
CCD 检测技术在不锈钢坯缺陷在线识别中的应用
2020-01-06 06:27:00孙永飞
设备管理与维修 2019年21期
孙永飞
(山西太钢不锈钢股份有限公司,山西太原 030003)
0 引言
不锈钢连铸坯生产时,钢铸坯火焰切割后,采用人工检验识别缺陷和水爆后下线检查相结合的方式,控制缺陷铸坯流通到轧钢工序。由于不锈钢铸坯表面可能存在裂纹、结疤、划伤、夹渣等缺陷,公司304、430、316L 系不锈钢主要为铸坯水爆后人工抽检检查表面缺陷,根据检查结果确定无修磨流通或下线修磨,检验率只有10%,水爆缺陷率约0.2%,不能完全杜绝有缺陷铸坯流通到下工序,造成轧制缺陷。这种缺陷识别方法效率低、实时性差,实践中经常出现漏检或误检。
山西太钢不锈钢股份有限公司不锈钢坯生产线通过在切割后辊道安装CCD 检测设备,CCD 检测设备是一种非触式的无损检测方式,实现铸坯切割后在线全检,取代在线的人工检测和铸坯下线。
1 测量原理与系统结构
1.1 缺陷测量原理(图1)

图1 CCD 相机检测原理
铸坯最大宽度2150 mm,实际测量需要识别的最小缺陷长度为0.3 mm,上下表面各配2 个4 K 相机,相机分辨率4096,缺陷最小识别精度0.26 mm/像素,大于最小缺陷长度,满足精度要求。连铸坯切割后(相机拍摄处)温度约900 ℃,铸坯的热辐射光对相机拍摄造成不良影响,采用绿色光源与相机滤镜相结合的方式,对切割后的铸坯进行图像处理。缺陷成像的方式分为明场和暗场两种,本项目采用暗场,CCD 相机采用线阵扫描相机,具有扫描速度快,图像处理简单等优点。
1.2 系统组成
整套系统由图像采集装置与处理系统组成(图2),图像采集装置安装在生产线上,用于在线采集铸坯表面图像。由于要对铸坯上下表面进行同步检测,因此需要安装两套图像采集装置,即上表面图像采集装置和下表面图像采集装置。图像采集装置由摄像机、光源以及防护装置组成,摄像机采用分辨率4096 像素的线阵CCD 摄像机,上、下表面各2 台,系统在铸坯横向上的检测精度为0.26 mm/像素。
由于铸坯表面温度非常高,辐射的光很强,如果直接用摄像机采集铸坯表面图像,则图像质量受辐射光影响,并且会将缺陷掩盖,因此,需要采用特殊的照明光源,滤除铸坯表面辐射光的影响,选用大功率激光线光源,发射波长532 nm 的绿光。上、下表面各用2 台激光线光源,激光线光源照射到板坯上的激光线条分布在摄像机的采集位置上。
摄像机与光源安装在箱体中,箱体采用循环水冷却方式,保证箱体内部温度<35 ℃,以维持摄像机与光源正常工作的温度。
处理系统用于实时处理摄像机采集到的铸坯表面图像,为保证数据处理与存储速度,处理系统采用服务器级计算机。
该系统具备对铸坯的实时成像功能,能实现在线检测裂纹、划伤、结巴等常见缺陷,获取缺陷的大小、位置、类型等信息,能实现对铸坯原始图像和缺陷图像的保存,同时实现与连铸机一级、二级系统通信,实时检测图像与缺陷信息板坯号、宽度、长度、炉次号的对应。

图2 系统结构
该系统是专门针对铸坯工艺特点、表面特性而开发,能在复杂恶劣的炼钢生产环境下稳定工作。针对铸坯表面的复杂状况,如氧化铁皮、保护渣等问题,专门设计了缺陷检测算法和缺陷识别算法,实现铸坯表面缺陷高精度、高可靠性的检出与识别。
2 使用效果
系统安装完成后,为了提高缺陷识别的准确率,需要进行大量的缺陷识别与收集工作,有两方面工作需要确认:①系统报出的缺陷需要现场甄别;②现场发现的缺陷需要在系统原图像中识别,加入系统缺陷库中,同时需要将各种缺陷根据实际情况进行分类,包括纵向裂纹、划伤、渣皮、水渣印、切割开口、接痕、断面焊渣、擦划伤等。见图3~图5。

图3 纵向裂纹
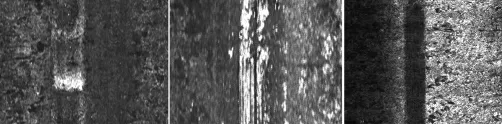
图4 划伤

图5 渣皮
3 结论
通过在连铸机切割后辊道增加CCD 检测设备,对切割后的铸坯红送比例提高30%,天车吊运坯子下线检查频率降低约30%,铸坯物流更加顺畅,同时避免了有缺陷铸坯流通到轧钢工序。
猜你喜欢
安徽冶金科技职业学院学报(2020年2期)2020-08-04 08:13:54
光源与照明(2019年3期)2019-06-15 09:21:04
山东冶金(2018年5期)2018-11-22 05:12:14
中国公共安全(2017年8期)2017-10-13 08:12:17
数学小灵通·3-4年级(2017年3期)2017-04-16 04:41:11
中国公共安全(2017年11期)2017-02-06 05:27:47
办公自动化(2016年18期)2016-12-17 19:32:18
上海金属(2016年2期)2016-11-23 05:34:40
新闻前哨(2015年2期)2015-03-11 19:29:25
资源节约与环保(2015年9期)2015-01-27 22:25:42
