔炼渣,固定磨矿浓度68%,磨矿细度-0.074 mm占96.44%,浮选浓度40%,调整剂氧化钙300 g/t,捕收剂丁基黄药60 g/t、Z-200 160 g/t,起泡剂2#油120 g/t。考察空冷时间对浮选回收率的影响,结果如图3所示。
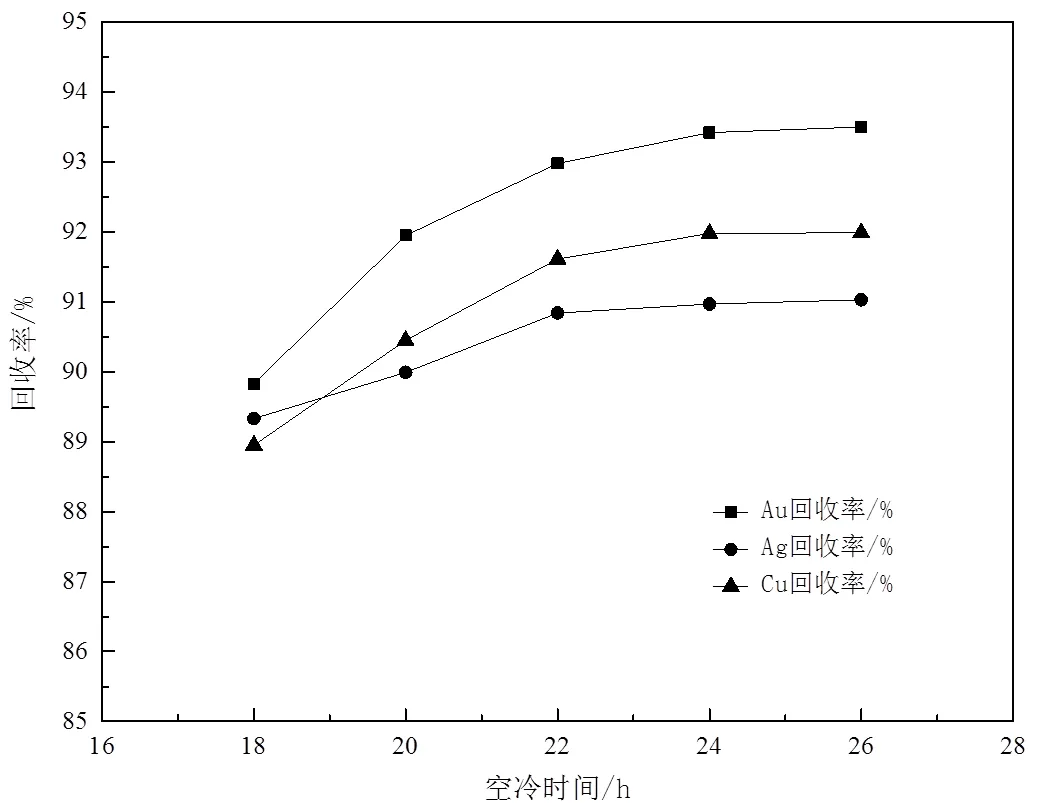
图3 空冷时间对浮选回收率的影响
缓冷速度对熔炼渣中晶体的长大程度至关重要。空冷时间过短,直接进行水冷时,铜晶粒细小分散;若采用较长的空冷时间,则铜相晶粒粗大集中[16-17],有利于后期选别。由图3可以看出,浮选回收率随着熔炼渣空冷时间的延长而增大,在铜熔炼空冷时间为18 h时,金、银、铜回收率分别为89.83%、89.33%、88.95%。延长空冷时间至22 h后,金、银和铜浮选回收率提升较为缓慢,此时金、银铜回收率为92.98%、90.84%和91.61%。考虑到生产现场每日熔炼渣产量和缓冷渣包的数量,所以空冷时间选取22 h。
2.2 浮选条件对金、银和铜回收率的影响
2.2.1磨矿细度
在造锍捕金火法熔炼过程中,熔炼渣与自然矿石相比,具有密度大硬度高、目标矿物嵌布粒度细、泥矿少、易碎难磨等特点[18],因此考察了磨矿细度对金、银、铜浮选回收率的影响。
实验条件:空冷22 h后,水冷40 h的熔炼渣,质量300 g,磨矿浓度68%,浮选浓度40%,调整剂氧化钙300 g/t,捕收剂丁基黄药 60 g/t,Z-200 160 g/t,起泡剂2#油 120 g/t,进行了磨矿细度粗选实验,磨矿时间实验结果见图4,浮选结果见图5。
由图4可以看出,矿粉细度随着磨矿时间的延长而增大,当磨矿时间为80 min时,矿粉在-0.074 mm粒级下所占的比例为96.44%。
由图5可知,精矿金、银、铜品位和回收率均随着磨矿细度的提高呈先增大后降低的趋势,当磨矿时间80 min时,金、银、铜回收率分别为93.24%、91.10%、91.87%,磨矿时间大于80 min后,矿粉泥化程度加剧,从而影响精矿品位。考虑到工业生产磨矿成本和陶瓷过滤机固液分离问题,后续实验选取磨矿80 min,矿粉细度-0.074 mm粒级占96.44%。
2.2.2调整剂氧化钙用量
熔炼渣经空气自然冷却22 h、水冷40 h后,磨矿浓度68%,矿粉细度-0.074 mm粒级占96.44%,浮选浓度40%,捕收剂丁基黄药60 g/t,Z-200 160 g/t,起泡剂2#油120 g/t条件下进行了浮选调整剂氧化钙用量实验,结果见图6。
在熔炼渣选矿富集金、银、铜过程中,通过加入调整剂氧化钙改变矿浆中的H+、OH-的浓度,进而改变盐类、弱酸、弱碱的解离状态。由图6可知,随着调整剂氧化钙用量的增大,精矿中金、银、铜回收率先增大后降低。当氧化钙用量为100 g/t,此时金、银、铜回收率分别为90.60%、88.52%、88.58%,提高氧化钙用量至300 g/t后,金、银、铜回收率达到最高值,分别为93.24%、91.10%、91.87%。此时考虑到水处理成本,确定氧化钙用量为300 g/t,矿浆pH=7.5。
2.2.3活化剂JC-100用量
空冷22 h,水冷40 h后的熔炼渣,磨矿浓度68%。磨矿过程中添加活化剂JC-100 (200 g/t),防止球磨时矿粉表面氧化,剥离氧化薄膜,使金、银、铜矿物完全裸露,矿粉细度-0.074 mm粒级占96.44%。调整剂氧化钙300 g/t,捕收剂丁基黄药60 g/t,Z-200 160 g/t,高效捕收剂JC-200 100 g/t,起泡剂2#油120 g/t条件下进行了JC-100活化剂用量试验,结果见图7。
由图7可以看出,金、银和铜的回收率均随着活化剂JC-100用量的增大而提高,当活化剂JC-100用量为200 g/t时,金、银和铜的回收率分别为93.71%、91.12%和92.25%。当活化剂JC-100用量提高至220 g/t后,金、银和铜的精矿品位和回收率基本保持不变。考虑到药剂成本,活化剂JC-100用量选取200 g/t。
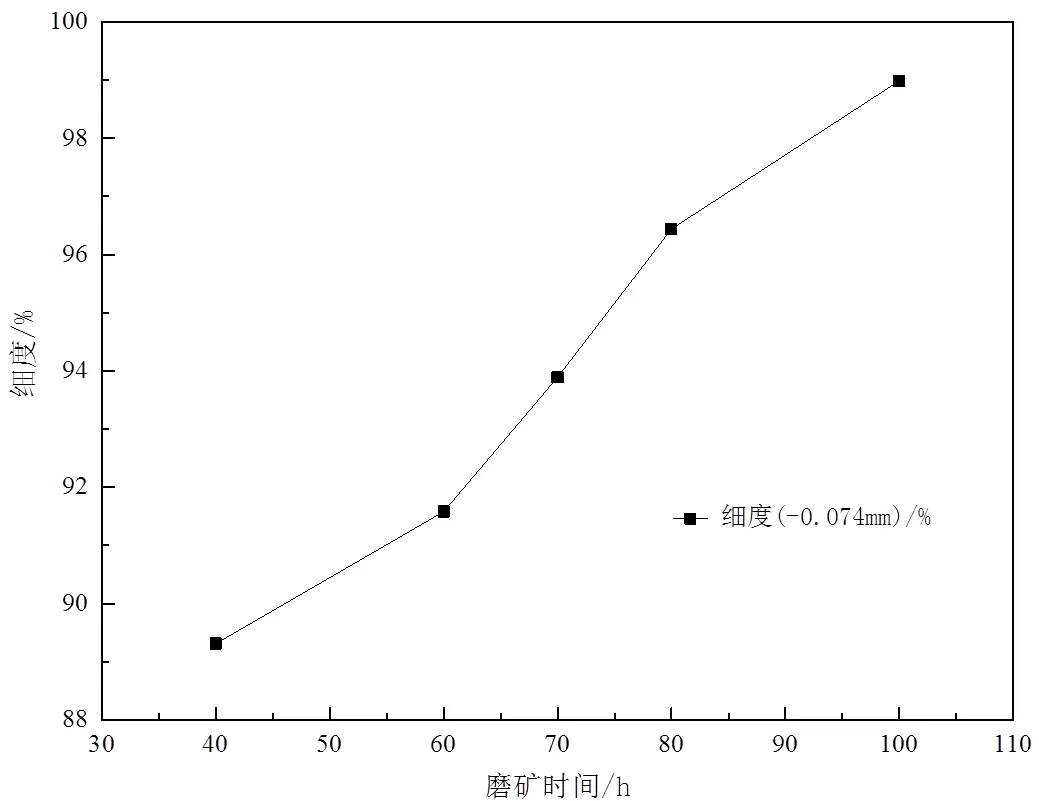
图4 磨矿时间对矿粉细度的影响
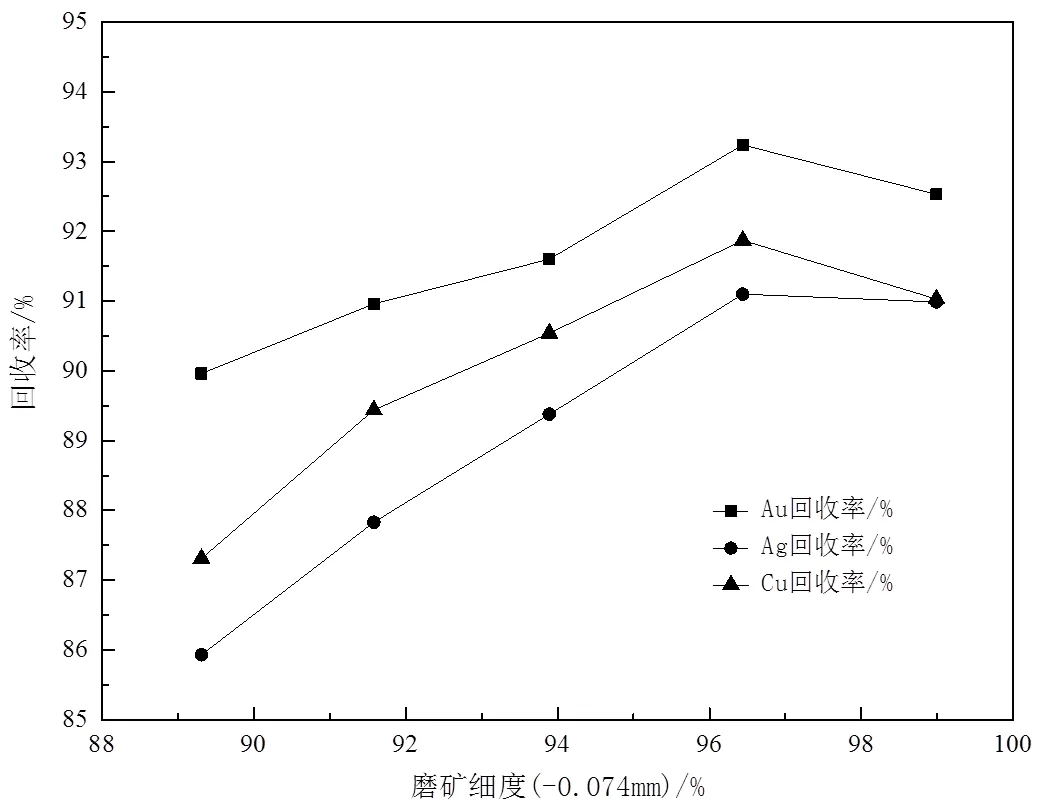
图5 磨矿细度对浮选回收率的影响

图6 氧化钙用量对浮选回收率的影响

图7 活化剂JC-100用量对浮选回收率的影响
2.2.4捕收剂种类
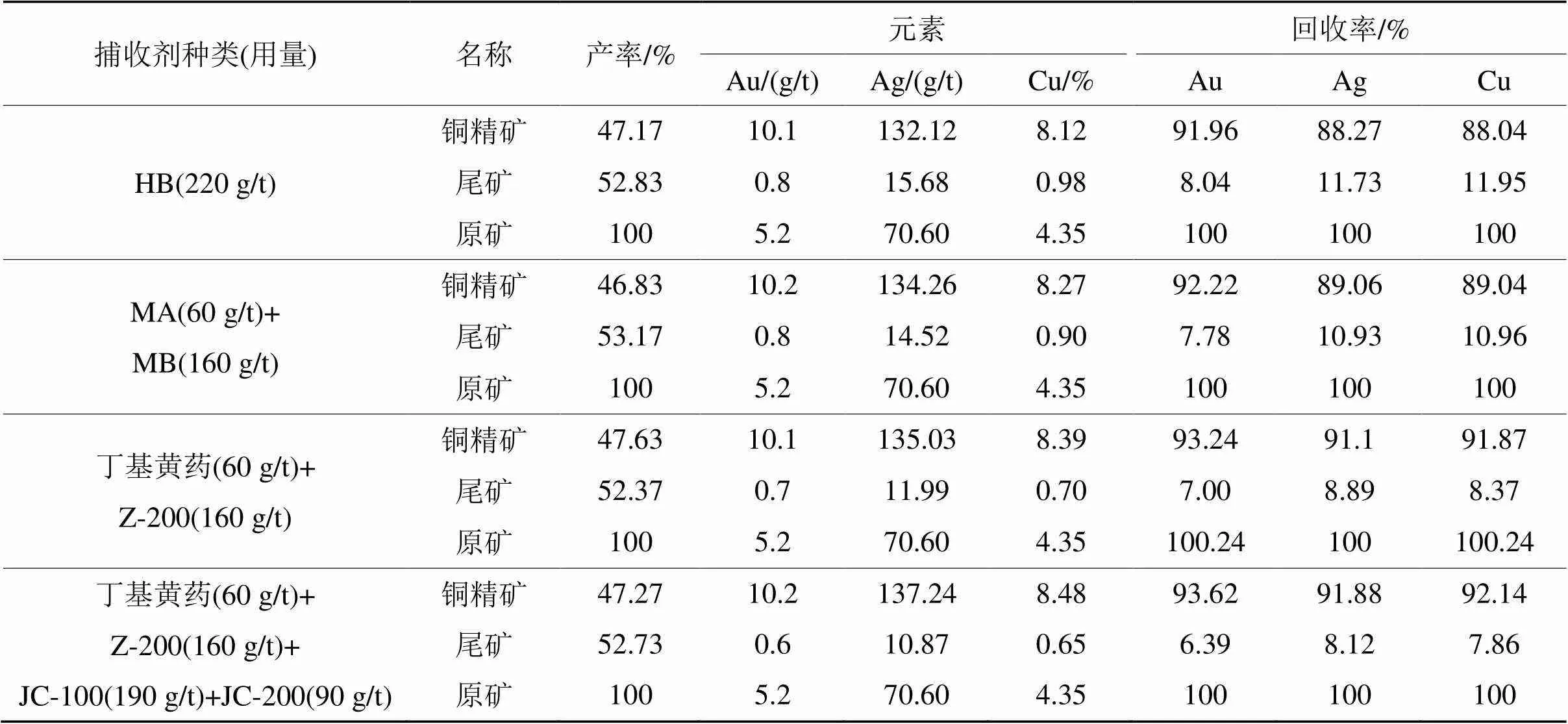
空冷22 h,水冷40 h的熔炼渣,磨矿浓度68%,矿粉细度-0.074 mm粒级占96.44%,调整剂氧化钙300 g/t,起泡剂2#油120 g/t条件下进行捕收剂种类试验,其中捕收剂HB为山东某选矿药剂厂生产,液态,可替代生产中的丁基黄药和Z-200,MA、MB为辽宁某选矿药剂厂生产,MA为固体粉末,可替代生产中的丁基黄药,MB为液态,替代生产中的Z-200药剂,捕收剂种类实验结果列于表3。
由表3可以看出,相对于HB和MA、MB捕收剂,MA和MB配合使用金、银、铜回收率优于HB捕收剂。相对于传统的丁基黄药和Z-200捕收剂而言,以JC-100作为活化剂,丁基黄药和Z-200作为基本捕收剂,配合使用JC-200高效捕收剂浮选金、银、铜回收率分别高达93.62%、91.88%、92.14%。这是由于活化剂JC-100在磨矿过程中溶解了熔炼渣表面的氧化膜,并使其矿物表面金银铜裸露,更利于捕收剂的强烈捕收,JC-100防止矿物过度氧化的同时,也可降低其他捕收剂的用量。采用JC-200作为高效捕收剂,该药剂在分选过程中用于改变矿物表面的化学组分,使之易于吸收捕收剂,促进Z-200、丁基黄药的选择性,使捕收剂更能选择性地吸附在金、银和铜矿物的表面上(包括金、银和铜的单质微粒金属和氧化物),更能提高矿物表面的疏水程度,选择性提高金银铜矿物的可浮性,并能有效抑制微细粒矿泥,因此有效提高金银矿和铜矿物的浮选回收率和精矿品位。
表3 捕收剂种类实验结果
Tab.3 Experimental results of collector types
因此实验最佳药剂制度确定为活化剂JC-100+丁基黄药+Z-200+JC-200高效捕收剂+起泡剂2#油。活化剂JC-100和高效捕收剂JC-200用量将进一步进行优化实验探索。
2.2.5捕收剂JC-200用量
空冷22 h,水冷40 h后的熔炼渣,磨矿浓度68%,活化剂JC-100加入量为200 g/t,矿粉细度-0.074 mm粒级占96.44%,调整剂氧化钙300 g/t,捕收剂丁基黄药60 g/t,Z-200 160 g/t,起泡剂2#油120 g/t条件下进行了高效捕收剂JC-200用量试验,试验结果见图8。

图8 捕收剂JC-200用量对浮选回收率的影响
由图8可以看出,金、银、铜回收率均随着高效捕收剂JC-200用量的增大而提高,当JC-200用量增大至100 g/t后,精矿金银铜品位和回收率不再发生变化,此时金、银回收率分别为93.71%、91.90%、92.25%。为了避免浮选用水过多的引入杂质离子,JC-200用量选取100 g/t。
2.3 熔炼渣浮选闭路实验
根据前文获得的最佳条件:空冷22 h,水冷40 h后的熔炼渣,磨矿浓度68%,磨矿活化剂JC-100 200 g/t,矿粉细度-0.074 mm粒级占96.44%,调整剂氧化钙300 g/t,捕收剂丁基黄药60 g/t、Z-200 160 g/t,高效捕收剂JC-200 100 g/t,起泡剂2#油120 g/t条件下,采用一粗二扫二精闭路流程进行实验,实验流程见图9,结果列于表4。由表4可以看出,通过闭路浮选试验,精矿含金37.1 g/t,银481.24 /t,铜30.21%,金银铜回收率高达97.66%、92.71%、94.44%,获得了较好的技术指标。
2.4 工业应用
2.4.1工艺改造
结合熔炼渣浮选实验研究结果,对原有浮选工艺进行了以下优化:
1) 根据空冷时间浮选条件实验,延长了铜熔炼渣空气冷却时间,将原有的空冷20 h延长至22 h,利于铜相晶粒生成。
2) 按照“多碎少磨”的工艺原则,将破碎流程中振动筛筛网尺寸由15 mm×35 mm更换为12 mm×35 mm,降低破碎产品粒度,提高了球磨效率,使得旋流器溢流矿粉细度-0.074 mm达96%以上。
3) 调整了浮选捕收剂加药点,在球磨时添加活化剂JC-100,降低了矿物在磨矿时的氧化程度,使其金银铜矿物充分裸露,提高了精矿铜品位和浮选回收率。
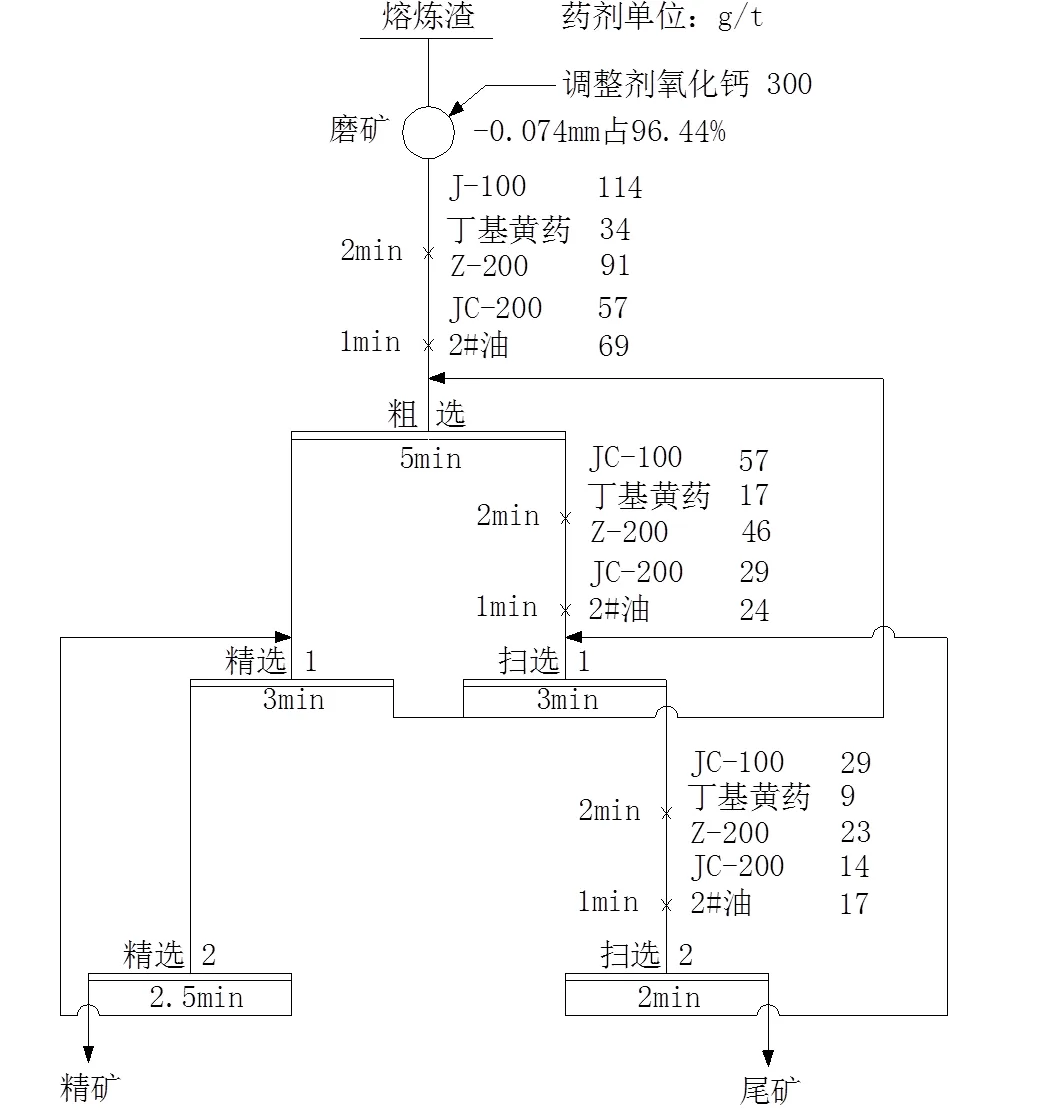
图9 闭路实验流程
表4 浮选闭路实验结果

Tab.4 Test results of closed circuitflotation test
结合实际生产情况,分别对2019年全年期间的浮选生产指标进行了统计,结果如表5所列。由表5可以看出,在未添加活化剂JC-100和高效捕收剂JC-200时(1~5月),精矿金、银和铜回收率分别为94.87%、91.87%和94.09%。采用活化剂JC-100和高效捕收剂JC-200配合丁基黄药、Z-200组合使用后(6~10月),精矿金、银和铜品位提高至22.3 g/t、418.95 g/t和29.17%,回收率分别提高了1.65%、0.49%和0.68%。
2.4.2经济效益测算
按照处理熔炼渣2000 t/d,年生产时间330 d,投入金5.2 g/t,银70.6 g/t,铜4.35%计算,每日多回收金0.139 kg、银1.228 kg、铜0.078 t,精粉价格按金330元/克,银3.5元/克,铜46000元/吨,金计价系数0.70,银0.70,铜0.80计算,年金属回收量增加后增值1637.49万元,减去活化剂JC-100和捕收剂JC-200药剂成本554.40万元,年直接经济效益高达1083.09万元。
表5 生产指标统计(2019年)

Tab.5 Indexes of industrial production (2019)
3 结论
1) 针对造锍捕金熔池熔炼渣采用浮选工艺对其回收,采用JC-100作为活化剂,氧化钙作为调整剂,丁基黄药、Z-200和JC-200作为组合捕收剂,经一粗二扫二精闭路浮选,精矿金、银、铜品位提高至37.1g/t,481.24 g/t,30.21%,金、银、铜回收率高达97.66%、92.71%、94.44%,为造锍捕金工艺提供了优质的配矿原料。
2) 通过浮选小型试验和工业化实践,活化剂JC-100和高效捕收剂JC-200对造锍捕金熔池熔炼渣有较强的捕收性能,在工业化应用上获得了较好的技术指标和经济效益。
[1] 杨天足, 卢一帆, 张杜超, 等. 造锍熔炼富集含砷难处理金矿中金的研究[J]. 贵金属, 2019, 40(2): 5-11.
YANG T Z, LU Y F, ZHANG D C, et al. Enriching gold from refractory arsenic-bearing gold ore by matte smelting method[J]. Precious metals, 2019, 40(2): 5-11.
[2] 郑锡联, 林鸿汉. 某铜冶炼渣选铜尾矿的综合利用研究[J]. 矿产研究与开发, 2015, 35(6): 27-29.
ZHENG X L, LIN H H, Research on comprehensive utilization of copper tailings from a copper smelting slag [J]. Mining research and development, 2015, 35(6): 27-29.
[3] 王俊娥, 陈杭, 衷水平, 等. 缓冷制度对铜渣结晶性能的影响[J]. 有色金属(冶炼部分), 2017(11): 32-37.
WANG J E, CHEN H, ZHONG S P, et al. Effect of slow cooling system on crystallization property of copper slag [J].Nonferrous metals (Extractive metallurgy), 2017(11): 32-37.
[4] 王少青. 粗铜熔炼技术改造[J]. 有色金属, 1992, 21(3): 28-30.
WANG S Q.Coarse copper smelting innovation project [J]. Nonferrous metals, 1992, 21(3): 28-30.
[5] 陈杜娟, 李福兰. 某铜矿冶炼渣铜选矿试验研究[J]. 甘肃冶金, 2016, 38(5): 4-7.
CHENG D J, LI F L. Mineral processing experiment on copper smelting slag[J]. Gansu metallurgy, 2016, 38(5): 4-7.
[6] 俞献林, 何发钰, 尹艳芬, 等. 某铜冶炼渣选铜试验研究[J]. 有色金属科学与工程, 2016, 7(6): 105-109.
YU X L, HE F Y, YIN Y F, et al. Experimental research on copper recovery from copper smelting slag [J]. Nonferrous metals science and engineering, 2016, 7(6): 105-109.
[7] 杞学峰. 铜冶炼渣浮选生产实践[J]. 中国金属通报, 2015(S1): 12-16.
QI X F. Flotation production practice of copper smelting slag[J]. China metal bulletin, 2015(S1): 12-16.
[8] 金锐, 王景双, 龙秋容. 复杂铜冶炼渣浮选试验研究[J]. 江西有色金属, 2009, 23(1): 12-14.
JIN R, WANG J S, LONG Q R. On the floatation technology of complicated copper smelting slag[J]. Jiangxi nonferrous metals, 2009, 23(1): 12-14.
[9] 王祖旭. 云南某铜冶炼渣浮铜试验[J]. 金属矿山, 2014(1): 163-166.
WANG Z X. Research on copper recovery from a copper slag in Yunnan[J]. Metal mine, 2014(1): 163-166.
[10] 王志国, 刘承帅. 浮选回收铜冶炼炉渣浮选设备研究[J]. 有色冶金设计与研究, 2014, 35(9): 9-11.
WANG Z G, LIU C S. Research on floatation equipment for copper smelting furnace slag recovered by flotation method[J]. Nonferrous metals engineering & research, 2014, 35(9): 9-11.
[11] 杨慧芬, 袁运波, 张露, 等. 铜渣中铁铜组分回收利用现状及建议[J]. 金属矿山, 2012 (5): 165-168.
YANG H F, YUAN Y B, ZHANG L, et al. Present situation and proposed method of recycling iron and copper from copper slag[J]. Metal mine, 2012 (5): 165-168.
[12] 朱海峰. 铜炉渣矿物学特性及浮选基础研究[D]. 长沙: 中南大学, 2014: 50-51.
ZHU H F. Study on the mineralogy process and flotation basic research of copper slag[D]. Changsha: Centralsouth University, 2014: 50-51.
[13] 周松林, 耿联胜. 铜冶炼渣选矿[M]. 北京: 冶金工业出版社, 2014: 6-7.
ZHOU S L, GENG L S. Copper smelting slag beneficiation[M].Beijing: Metallurgical Industry Press, 2014: 6-7.
[14] HERREROS O, QUIROZ R, MANZANO E, et al. Copper extraction from reverberatory and flash furnace salgs by chlorine leaching[J]. Hydometallurgy, 1988, 49(1/2): 87-101.
[15] 胡建杭, 王华, 刘慧利, 等. 铜渣在不同煅烧温度的晶相结构[J]. 湖南科技大学学报, 2011, 26(2): 97-100.
HU J H, WANG H, LIU H L,et al.Polycrystalline structure of copper slag at different calcining temperature [J]. Journal of Hunan University of Science & Technology, 2011, 26(2): 97-100.
[16] 黄红军. 含铜炉渣晶相调控浮选新工艺研究[J]. 有色金属(选矿部分), 2012(6): 16-19.
HUANG H J.A new technology for crystal phase regulating flotation of copper-containing slag[J]. Nonferrous metals (mineral processing section), 2012(6): 16-19.
[17] 汤海波. 铜冶炼主要副产物处理与综合利用工艺研究[D]. 武汉: 武汉科技大学, 2014: 78-79.
TANG H B. Research on the process of comprehensive treatment and utilization of copper smelting main by-product[D]. Wuhan: Wuhan University of Science and Technology, 2014: 78-79.
[18] 张国. 铜冶炼渣浮选回收铜的试验研究[J]. 新疆有色金属, 2016(6): 80-83.
ZHANG G. Experimental study on copper recovery from copper smelting slag[J]. Xinjiang nonferrous metals, 2016(6): 80-83.
Comprehensive Recovery Study of Gold, Silver and Copper by Beneficiation Technology from Copper Smelting Slag in a Concentrator and Its Application
LÜ Chao-fei1, SU Chen-xi1, GAO Lei2, TAO Kun2, ZHANG En-hua1, XUE Jian-sen1, WANG Xin-hua3, CHEN Peng1
(1. SDIC Jincheng Metallurgy Co. Ltd., Lingbao 472500, Henan, China;2. State Key Laboratory of Mineral Processing Science and Technology, BGRIMM Technology Grop., Beijing 100160, China; 3. Kunming Shengshuang Technology Co. Ltd., Kunming 650034, China)
A beneficiation plant in Henan adopted the process of air cooling- water quenching-flotation process to recover gold, sliver and copper in smelting slag, and the effects of slow cooling duration, grinding fineness, flotation modifier dosage, collector type and dosage on gold, silver and copper flotation recovery rates were studied. The copper smelting slag was first cooled down by air for 22 h and then water for another 40 h, then grinded with the self-made activator JC-100 dosage of 200 g/t for 80 min to obtain the particle fineness of -0.074 mm which was account for 96.44%. The flotation process was carried out using 300 g/t of calcium oxide regulator, 60 g/t of isobutyl xanthate, 160 g/t of Z-200, 60 g/t of self-made JC-200 dosage and 120 g/t of foaming agent 2#oil. The recovery rates were 97.66%, 92.71% and 94.44% for gold, silver and copper, respectively after adopting a closed-circuit flowchart consisting of one stage of roughing, two stages of scavenging and two stages of cleaning. After the existing production process was reasonably improved based on these results, the recovery rates were remarkably enhanced, and the economic benefits were obvious.
gold collection in matte; copper smelting slag; slow cooling system; flotation conditions; recovery rate
TD982;TD923
A
1004-0676(2020)03-0031-08
2019-11-10
国家重点研发计划(政府间国际科技创新合作重点专项2016YFE0116300)
吕超飞,男,工程师,研究方向:贵金属和有色金属选冶新方法研究。E-mail:lvchaofei6294359@126.com
猜你喜欢
石油学报(石油加工)(2022年6期)2022-11-16 13:14:22
金属矿山(2021年8期)2021-09-09 10:30:42
化工环保(2021年3期)2021-06-17 08:06:48
环境卫生工程(2021年1期)2021-03-19 05:22:42
中国海上油气(2018年4期)2018-09-11 09:46:06
世界有色金属(2018年9期)2018-07-12 10:59:50
农业环境科学学报(2017年2期)2017-03-20 14:57:36
中国糖料(2016年1期)2016-12-01 06:49:01
无机盐工业(2016年4期)2016-03-15 18:34:14
石油化工(2015年9期)2015-08-15 00:43:05
