
叶丝加料机料液温度稳定性的分析与改进
2020-01-19 01:19:08刘卫民程书根
商品与质量 2019年33期
刘卫民 程书根
河南中烟工业有限责任公司驻马店卷烟厂 河南驻马店 463000
SJ1235A型叶丝加料机为郑州烟草研究院和秦皇岛烟草机械有限责任公司研发的,与传统的叶片加料机相比,由于叶丝表面积增大,且烟丝组织疏松更有利于料液吸收至其内部,加料的均匀性及料液的有效利用率得以提高[1]。
1 存在问题
叶丝加料是制丝的一种新工艺,其加料方式采用的是本地现场加料(图1)。料液通过气动隔膜泵从移动料液箱抽至两个料液储存罐YS1和YS2内,然后通过蒸汽对罐壁加热达到加温的目的。
为使料液与物料温度保持一致,所以料液温度要求为50±5℃。料液加热完成后,被输送至加料机喷嘴管路前段,通过压缩空气的引射作用被雾化后均匀喷洒至物料上。根据MES对料液温度数据的采集,经分析发现:在线生产过程中使用的同一料罐内的料液其温度标偏高达1.785℃,如图2所示。
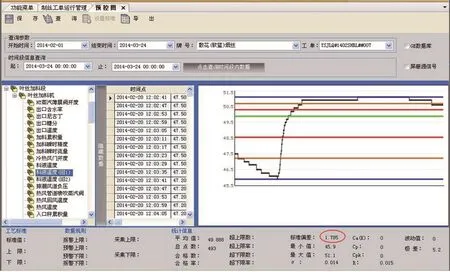
图2 料液温度趋势图
2 改进措施
2.1 问题分析
经现场观察分析,我们认为造成生产过程中同一料罐内料液温度波动大的原因主要是:
(1)料罐内料液粘度较大。一罐料液重量为300公斤,搅拌时混合不均匀,造成上下层温差大。
(2)料罐加热控制模式粗放。料罐加热控制模式为低于设定值3℃时,蒸汽加热管路电磁阀打开,高于设定值3℃时关闭,这样很容易造成罐内料液一段时间内温度的过高或过低,形成震荡,即控制精度差[2]。
2.2 改进实施
(1)针对料罐内料液搅拌不均匀,在料罐搅拌器原有的基础上增加了一组叶片(图3)。在驱动电机的驱动下,能有效把料液充分搅拌,解决了上下层温差较大的情况。改进后的料罐温度有好转,标准偏差值在1.1℃左右,较改进前有了一定程度的下降。
(2)通过在常温至设定值之间划分为几个控制区间,利用温度传感器检测的反馈信号,根据偏差的大小采用不同的调节参数控制电磁阀的导通与关闭[3]。即从常温状态到39℃时电磁阀一直打开加热,当温度超过39℃时,就利用脉冲控制电磁阀让其间歇工作,即打开15秒关闭45秒;其他区段也采用同样的方法控制电磁阀间歇工作,所不同的是根据设定值与实际值的差值大小不同控制电磁阀工作时间的长短不同,如图4所示。料液温度控制程序改进后,料罐温度取得明显效果,曲线震荡的问题得到圆满解决。

图3 改进后的料罐搅拌器示意图

图4 电磁阀温度控制区间
3 改进效果
连批过料时,需要罐YS1和YS2来回切换,通过MES数据采集的转换,将不同料罐的温度数据连接在一起,形成叶丝加料的实时料液温度趋势图,如图5所示。可以看出温度标偏降为0.43℃,达到了我们的预期目的。料罐温度分段控制实施后,随机抽取10个批次的料液温度标偏(每天随机抽取1批),由表可以看出,通过改进搅拌器结构及实行料液温度的分段控制,有效解决了料液温度震荡的问题,保证对叶丝加料的质量要求。
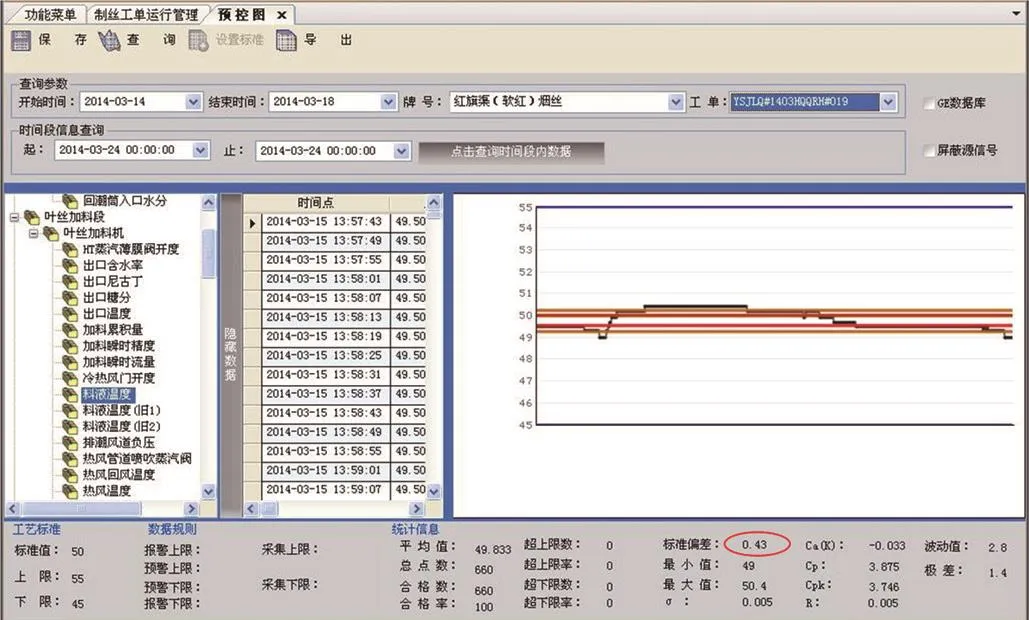
图5 改进后的实时料液温度趋势图

表1 改进后的料液温度标偏调查表
猜你喜欢
烟草科技(2022年11期)2022-12-20 05:58:40
烟草科技(2019年11期)2019-12-13 06:23:26
消费导刊(2019年31期)2019-03-13 05:16:22
昭通学院学报(2018年5期)2018-12-06 03:00:12
学苑创造·B版(2017年12期)2018-01-17 19:09:34
中国老区建设(2016年12期)2017-01-15 13:53:58
中国老区建设(2016年12期)2017-01-15 13:53:56
大众科技(2015年8期)2015-12-17 05:56:26
河南科技(2015年8期)2015-03-11 16:23:33
中国水利(2015年17期)2015-01-26 23:27:10
