
西门子660MW 超超临界汽轮机加快暖机的方法
2020-01-06 06:27:02陈祖良杜武荣
设备管理与维修 2019年21期
陈祖良,阮 提,杜武荣
(华能罗源发电有限责任公司,福建福州 350602)
0 引言
华能罗源电厂一期工程汽轮机为上海汽轮机厂引进西门子技术生产制造的高效超超临界压力汽轮机,型号为:N660-28/600/620,高效率、超超临界、一次中间再热、四缸四排汽、单轴、双背压、凝汽式汽轮机。机组设有八级回热系统,由三级高压加热器(内设蒸汽冷却段和疏水冷却段,其中3号高加另设外置式蒸汽冷却器,用于加热1 号高加出口的主给水管道)、一级除氧器和四级低压加热器组成。各级加热器疏水逐级自流,6 号低加疏水用疏水泵并入6 号低加出口主凝结水管,7、8 号低加采取外置式疏水冷却器。汽机低压缸排汽排入凝汽器。汽轮机高压转子脆性转变温度(FATT)为50 ℃,中压转子脆性转变温度(FATT)为116 ℃,低压转子脆性转变温度(FATT)为-10 ℃。汽轮机控制系统采用西门子T3000 系统。
1 脆性转变温度
脆性转变温度:金属材料随着温度下降而发生塑性明显下降、脆性明显上升的特性,脆性转变温度是指用冲击试验方法测定出转变温度[1]。在脆性转变温度区域以上,金属材料处于韧性状态,断裂形式主要为韧性断裂;在脆性转变温度区域以下,材料处于脆性状态,断裂形式主要为脆性断裂,脆性转变温度越低,说明钢材的抵抗冷脆性能越高[2]。
2 中速暖机时间偏长原因
一期汽轮机设计中压缸进汽温度高达620 ℃,中压转子脆性转变温度(FATT)为116 ℃,远高于常规机型的50 ℃。因此为防止中压转子产生低温脆性裂变,在汽轮机中速暖机完成条件中,除了须满足X7a,X7b 条件外,还须满足中压内缸温度(T IP INR CSG)>245 ℃的限制条件。另外如果按照厂家的启动曲线(图1):主蒸汽压力8.5 MPa,主汽温400 ℃,再热器温度400 ℃,主汽压力偏高会引起蒸汽流量偏小,调门开度小,调门振动,中速暖机时间偏长等问题,根据以往开机经验,500 r/min 中速暖机需6.5 h。
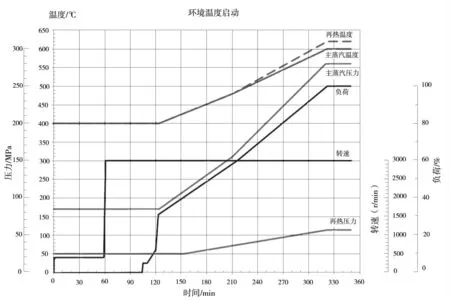
图1 厂家启动曲线
3 加快中速暖机方案
为缩短中速暖机时间,在确保设备安全运行的前提下,采取以下改进方案:
(1)DEH 中的临界转速区为:(649~1339)r/min、(1369~2850)r/min,经上海汽轮机厂同意,将中速暖机转速由500 r/min 调整为600 r/min。
(2)降低冲转压力,提高再热汽温,增加蒸汽进汽量:冲转主汽压由7.5 MPa降至4.2 MPa,再热汽压0.8 MPa,主、再热汽温≤400 ℃,当汽机冲转至600 r/min 后,适当提高再热汽温度至430 ℃。
(3)600 r/min 暖 机开始后,将主机真空降至12 kPa 左右,增加蒸汽进汽量:停止一台真空泵,仅保留一台真空泵运行;适当关小凝汽器循环水回水门开度,降低循泵频率,维持循环水母管压力0.1 MPa。减少凝汽器冷却水量;就地缓慢开启7#/8#低加汽侧排空气管放水门,可降低真空(2~3)kPa。
(4)使用阀限切除高压缸进汽,增大中压缸进汽量,加快中压缸暖机效果:600 r/min 暖机30 min 后,逐步将1#/2#高压调阀阀限降至-5%,使高压调阀关闭,确认中压调阀自动开大,汽轮机转速维持600 r/min 稳定[3]。手动开启高压缸各疏水阀(高压调阀前疏水、补汽阀前后疏水、高排逆止阀前疏水、高压内缸疏水、高压外缸疏水)。高压缸切除期间应加强监视高压缸叶片蒸汽温度正常,否则应及时开启通风阀。
(5)600 r/min 暖机时逐步开启高、低压抽汽(四抽至除氧器除外),高低加的疏水通过事故疏水直接排到凝汽器,以增加暖机蒸汽量[4]。
(6)当中压内缸温度达245 ℃时,缓慢逐个释放1#/2#高压调节阀阀限至105%,恢复高压缸进汽,继续进行600 r/min 暖机,直至暖机条件满足。
4 改造效果
通过实践检验,该方案能加快西门子超超临界高效汽轮机中速暖机过程,大幅度减少暖机时间,从冲转至600 r/min 到中压缸内缸温度>245 ℃由之前的6.5 h 缩短到2.5 h 左右(图2),节省开机时间4 h,经济效益明显。
5 结束语
通过具体分析该设备中速暖机时间偏长原因,针对性的提出改造方案,提升了设备的运转效率,并且该已获得上海汽轮机厂技术认可,在华能罗源发电公司正常使用,可推广至其他西门子超超临界高效汽轮机组。
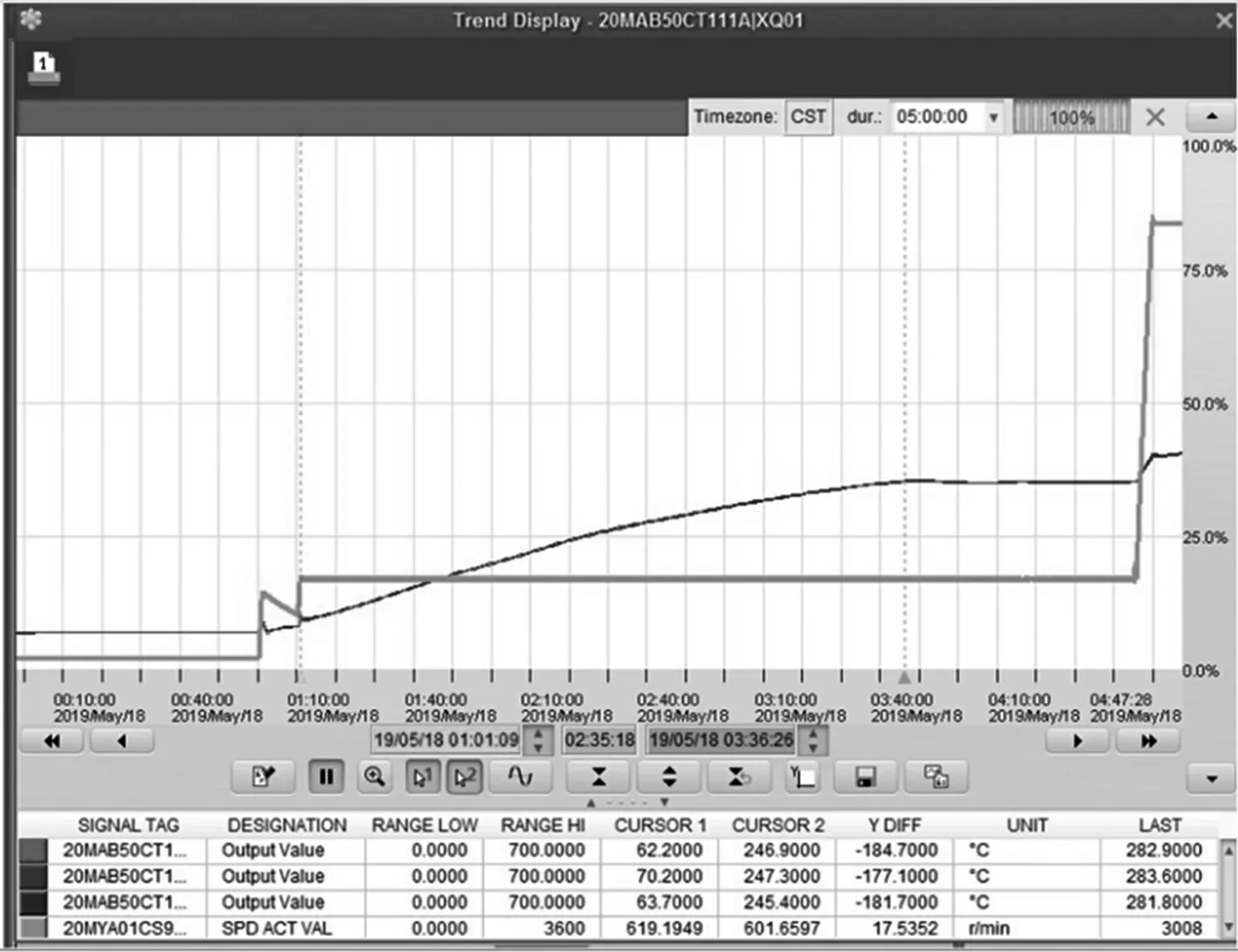
图2 暖机时间
猜你喜欢
设备管理与维修(2022年21期)2022-12-28 07:34:32
水泵技术(2022年2期)2022-06-16 07:08:18
音乐教育与创作(2020年6期)2020-08-13 07:07:52
音乐教育与创作(2020年6期)2020-08-13 07:07:50
音乐教育与创作(2019年10期)2019-12-26 06:59:48
音乐教育与创作(2019年4期)2019-11-14 07:43:26
制造技术与机床(2019年10期)2019-10-26 02:47:54
北京航空航天大学学报(2017年12期)2017-04-23 08:31:43
中南大学学报(自然科学版)(2016年2期)2017-01-19 07:37:12
电站辅机(2016年3期)2016-05-17 03:52:29
