贴面工艺对合成板材燃烧性能的影响*
2020-01-13 02:58:34黄冬梅何理辉许之浩沈一鸣王超逸
中国安全生产科学技术 2019年12期
李 德,黄冬梅,何理辉,许之浩,陈 晨,沈一鸣,王超逸,韩 磊
(1.中国计量大学 质量与安全工程学院,浙江 杭州 310018;2.浙江省家具与五金研究所,浙江 杭州 311100;3.中国电子工程设计院有限公司,北京 100142)
0 引言
木材是日常生活中使用最为广泛的建筑、家居材料[1],但由于天然木材资源短缺,近年来人造板使用量大大提升。常见的合成板包括胶合板、中密度板、刨花板等,其基料常由植物碎料、纤维素等组成[2-4],一定程度上保留了木质材料的基本性质。常见木材类材料燃烧性能的测试方法有烟密度、单体燃烧法、极限氧指数测试法、锥形量热仪法等[5]。锥形量热仪表征燃烧性能应用更为广泛,衡量参数与指标更加全面[6]。学者对部分天然木材的燃烧性能进行了大量研究,例如松木[7-8]、榉木[8]、杉木[9-10]、杨木[9,11]等。卢国建等[7]以松木为研究对象,探究了其阻燃处理前后燃烧性能的变化,结果表明,普通木材燃烧会出现2个热释放速率峰值,经过阻燃处理的松木的燃烧波峰出现时间推迟。张莹等[8]用锥形量热仪法探究了榉木、松木的燃烧性能,指出聚磷酸铵阻燃剂是利用挥发物中的PO游离基捕获火焰中的OH、H游离基。吴玉章等[9]探究了杉木、杨木、马尾松的燃烧性能,研究表明释热与失重变化相关,木材在碳化结束后烟气量最大,同时样品的厚度对第2释热峰的影响较大,而对点火时间、总释热量影响不大。蒙旺等[11],戚虎成等[12]用浸渍阻燃法处理杉木和青杨,结果表明经过阻燃处理后的样品热释放速率峰值不明显。此外,基于对天然木材的研究,近年来,合成板材也备受关注。张丽娟[13]对常用装饰装修板材(实木板、三合板、多层板、高密度板、中密度板、低密度板)进行研究,结果表明实木板热释放速率、生烟量相对较低、火灾危险性相对最小。Shu 等[14]探究了竹地板燃烧性能,结果表明竹地板覆盖层较木质覆盖层危险性更大;对木塑复合材料进行探究发现,WPC释热与发烟高于普通林木材。
综上所述,目前国内外对天然木材燃烧特性方面的研究较多,合成板材也有涉及,但关于合成板材贴面材质对样品燃烧特性方面的研究较少。同时,近年来,为了满足人们对功能、美观度等方面的需求,贴面处理后的合成板需求越来越多。因此,本文利用锥形量热仪法探究不同贴面处理技术对合成板燃烧性能的影响,以判断在实际应用过程中,其火灾危险性大小。
1 试验材料与方法
1.1 试验材料与仪器
1)合成板材:胶合板、中密度板、刨花板,由浙江省木材研究所提供。
2)游标卡尺:尺寸为150 mm×0.02 mm,由杭州华益工具量具有限公司提供。
3)电子秤:精度为0.1 mg,由舜宇恒平仪器制造提供。
4)切割机:由邢台创拓机械制造有限公司提供。
5)锥形量热仪:3092820,由英国STANTON REDCROFT公司提供,如图1所示。

图1 锥形量热仪Fig.1 Cone calorimeter
1.2 试验方法
ISO5600-1锥形量热仪法是目前较为先进、可信度较高的一种表征材料燃烧性能的方法,其基于氧耗法测试样品的燃烧性能。在试验开始前,用切割机将大块人造板切割成尺寸为100 mm×100 mm的小块,用游标卡尺选取厚度为10 mm的材料作为待测样品,同时用电子天平测量初始质量。样品准备完成后,在锥形量热仪标配样品盒底部垫隔热板,避免样品盒底部高温对称量装置的影响。在样品盒内部铺锡箔纸,避免燃烧过程中残余物掉落,污染样品盒与试验台。准备完成后,依据ISO5600-1标准中规定的测试程序进行测试。通过在表面施加一定辐射热流,用锥量自带点火器点燃待测样品。在锥形量热仪测试过程中,伴随着大量的热量与烟气的产生,因此,锥量试验台外侧有玻璃罩防护、锥量试验台火焰上方有烟气收集及排放装置,确保试验安全进行。
燃烧过程往往涉及许多参数变化,例如热释放速率、失重速率、排烟量等,数据实时传输到计算机,以便进一步比较与分析。
2 试验结果与讨论
本文选取3种常见的合成板材:胶合板、中密度板、刨花板作为研究对象。通过分析热释放速率、总释放热、质量损失、生烟总量、CO2产率对比3种常见合成板材经过贴薄木片、贴浸渍纸处理后燃烧性能的变化,以评定经过表面处理技术处理后的合成板材的火灾危险性。
2.1 热释放速率
材料放热率是材料在辐射通量的作用下释放的热量,其中峰值热释放速率是一个重要的参数,其值越大,证明材料的火灾危险性越高。合成板材样品被点燃后,热释放速率迅速增大至第1个峰值。由于合成板材的基料选自木材、木质纤维素、植物纤维等,被点燃后迅速碳化,在样品表面形成了1个碳化层,碳化层阻碍了底部热量的传输,因此曲线达到第1个峰值后下降。随着燃烧的继续进行,生成的热量与可燃气体不断堆积,直至碳层被破坏后,燃烧愈加剧烈。随后,热释放速率波动增加,直至到达第2个峰值。不同合成板材的峰值数值及贴面处理后的峰值数值等参数的变化情况如表1所示。
图2为不同板材的热释放速率,如图2所示,其中胶合板的波动频率最大,说明其燃烧较不稳定,这是由于受到胶合板的胶合工艺及基材自身的性质影响。胶合板经过贴薄木片、贴浸渍纸处理后,燃烧时间延长,峰值均降低。贴薄木片处理后,胶合板的第1峰值热释放速率由316.12 kW/m2下降到203.65 kW/m2,下降了35.58%,而贴浸渍纸处理后,胶合板的第1峰值热释放速率由316.12 kW/m2下降到148.30 kW/m2,下降了53.09%;贴薄木片、贴浸渍纸处理后胶合板的第2峰值由382.61 kW/m2分别下降到184.66,179.52 kW/m2,下降比例约为51.73%,53.08%。这说明,在燃烧前期,相较于薄木片,贴浸渍纸处理技术能更大幅度降低胶合板热释放速率,而在燃烧后期二者效果相近。
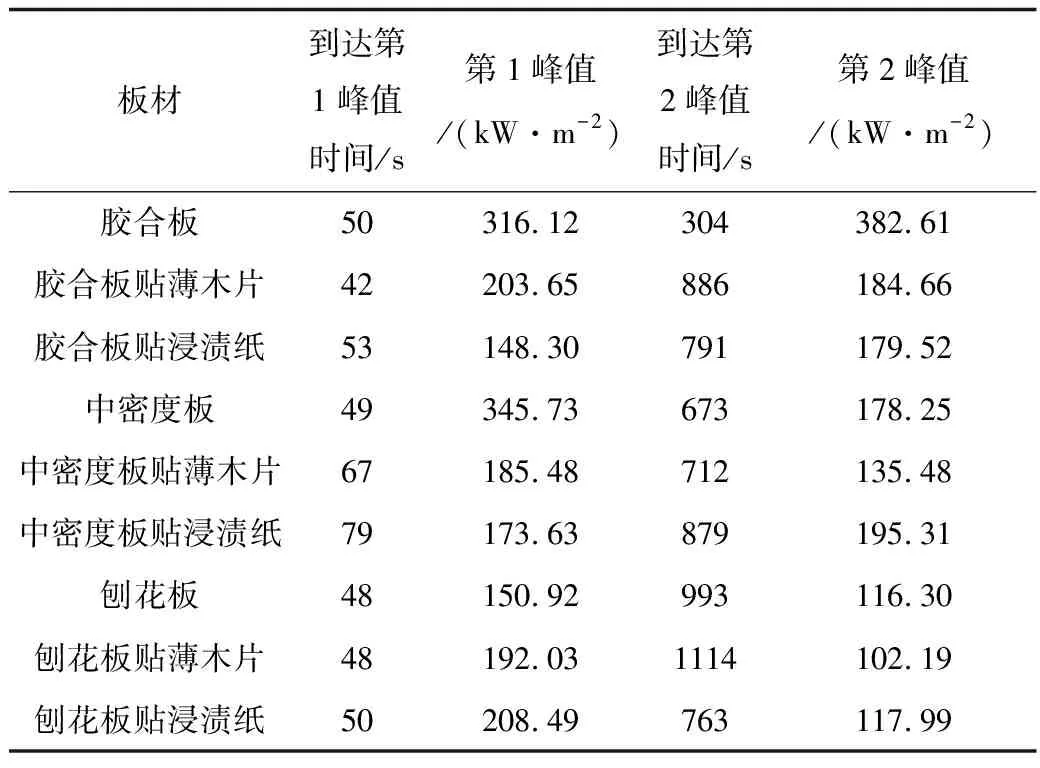
表1 热释放速率相关参数Table 1 Relevant parameters of heat release rate
中密度板贴薄木片与贴浸渍纸处理后,在燃烧前期,热释放速率由345.73 kW/m2分别下降到185.48,173.63 kW/m2,下降幅度相近。不同的是,中密度板贴浸渍纸后,在燃烧后期热释放速率比未贴面处理后的板材高,贴薄木片处理反之。刨花板经过贴浸渍纸处理后,热释放速率在2个峰值处都增加,而刨花板表面贴薄木片处理后,其热释放速率降低。

图2 热释放速率Fig.2 Heat release rate
胶合板经贴面处理后的热释放速率变化较为明显,在第200~630 s热释放速率变化为50~100 kW/m2,燃烧比较稳定。而中密度板和刨花板并未出现此稳定燃烧期。贴面工艺对板材热释放速率的影响如图3所示,贴面层燃烧形成了碳层附着于板材表面,减少了热量损失,因此热释放速率降低。
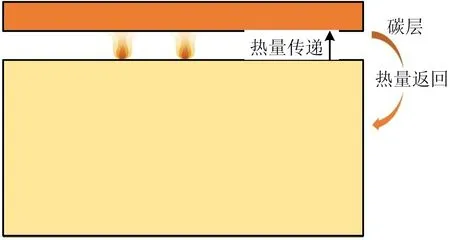
图3 贴面工艺对板材热释放热量影响示意Fig.3 Schematic diagram for influence of veneering technology on heat release of board
2.2 总释放热量
物质的燃烧伴随着热量的变化,THR是燃烧过程中累积的总放热量,THR的数值越大,证明材料被引燃后,释放的热量越大,累积热量越大[6]。高热量是火灾发生时的主要危害之一。因此,判断样品的THR值大小,可以预测其火灾危险性大小,THR越大,火灾危险性越大,反之则相反。总释放热量如图4所示,在整个燃烧过程中,曲线的THR值呈“S”形,即总释放热值先缓慢增长,随后快速增长,最后又趋于缓慢增长。胶合板经过贴薄木片与浸渍纸处理后,总释放热量明显降低,贴浸渍纸处理后的胶合板THR值略低于贴薄木片处理后的胶合板。中密度板贴浸渍纸与薄木片处理后THR值略有降低,贴浸渍纸处理后的中密度板THR下降幅度更大。刨花板经过贴面处理后,THR值高低变化不明显,反而,经过贴浸渍纸处理后的刨花板延长了产热时间。
2.3 质量损失
样品的质量损失如图5所示。样品在燃烧过程中,质量的变化反应了燃烧的剧烈程度及样品本身的耐燃性能[15]。图5中,胶合板的质量损失曲线斜率最大,说明胶合板更易燃且燃烧剧烈。胶合板经过贴薄木片与贴浸渍纸处理后,曲线变缓,质量损失率降低。中密度板贴面处理后,质量损失率也降低。不同的是,相较于贴薄木片处理,中密度板贴浸渍纸处理后,对中密度板的耐燃性能提高效果更显著。刨花板的现象较为特殊,贴浸渍纸处理后,刨花板的质量损失率增大,而贴薄木片处理后,刨花板的质量损失率降低。

图4 总释放热量Fig.4 Total heat release

图5 质量损失Fig.5 Mass loss
合成板材燃烧后会生成残渣。残渣的主要成分是燃烧过程中生成的碳层,碳层对燃烧过程中的热量释放起到抑制作用,碳层量越多,一定程度可以推断出阻燃效果越好。3种合成板材的残渣质量如图6所示。胶合板的质量损失最低,燃烧最完全。贴薄木片、贴浸渍纸处理后的3种合成板材的残渣质量均有增加,这可能是由于贴面面层自身性质引起的。

图6 残渣质量Fig.6 Quality of residue
2.4 TSR值
TSR表示单位面积样品燃烧过程中累计生烟总量,TSR值越小代表烟气相对较少[6]。合成板材的TSR值变化规律相似。TSR值先增加,随后到达平缓期,最后由平缓期再次增加。样品的生烟总量如图7所示,胶合板的TSR值最大,最大值为438.42 m2/m2。胶合板经过贴薄木片、贴浸渍纸处理后,最大TSR值为180.14,125.06 m2/m2,分别下降了58.91%,71.47%。中密度板最大TSR值为242.10 m2/m2,经过贴薄木片、贴浸渍纸处理后,最大TSR值为139.44,172.98 m2/m2,分别下降了42.40%,28.56%。刨花板的最大TSR值为100.60 m2/m2,经过贴薄木片、贴浸渍纸处理后,最大TSR值分别增加至133.09,128.70 m2/m2,增加了24.41%,27.93%。烟气排放量是衡量火灾危险性的重要指标之一。由以上数据分析可得,胶合板经2种贴面工艺处理后TSR值都降低,贴浸渍纸效果更为明显。中密度板经2种贴面工艺处理后的抑烟效果虽不及胶合板,但仍在一定程度上减少了烟气的排放量。贴面处理后的胶合板和中密度板排烟量的减少是因为贴面材质燃烧生成的附着层起到了抑烟作用,而刨花板因其自身结构问题,燃烧时产烟量较少,因此贴面层燃烧产生的附着层对整个板材的抑烟作用便没有太大意义,反而因为贴面层燃烧释放的烟气使得刨花板产烟量增大。

图7 生烟总量Fig.7 Total smoke release
2.5 CO2产率
合成板材的原材料是木材、植物纤维素等,燃烧时与O2充分反应生成CO2。在燃烧初期,CO2达到第1峰值,随着燃烧的进行,减弱后又再次增长至第2峰值。曲线与HRR值曲线有着相似的变化规律,可见在合成板材燃烧的过程中,热量的产生伴随着CO2的释放,CO2产率与有效燃烧热呈正相关关系,即CO2浓度越高,有效燃烧热也越大。合成板材CO2产率峰值如表2所示。

表2 CO2产率峰值Table 2 Peak value of CO2 yield
3种板材及贴面的第1峰值时间出现在50~100 s,第2峰值出现的时间差异性较大,这是由于合成板材自身性质引起的。胶合板经贴薄木片和贴浸渍纸处理后,CO2产率第1峰值分别下降了24.61%,46.60%,第2峰值分别下降了50.68%,48.99%;中密度板经贴薄木片与贴浸渍纸处理后,CO2产率第1峰值分别下降了13.87%,25.43%,贴薄木片第2峰值下降了23.03%,贴浸渍纸增加了9.21%。刨花板经贴薄木片和贴浸渍纸处理第1峰值分别增加了19.64%,0.09%,贴薄木板后第2峰值下降了20.18%,贴浸渍纸增加了0.09%。胶合板经过贴薄木片与贴浸渍纸处理后,第1峰值与第2峰值均下降。其中,胶合板贴浸渍纸处理后,在燃烧初期释放出的CO2较少,而胶合板贴薄木片处理后,在燃烧后期释放的CO2较低。中密度纤维板贴薄木片处理后第1、第2峰值都下降,而中密度板贴浸渍纸在燃烧前期CO2产量降低,而在燃烧后期CO2产量升高。刨花板本身CO2产量较小,经2种贴面工艺处理后,CO2出现了短暂的突增,是因为贴面层的燃烧造成了CO2的排放,后期由于贴面层燃烧完全,CO2排放量近似于未进行贴面处理的刨花板的CO2排放量。
2.6 试验结果分析
在各个燃烧性能指标中,HRR值、质量损失、CO2产量变化规律相似,一定程度上说明CO2气体的产生伴随着热量的生成。贴面处理后,在整个燃烧过程中,胶合板与中密度板的总释放热明显减少。在材料总产烟方面,一方面,贴面面层材质燃烧后生成附着物附着在样品表面,阻碍烟气的生成;另一方面,贴面面层本身也对烟气有贡献,因此,材料总产烟量变化取决于2方面贡献的多少。经过贴面处理后,胶合板与中密度板的TSR值明显减少,而刨花板的TSR值增加。
3 结论
1)基于3种常用的合成板材,采用锥形量热仪法探究了贴面处理技术(贴薄木片、贴浸渍纸)对合成板材燃烧性能的影响,从而评定板材的火灾危险性。
2)HRR值与CO2变化规律相似,表明人工合成板材的燃烧过程中CO2的产生伴随着大量热量的释放。
3)刨花板自身产烟量低,贴面处理后产烟量增加,烟气危害性大。而胶合板、中密度板贴面处理后,抑烟效果相对明显。
4)贴薄木片与贴浸渍纸技术明显降低了胶合板的火灾危险性;贴薄木片技术明显降低了中密度板的火灾危险性;贴浸渍纸增加了刨花板与中密度板的火灾危险性。
猜你喜欢
国际木业(2018年3期)2018-09-10 09:45:30
西部论丛(2017年10期)2017-02-23 06:31:36
国际木业(2016年7期)2017-01-15 13:54:50
国际木业(2016年12期)2016-12-21 03:13:16
国际木业(2016年12期)2016-12-21 03:13:16
国际木业(2016年3期)2016-12-01 05:04:42
国际木业(2016年3期)2016-12-01 05:04:38
童话世界(2016年17期)2016-06-13 02:27:10
广西林业科学(2016年1期)2016-03-20 05:33:15
国际木业(2016年6期)2016-02-28 10:26:53