
云南磷矿选矿产业化开发利用及发展历程
2020-01-18 13:10:38刘丽芬李耀基柏中能夏敬源
云南化工 2019年11期
刘丽芬,李耀基,柏中能,夏敬源
(1.云南磷化集团有限公司,云南 昆明650600;2.国家磷资源开发利用工程技术研究中心,云南 昆明650600;3.云天化股份有限公司,云南 昆明650228)
云南是我国的富磷省份之一,磷资源主要赋存地为滇池地区,滇池周围磷资源总量占全省总量的50%以上,磷矿石产量占全省的98%,主要是露天开采,上层风化矿由于长期风化作用,部分碳酸盐分解淋漓使P2O5品位相对富集、MgO杂质含量大大降低[1]。针对中高品位风化磷矿石特点,在20世纪80年代末开发了擦洗脱泥工艺技术,以1989年云南磷化集团海口磷矿30万t/a擦洗厂建成投产为标志,采用破碎筛分、擦洗分级脱泥处理,脱除部分泥质物,得到优质磷精矿,使云南中高品位风化富矿得到了有效利用[2]。随着上层风化矿的逐渐减少,这种优势逐渐失去。随着开采埋藏的加深和风化富矿的不断减少,开采的大量中低品位半风化、原生矿石,由于品位低、脉石矿物含量高、有用矿物和脉石矿物胶结共生、镶嵌关系复杂,属于世界公认的难选矿种之一。多来年,云南磷化集团有限公司自主研发和省院省校合作攻关,破解了胶磷矿选矿难题,于2007年底建成云南省第一套海口200万吨/年浮选装置,标志着云南省胶磷矿浮选产业化开发利用的开端。2008年、2011年相继建成安宁200万吨/年、晋宁450万吨/年浮选装置,经过几年改扩建,三套浮选装置处理能力达到990万吨/年。随着三套浮选装置的成功应用,胶磷矿浮选技术辐射到全省。一些磷复肥企业也增加浮选装置以缓解原料矿品质降低的问题。目前全省胶磷矿浮选规模在1700万吨/年左右,而且呈逐年上升的趋势,浮选磷精矿已经成为支撑云南磷复肥企业发展的主要原料来源。
1 云南磷资源状况及特点
1.1 磷资源状况
云南是我国的富磷省份之一,拥有丰富的磷矿资源,远景储量达233.06亿吨,根据前瞻数据:截至2015年底,云南磷矿石资源储量40.20亿吨,矿石平均品位22.20%,富矿比例少,可采量少,能直接加工利用的更少[3]。磷矿属于早寒武纪梅树村期浅海相沉积磷块岩,它是被若干群岛、古陆、水下隆起所环抱,而封闭条件较好的海湾泻湖形成磷酸盐盆地,形成于古生届下寒武统梅树村阶(约6.0亿年)[4]。磷矿分布相对集中,但极不平衡,主要分布在南起玉溪的华宁、江川,北经晋宁、海口、安宁、寻甸、曲靖、东川、会泽至昭通永善。除滇池周围已经进行了详勘等级以上的地质工作外,大部分只进行了普查。目前,滇池—抚仙湖周围地区是云南磷资源开发的主要区域,曲靖滇东北地区是云南磷矿资源开发的次要区域。其中滇池周围是主要磷矿生产基地。
1.2 磷矿石的特点
云南磷矿主要为胶磷矿,据统计,胶磷矿平均含量62.68%,此外还有少量的细晶磷灰石及次生的银星石、磷铝石等。胶磷矿在磷矿石中呈颗粒和胶结物两种形式存在,其中,以颗粒和胶结物存在的比例分别占53.31%和9.37%;此外,在胶磷矿中都有不同程度地混入的脉石矿物。磷矿石资源中P2O5含量在20%以下占了一半以上,主要是硅钙型磷块岩,普遍赋存于下矿层和埋藏于深部,伴生的脉石矿物主要为白云石、方解石、玉髓、石英、粘土矿物,还有少量的海绿石、黄铁矿及炭质物等,有害杂质的特点是镁高、硅高。胶磷矿有碳酸盐型、硅质及硅酸盐型和混合型等,类型齐全[5]。
2 云南胶磷矿选矿产业化发展历程
2.1 擦洗脱泥工艺的发展情况
上层风化矿由于长期风化作用,部分碳酸盐分解淋漓使P2O5品位相对富集、而MgO杂质含量大大降低,上层风化矿主要采用擦洗脱泥工艺,脱除泥质(SiO2、AL2O3)及微细粒部分即可以得到优质磷精矿。
云南磷化集团有限公司在20世纪80年代末开发了擦洗脱泥工艺技术,1989年建成云南第一套海口磷矿30万吨/年风化胶磷矿擦洗脱泥示范装置,并相继于1990年、1991年相继建成海口磷矿60万吨/年、晋宁磷矿100万吨/年擦洗脱泥装置,2004年建成昆阳磷矿80万吨/年擦洗厂。为了合理利用磷矿资源,提高磷矿品质,支撑云南磷化工支柱产业的不断发展,九十年代,许多有磷矿资源的矿山附近相继建设起了多座擦洗装置,仅玉溪和滇池周边地区就建了100多套擦洗脱泥装置,通过洗矿机和振动筛配合,把磷矿根据不同粒度分为黄磷矿和酸法用矿,以满足后续磷化工深加工的需要。近年来,随着上层风化矿逐渐减少,擦洗脱泥装置也随之关停了不少,除了晋宁磷矿100万吨/年、尖山磷矿100万吨/年和部分私营小擦洗装置还在间断生产之外,大部分擦洗装置均因没有原料矿而停产。
2.2 浮选工艺发展情况
2.2.1 浮选技术研究攻关情况
早在“六五”、“七五”期间,云南磷化集团有限公司就致力于中低品位胶磷矿利用研究。期间联合连云港设计研究院进行中低品位硅质及硅酸盐类型磷矿的开发利用攻关,开发出加温(40℃)左右直接正浮选工艺,捕收剂为纸浆废液和氧化石蜡皂,主要是脱除硅酸盐杂质富集有用磷矿物。针对磷精矿中碳酸盐(MgO)杂质高的问题,后续开发了抑制碳酸盐(MgO)杂质的S77和S808等系列抑制剂,以期实现“抑硅抑镁浮磷”的一步法浮选工艺,虽然有一定的效果,但是该类药剂对环境有影响,未得到推广。应用“六五”、“七五”攻关成果,在海口磷矿建成50吨/天的加温正浮选中试装置,处理27.0%~28.0%的P2O5风化胶磷矿,通过加温40℃正浮选一次粗选二次精选,得到w(P2O5)≥35.0%、w(SiO2)≤8.0%的优质低硅磷精矿。并于1994年扩建为10万吨/年脱硅磷精矿浮选装置,该装置是我省最早的小规模胶磷矿浮选装置。
为了进一步探索中低品位胶磷矿产业化开发利用的有效途径,由云南省政府牵头“八五”科技攻关由昆明冶金研究院承担,对滇池地区的海口磷矿、晋宁磷矿、昆阳磷矿几个矿区的中低品位矿石进行重选研究。由于胶磷矿中有用矿物和脉石矿物的比重差较小,无论采用何种重选设备,均不能实现有用矿物和杂质的有效分离,得到合格磷精矿,而开发出了重—浮联合选矿工艺,即采用重选分离出一部分粗精矿,另外一部分采用浮选得到合格精矿,两种流程所得精矿混合作为最终磷精矿,该工艺因精矿品质不高、流程复杂、成本高而未产业化。
2.2.2 浮选产业化技术开发与应用情况
为了进一步推进胶磷矿选矿产业化进程,在云南省科技厅的大力支持下,云南磷化集团与武汉化工学院合作完成“云南中低品位胶磷矿选矿技术开发与产业化”省院省校合作项目。为了提高精矿产率、回收率、降低生产成本,以实现先期浮选产业化应用的条件,选择含P2O524%~25.0%的中品位进行研究攻关,开发了“常温无碱”正反浮选工艺流程[3],2000年、2003年海口磷矿完成吨级连续扩大试验和10万吨/年工业试验,各项指标达到预期要求,试验成果作为海口200万吨/年浮选厂建设设计依据。该装置于2007年建成投产,成为云南省第一套胶磷矿浮选产业化装置,标志着云南胶磷矿浮选产业化开发利用的开端。2008年、2011年相继建成安宁200万吨/年、晋宁450万吨/年浮选厂,示范了云南中低品位胶磷矿浮选技术的产业化应用。
经过几年改扩建,三套浮选装置处理能力达到990万吨/年。
随着三套浮选装置的成功应用,胶磷矿浮选技术辐射到全省。2012年云南三明鑫疆矿业有限公司配套擦洗装置建设了30万吨/年浮选车间,浮选磷精矿与擦洗磷矿混配销售;随着富矿资源的减少,一些磷复肥企业,在其化工装置前段增设浮选装置,除杂提磷以满足其后段工艺需求,例如:云南盛威公司60万吨/年、安宁祥丰金麦化工有限公司260万吨/年、东川川金诺有限公司60万吨/年、金正大60万吨/年、寻甸中化云龙100万吨/年、红磷有限公司180万吨/年等。目前全省胶磷矿浮选规模在1700万吨/年左右,而且呈逐年上升的趋势,浮选磷精矿已经成为支撑云南磷复肥企业发展的主要原料来源。
2.2.3 浮选产业化装置设计及运行情况
海口200万吨/年和安宁200万吨/年浮选厂设计为正反浮选工艺流程,正浮选脱除硅酸盐(SiO2)杂质、反浮选脱除碳酸盐(MgO)杂质,主设备为浮选机,海口浮选厂为50m3浮选机、安宁为30m3浮选机。晋宁450万吨/年浮选厂,设计为两种工艺流程、处理两类矿石,其中晋宁150万吨/年装置设计为正反浮选工艺流程,主设备浮选机为30m3浮选机;昆阳300万吨/年为单一反浮选柱-槽联选工艺流程,共两个系列,单系列粗选为四台Φ4.5×10m浮选柱并联、精选为四台130m3浮选机串联,大型浮选柱和浮选机都是国内首次使用于胶磷矿浮选。晋宁450万吨/年浮选装置见下图1~图3。

图1 晋宁450万吨/年浮选厂

图2 晋宁150万吨/年浮选装置

图3 昆阳300万吨/年柱槽联选装置
海口200万吨/年、安宁200万吨/年设计为正反浮选工艺流程,正浮选脱除硅酸盐(SiO2)杂质、反浮选脱除碳酸盐(MgO)杂质,晋宁450万吨/年设计为正反浮选和单一单,试生产调试结束后,均改为单一反浮选工艺流程生产至今,随着磷资源的不断减少,入选原矿品位逐年下降。2019年上半年生产统计数据与设计对比结果见表1。
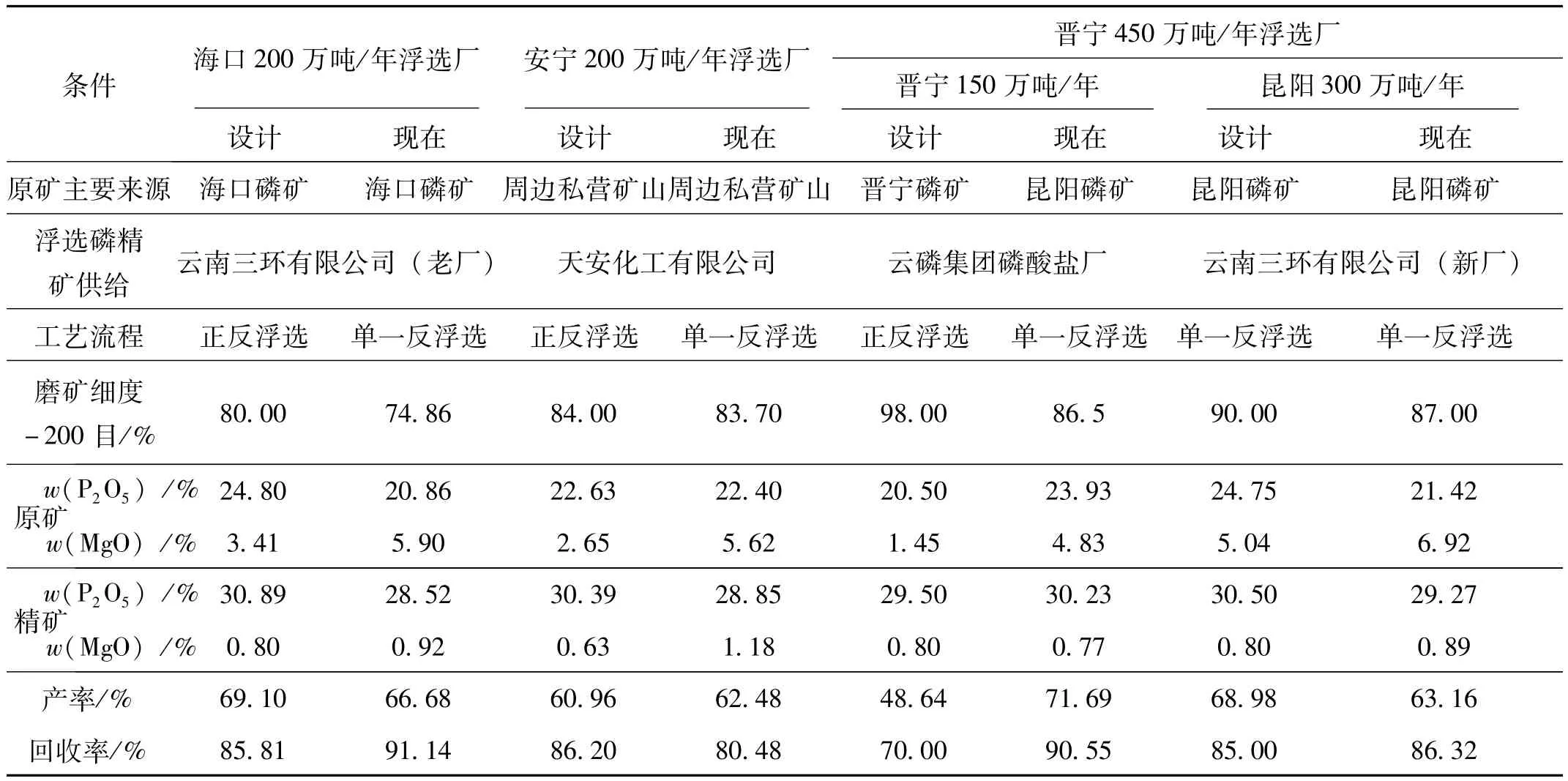
表1 三个浮选厂设计及目前运行情况表
目前,除了晋宁系列磷精矿提供磷酸盐厂生产MDCP之外,其余系列入选原矿品位、浮选磷精矿品位都低于设计值。
根据表中数据,入选原矿品位均低于设计值,三套浮选厂建成投产后,浮选磷精矿通过浓缩以矿浆形式直接供给后续磷化工装置使用,实现矿化结合,减少了磨矿、精矿过滤脱水环节,降低了磷酸生产成本。
3 目前浮选装置存在的问题和未来发展方向
3.1 目前浮选装置存在的问题
目前云南胶磷矿选矿装置,无论是直接建设的浮选厂或者化工厂增设的浮选装置,均采用单一反浮选脱除碳酸盐杂质、富集磷矿物工艺。除了MDCP原料(MER≤0.08)供给要求较高之外,磷肥企业所需产品w(P2O5)≥28.50%、w(MgO)≤0.8%、w(R2O3)≤2.8%、MER≤0.125。从目前的资源情况看,适宜单反浮选的中低品位矿石毕竟是有限的,经过10年的消耗,这部分资源已急剧减少,不久的将来单反浮选装置将面临原料矿不足的困境。
随着入选原矿P2O5品位的降低,硅酸盐(SiO2)、倍半氧化物R2O3(Fe2O3+Al2O3)等杂质逐渐升高,单一反浮选流程无法脱除SiO2和R2O3杂质,造成浮选磷精矿MER值[(MgO+Fe2O3+Al2O3)/P2O5]升高、超标的问题,难于满足后续磷化工生产的需要。
目前因为能脱除多种脉石矿物的正反(反正)浮选、双反浮选工艺成本高,产业化生产条件不成熟、不经济,而难以应用。为此,有针对性的开发适于不同类型、不同品级的低成本对环境无影响的胶磷矿浮选工艺流程和药剂,是近期及今后急需攻克的问题。
3.2 未来发展方向
有针对性的开发不同类型、不同品级的与胶磷相适应的选矿工艺,既能脱除碳酸盐(MgO)又能脱除硅酸盐(SiO2)及倍半氧化物的正反(反正)浮选、双反浮选等工艺和匹配的高效、环保、经济药剂将成为主流。
开发浮选和化工耦合利用技术,利用各自的优势,实现选矿和化工共同除杂提质,达到降低生产成本和满足后续磷化工需求,有效提高磷资源的综合利用率。
研究开发浮选尾矿再利用技术和途径,减少尾矿排放堆存,进一步提高磷资源利用率,争取实现磷资源全量化利用。
4 结论
云南磷资源丰而不富,除了少量上层风化矿品质好,可以直接使用或者采用简单的擦洗脱泥装置处理之外,90%以上的中低品位胶磷矿需要经过选矿加工才能用于后续磷深加工。经过多年的努力,中低品位胶磷矿选矿产业化技术取得了长足的发展和进步,迈上了新台阶,走向了新高度。继续进行选矿工艺研究攻关,进一步提升胶磷矿选矿工艺的适应性,使云南的磷矿资源综合利用率得到了有效提高,有力地支撑了云南磷复肥工业的发展。以确保中低品位胶磷矿得到综合利用。
猜你喜欢
设备管理与维修(2022年21期)2022-12-28 07:35:16
昆钢科技(2022年2期)2022-07-08 06:35:56
有色金属(矿山部分)(2021年4期)2021-08-30 06:10:52
矿产勘查(2020年5期)2020-12-19 18:25:11
北京园林(2020年1期)2020-01-18 05:19:26
时代风采(2019年3期)2019-12-13 01:53:25
社会主义论坛(2018年3期)2018-12-11 11:54:30
中国化肥信息(2018年5期)2018-08-04 03:16:10
材料研究与应用(2015年4期)2015-08-23 11:39:40
筑路机械与施工机械化(2014年5期)2014-03-01 02:59:14
