
螺旋缝埋弧焊管周长在线测量系统的应用
2020-01-01 07:30:44王振华
钢管 2019年5期
王振华
(宝鸡石油钢管有限责任公司,陕西 宝鸡 721008)
为了保证螺旋缝埋弧焊管成型的几何质量,各种钢管生产标准都对钢管的周长、外径允许偏差、不圆度等几何参数作了规定。目前,国内大多数厂家都是人工用测量卷尺对钢管周长进行测量,存在测量速度慢、精度误差大、劳动强度大等问题[1-6]。
鉴于上述问题,提出了一种螺旋缝埋弧焊管周长在线测量系统,该系统以激光测微仪作为传感器来测量螺旋缝埋弧焊管实时直径数据。目前,该在线测量系统已在前摆式螺旋缝埋弧焊管机组上投入应用[7-14]。
1 在线测量原理
螺旋缝埋弧焊管周长在线测量采用直径换算方法,即在钢管旋转前进的过程中,按一定频率测量钢管螺旋前进中不同位置的直径,在一个螺距中将测得的直径值求平均D平均后,换算成钢管周长。由于螺旋缝埋弧焊管在一定长度范围的直径(或者周长)变化不会出现断崖式的突变;因此,上述测量原理可以满足对钢管直径(或者周长)的实时检测。
直径测量采用非接触式光学测量技术,在线测量基本原理如图1所示。通过一对激光测微仪,得到被钢管遮挡的激光线宽量,再对两个激光测微仪的相对位置进行标定,即可得到钢管的真实直径。为了提高检测精度,采用两对激光测微仪同时测量钢管水平和垂直方向直径。
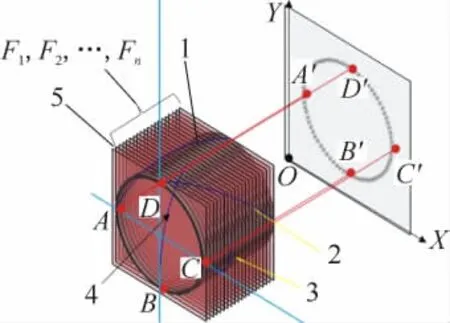
图1 在线测量基本原理
2 系统整体方案
为了准确检测钢管周长,需要确保在一个螺距内均匀采集若干直径值,这样需要有一套钢管旋转测速装置来确定直径采集频率。直径数据采集后,再通过测量系统软件处理加工,得到周长变化值,并进行显示。直径测量结构如图2所示。
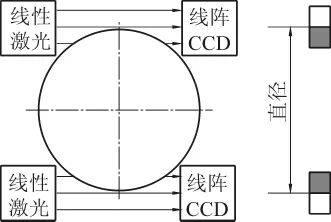
图2 直径测量结构
系统采用4组激光测微仪(线阵CCD)作为钢管直径提取传感器,水平、垂直各布置两组;采用钢管测速装置,作为直径测量周期控制信号源;现场部署工业计算机,作为控制和运算中心。在线设置操控面板,对成型管径进行实时监测;在成焊离线操作室,可对测量设施进行远程操作,并实时显示管径数值及变化趋势。建立数据库系统,对所有测量数据能够自动存储和分析。设置管径变化上下限,超出范围时能进行声光报警提示。按每卷原料生成管径变化波动曲线。

式中C周长——测量周长,mm;
Di——激光测微仪在一个螺距内采集直径数;
i——采样次数。
3 系统结构设计
螺旋缝埋弧焊管周长在线测量系统结构如图3所示,设备采用龙门结构,装置布置在前摆式预焊机组钢管成型工位后,后桥紧挨成型器一侧,测量结构基座位于直线滑轨上,可在直线滑轨任意位置上移动并定位。4组激光微测仪部署在龙门架上下及左右各一组。激光测微仪安装于伺服运动系统机构上,能够满足Φ559~1 620 mm规格钢管的测量。

图3 螺旋缝埋弧焊管周长在线测量系统结构示意
4 系统实现功能
螺旋缝埋弧焊管周长在线测量系统可实现Φ559~1 620 mm规格焊管周长、不圆度等的测量,周长测量精度≤1 mm;此外,还具备管径检测、超差报警、数字显示、远程显示、数据存储、测量规格自动调整、生成管径变化趋势图等多种功能。在线测量系统现场应用如图4所示。

图4 在线测量系统现场应用
5 现场实测数据
在某城市热力管线用螺旋缝埋弧焊管生产线的预焊机组上对周长在线测量系统进行测试,钢管的公称直径为1 420 mm,焊接速度约3.0 m/min,钢管轴向出管速度约1.0 m/min,周向旋转速度约0.8 m/min。某段钢管管径的系统测量结果与手工测量结果对比见表1。

表1 某段钢管管径的系统测量结果与手工测量结果对比 mm
6 测量误差分析
经过对系统试运行阶段的跟踪分析,其测量结果与手工使用测量卷尺的相比,误差在0.3~1.1 mm。测量误差产生原因如下。
(1)测量原理方面。该系统基于直径测量,由于成型管坯不是规则圆,其在水平位置、垂直位置测量的直径不能真实反应成型管坯的几何形状。同时,软件系统处理直径数据时,会产生积累误差。
(2)螺旋缝埋弧焊管成型原理方面。在成型器框架束缚力影响下,管坯由弹性不圆状态逐渐出成型器后释放为标准圆,所以,实际上刚出成型器的半个螺距钢管是不圆的,虽在此处测量的数据对钢管成型非常有用,但此处圆度会引起测量误差。
(3)成型管坯调整控制方面。卷板在成型器内经过变形、释放形成管坯后,受带钢板形各种因素影响,成型通过后桥摆动微调成型缝间隙,先保证错边和管径控制达到高标准要求,其次才是控制不圆度、“噘嘴”、直度等钢管几何标准,必要时还要通过调整压下量等方法,控制错边和管径。故虽在管线标准允许的偏差范围内,但圆度和直度不稳定的几何状态也会造成测量误差。
(4)现场生产实际方面。后桥角度微调操作频繁的过程中,会造成钢管中心与测量系统的标定中心不重合,造成测量误差。
7 结 语
(1)螺旋缝埋弧焊管技术正在向更高效、自动化、智能化的方向发展,在前摆式预焊机组高焊出速度时使用在线测径系统尚属首次。从当前试运行情况来看,螺旋缝埋弧焊管周长在线测量系统原理正确,测量结果能准确反应管径变化趋势,利用它可以达到对钢管管径实时监测的目的,从而确保生产出满足质量要求的合格钢管。
(2)受现有前摆式预焊机组工况限制,不能以增加传感器数量或以视觉成像的方法提升测量精度。可在新一代数字化预焊机组设计之初,稳定管坯成型几何质量的同时,在成型器出口位置预留管径在线测量设备安装空间,采用视觉成像,对管坯几何形状实时建模,进而从根本上取代手工测量。
猜你喜欢
建材发展导向(2021年11期)2021-07-28 06:57:52
数学小灵通·3-4年级(2020年12期)2021-01-14 00:58:44
小学生学习指导(中年级)(2020年12期)2021-01-08 02:50:08
数学小灵通·3-4年级(2017年12期)2018-01-23 03:38:05
水利科技与经济(2016年6期)2016-04-22 05:08:16
原子与分子物理学报(2015年3期)2015-11-24 12:49:39
读写算(中)(2015年11期)2015-11-07 07:24:35
焊接(2015年8期)2015-07-18 10:59:14
机械制造文摘(焊接分册)(2014年5期)2014-03-20 13:57:45
机械制造文摘(焊接分册)(2014年4期)2014-03-20 13:57:40
