
异型地圆天方转换节点展开过程详解及扩展
2020-01-17 08:07杨宝白亚洲张泽珊陈宏
商品与质量 2019年42期
杨宝 白亚洲 张泽珊 陈宏
中建钢构四川有限公司 四川成都 620564
1 节点简介
某超高层外框巨柱在某标高做地圆天方转换,下部为直径2.8m的圆柱,上部为2.4m的方柱。设计高度4m,板厚为70mm。
2 各种展开方法的对比
2.1 常规造型
圆方节点由四个三角形和四个锥面组成。锥面的放射线在方口端交于一点。

图1 3D模型
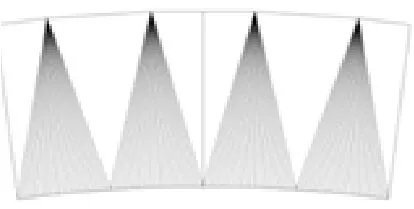
图2 展开图
加工时压制线都在方口端交点挤压,板越厚挤压空间越小越难加工,成型难保障,交点积压处易产生“皱褶”、撕裂等缺陷。
可用在交点处开口成型后把挤压一起的结合缝全熔透焊接的办法。缺点是开口大小及成型效果不能预判。板越厚开口越大,开口小了又不好压制,要边压边修正。若缩小比例降低板厚来试压,调好缺口大小再用于实际中厚板材,但需多次调试浪费人力,物力,财力。且每个工程圆方转换节点的尺寸均不同,故每次展开都是一次新的过程[1]。就算成型效果可以,还需要对此处结合缝做相应的焊接工艺,把缺口补焊好。
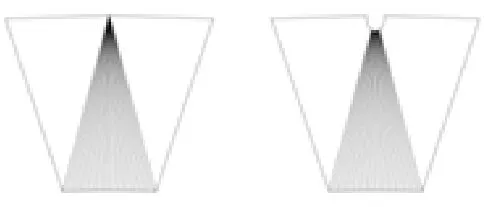
图3 开口对比图

图4 效果图
2.2 逆作展开法(描图法)
依设计图画3D模型后拆解成“豆腐块”,按序排列整齐得到展开图。有效控制分段间距,达到以直代弧最佳效果,使误差最小。
(1)展开思路:考虑压制可行和对接件方口端四个角点无偏差。可采用以下地圆天方展开方法。

图5 3D模型

图6 整体展开图
(2)展开过程详解。
①画3D模型。依设计要求,初定加工方案后画出3D模型,查看成型效果发给结构设计师确认。
②根据加工可行性确定压弯线方向。用大型油压机将钢板折弯成型满足工艺需要,以三角形斜边方向为压制线方向。
③展开。先进行板厚处理:方口以内径尺寸,圆口以中径尺寸重画圆方节点。板料在弯曲过程中外层受拉内层压,中径层在弯曲过程中保持不变,所以中径层是计算弯曲件展开长度的基准。把锥面化整为零进行拆解。依经验分块距离控制在100mm内,可使弦长无限接近于弧长,达到以直代弧的效果[2]。
a.计算圆的展开长度确定等分数量:圆按中径计算周长(展开长度)为(2800-70)×π=8576.55mm。等分数量按每份在100mm内考虑,取88等份,每份长度为8576.55mm/88=97.46mm。
b.弦长,弧长对比:弧长取97.46mm时,弦长为97.44mm,弦高为0.87mm。弧长与弦长只相差0.02mm。满足以直代弧要求。
c.确定压制线方向及工厂焊接位置:观察3D模型,考虑加工及成型效果,以三角形的斜边为压制线方向,所有的压制线都和三角形斜边平行,锥面的最中间为工厂对接焊缝位置,即方口端角点位置。
d.锥面拆解形成展开图:

图7 拆解对比图

图8 1/8展开图
以1/8圆为例,分11等份在每等份点做三角形斜边复制线做1/8拆解。将拆解的块按顺序摊平排列整齐,即为1/8展开图。
(3)第1种和第3种展开:

图9 锥面中间最大偏差值为99mm
(4)逆作展开法做法优势。先画成型图,设计师确认后再加工,可减少中间环节,简单几步即可完成展开。
优点:精度较高;成型后无多余焊缝;上下柱对接无错边,无需相应焊接工艺;无需试压可一次成型;适合特厚板加工[3]。
3 逆作展开法思路扩展
3.1 端口扭转90°的长圆管圆台
此节点长圆尺寸为5000m,圆直径为2000m,高4000m,板厚70mm。

图10 俯视图

图11 3D模型

图12 整体展开图
(1)展开过程详解。
①画3D模型确定压弯线方向:依设计图画3D模型,查看成型效果。
根据加工可行性确定压弯线方向,同理以三角形的斜边方向为压制线方向。
②展开:观察3D模型,此节点是由4个相同的三角形和4个相同的圆弧曲面组成,主要是把圆弧曲面化整为零,拆解成“豆腐块”。
a.计算圆展开长度确定等分数量:圆按中径计算周长为(2000-70)×π=6063.27mm。按每份在100mm内考虑取64等份,每份长度为 6063.27mm/64=94.74mm。
b.弦长,弧长对比:弧长取94.74mm时弦长94.70mm,弦高1mm,两者相差0.04mm。满足以直代弧要求。
c.确定压制线方向:考虑加工能力,以三角形斜边为压制线方向,所有的压制线都和三角形斜边平行。
d.确定组装时工厂焊接位置:观察3D模型结合加,以三角形的斜边为压制线方向,以三角形的中间为工厂对接位置,确保焊缝数量控制在4条。
e.圆弧曲面拆解成“豆腐块”:把1/4圆弧曲面分16等份,在每等份点做三角形斜边的复制线,做1/4拆解。

图13 拆解对比图

图14 1/4展开图
将上步骤拆解的“豆腐块”按顺序在平面中摊平排列整齐,即为四分之一展开图。
4 结语
在工程实例中,如圆-长圆过渡管(任意角度);异径Y型三通管;四分之斜圆锥分料管等都可以采用先画出3D模型,再反推拆分成“豆腐块”的做法。即可保证展开图形的准确性,又可减少材料损耗及误差。
猜你喜欢
北京理工大学学报(2022年9期)2022-09-17
三悦文摘·教育学刊(2022年11期)2022-06-19
科普童话·神秘大侦探(2021年10期)2021-09-15
汽车与驾驶维修(维修版)(2021年7期)2021-08-27
作文与考试·高中版(2020年35期)2020-12-11
柴油机设计与制造(2020年2期)2020-07-04
汽车实用技术(2019年21期)2019-11-22
孩子(2019年10期)2019-11-22
新课程·中学(2019年5期)2019-07-11
汽车实用技术(2019年7期)2019-04-18
