20钢-铝青铜焊接接头的组织和高周次疲劳性能研究
2020-01-17 01:28:42吕堂祺施睿贇张元恒李晓虹高玉来
上海金属 2020年1期
吕堂祺 丁 凯 施睿贇 张元恒 李晓虹 高玉来
(1.上海船舶设备研究所,上海 200031;2.上海大学 先进凝固技术中心,上海 200444;3.上海大学材料科学与工程学院,上海 200444)
能最大限度利用不同材料特性的异种材料焊接技术已在航空、航天、造船、汽车等诸多工业领域广泛应用[1-3]。铝青铜具有优异的导电性、导热性、耐磨性、耐蚀性和润滑性等特性,应用广泛[4-5]。但铝青铜的强度较低,难以满足某些结构件的强度要求,因此需与钢焊接在一起。
将铝青铜与钢焊接在一起的制造技术广泛用于承受高周次循环载荷的结构件,如海洋钻井自升式平台X-Y滑移装置中的铝青铜与EH36高强钢的焊接件[6]等。高周次循环载荷易导致焊接接头高周疲劳破坏,因此铝青铜与钢的焊接构件需具有优异的高周次疲劳性能。然而,在焊接铝青铜和钢时,二者的熔点、热导率、线膨胀系数和力学性能有较大差异,焊接接头中易产生焊接缺陷[7]和不均匀组织[8],从而严重影响其高周次疲劳性能。Shao等[9]研究了9Cr-CrMoV钢焊接接头的高周次疲劳性能,发现焊接接头中的夹杂和气孔是导致疲劳断裂的主要原因。Zhu等[10]研究了微观组织和显微缺陷对CrMoV钢高周疲劳性能的影响,认为组织不均匀对高周疲劳性能的影响要大于显微缺陷。总之,研究铝青铜与钢的焊接接头的高周疲劳性能具有重要的现实意义。
本文采用手工钨极氩弧焊工艺焊接20钢和铝青铜;采用光学显微镜观察焊接接头的显微组织;采用扫描电镜分析高周疲劳断口形貌,结合能谱分析判断引起疲劳断裂的裂纹源,根据焊接接头组织与疲劳性能的关联性,提出有效改善焊接接头疲劳性能的措施。
1 试验材料与方法
研究用20钢和铝青铜以及S214焊丝的化学成分分别列于表1和表2。焊接工艺为手工钨极氩弧焊,单层单道次焊接。测定焊接接头的室温高周疲劳性能。疲劳试验过程示意图如图1所示。基础载荷为44.5 MPa,试验频率为15 Hz,当加载端的位移值达到1.5 mm时,系统将判定焊接接头中已产生裂纹并自动停机。

表1 试验用20钢的化学成分(质量分数)Table 1 Chemical composition of the tested 20 steel(mass fraction) %

表2 试验用铝青铜和焊丝的化学成分(质量分数)Table 2 Chemical compositions of the tested albronze and welding wire(mass fraction) %

图1 20钢-铝青铜焊接接头的疲劳试验示意图Fig.1 Schematic of the fatigue test for the welded joint of 20 steel and albronze
2 结果与讨论
2.1 高周疲劳断口形貌
图2为1号20钢-铝青铜焊接接头高周疲劳试样断口的宏观形貌。从图2可以看出,疲劳断口中仅有焊缝和20钢,说明在高周疲劳试验过程中铝青铜侧母材和热影响区不是焊接接头的薄弱环节。对疲劳裂纹扩展方向的反推可知,疲劳裂纹起始于焊缝与20钢的熔合线附近。对疲劳断口局部放大后发现,1号焊接接头中存在较严重的铜熔入。钨极氩弧焊工艺的热输入较大[11],加之在焊接过程中由于手工焊接不稳定,进一步增大了局部热输入,导致20钢表面局部过熔,严重破坏了20钢表面的平整,在焊接接头中形成了尺寸约4.37 mm的过焊铜熔入缺陷(图2(b))。根据疲劳裂纹的扩展路径可以断定,1号焊接接头的疲劳裂纹源为过焊导致的铜熔入焊接缺陷。
图3为2号20钢-铝青铜焊接接头高周疲劳试样断口的TEM形貌。从图3可以看出,导致2号接头高周疲劳断裂的裂纹源为焊接产生的气孔,气孔区具有典型的枝晶形貌,气孔尺寸约为227.7μm。对气孔周围进行能谱面扫描发现,气孔位于邻近20钢熔合线的焊缝。由于铝青铜中含有一定量的氧,焊接过程中氢向铜中扩散,高温下形成了H2和H2O气体,且不溶解于铜,快速凝固时聚集,来不及逸出,导致焊缝中形成了气孔[12]。根据疲劳裂纹扩展路径判定,2号焊接接头的疲劳裂纹源为气孔缺陷。
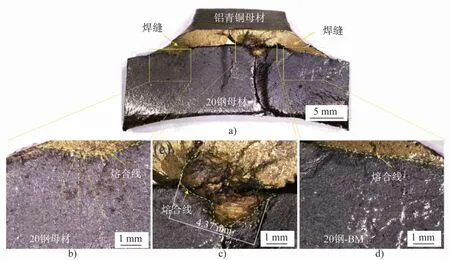
图2 1号焊接接头高周疲劳试样断口的宏观形貌Fig.2 Micrographs of fracture of the high-cycle fatigue test specimen for the joint No.1

图3 2号焊接接头高周疲劳试样断口的微观形貌Fig.3 Micrographs of fracture of the high-cycle fatigue test specimen for the joint No.2
图4为3号焊接接头高周疲劳试样断口的微观形貌。从图4可以看出,焊接接头疲劳断裂起始于20钢侧熔合线附近。能谱mapping模式检测发现,3号焊接接头疲劳断裂的裂纹源为邻近熔合线的焊缝中的铁熔入,是由于焊接过程中局部焊接热输入过大所致。
2.2 显微组织
采用相同工艺焊接的20钢-铝青铜焊接接头高周次疲劳试验结果表明,20钢侧的熔合线区域的疲劳性能较差,其显微组织如图5所示。从图5可以看出,在邻近熔合线的焊缝区有明显的铁熔入和焊接缺陷。20钢侧熔合线区域的局部组织如图6所示,可以看出,接头中在邻近20钢熔合线的焊缝区存在未熔合和气孔等焊接缺陷(图6(c、d)),以及因焊接热输入过大导致的铁熔入(图6(e))。图6(f)为 20钢母材的显微组织,为珠光体和铁素体[13]。受焊接热影响,20钢热影响区的组织为贝氏体。
3 结论
(1)20钢-铝青铜焊接接头焊缝区的组织为α-Cu,热影响区20钢的组织为贝氏体,存在未熔合、气孔、过焊铜熔入、过焊铁熔入等焊接缺陷。

图4 3号焊接接头高周疲劳试样断口的微观形貌Fig.4 Micrographs of fracture of the high-cycle fatigue test specimen for the joint No.3

图5 20钢-铝青铜焊接接头截面的全貌图Fig.5 Overall view of cross-section of the welded joint of 20 steel and albronze
(2)20钢-铝青铜焊接接头高周疲劳试样断口均无热影响区铝青铜和母材铝青铜,疲劳断裂起始于20钢侧熔合线附近,气孔、过焊导致的铜、铁熔入等焊接缺陷是疲劳断裂的裂纹源。
(3)铜与钢的热导率差异、钨极氩弧焊工艺的焊接热输入较大和手工焊稳定性差,是造成20钢-铝青铜焊接接头中产生焊接缺陷和不均匀组织并最终导致接头疲劳断裂的主要原因。降低焊接热输入、提高焊接过程的稳定性可减少甚至消除20钢-铝青铜焊接接头中的焊接缺陷,提高焊接接头的高周疲劳性能。
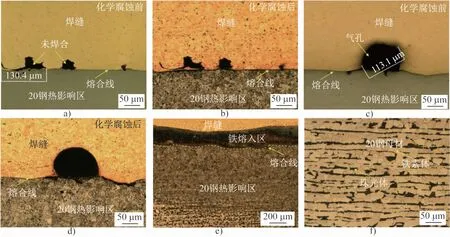
图6 20钢-铝青铜焊接接头邻近熔合线的20钢腐蚀前(a,c)、后(b,d)的显微组织和20钢热影响区(e)、20钢母材(f)的显微组织Fig.6 Microstructures of 20 steel adjacent to the fusion line before(a,c)and after(b,d)being etched,and microstructures of the 20 steel in HAZ(e)and the parent20 steel(f)
猜你喜欢
干旱地区农业研究(2022年1期)2022-01-28 04:51:30
装备制造技术(2020年9期)2021-01-26 00:14:42
收藏家(2021年10期)2021-01-17 14:02:35
艺术品鉴(2020年7期)2020-09-11 08:04:44
装备制造技术(2019年12期)2019-12-25 03:06:52
科技创新与品牌(2019年12期)2019-02-06 04:03:29
电子制作(2017年19期)2017-02-02 07:08:44
焊接(2016年10期)2016-02-27 13:05:35
中国铸造装备与技术(2015年5期)2015-12-10 10:23:33
大众考古(2015年10期)2015-06-26 07:59:54