门把手抛光机器人工作站设计
2020-01-01 01:15王祥祯
装备制造技术 2019年10期
王祥祯
(阳江职业技术学院,广东 阳江529566)
0 引言
随着人们生活品质的不断提升,对门把手的表面质量要求也越来越高,生产厂家通常要采用抛光作为门把手的最后一道工序,以保证其表面质量达到用户的要求,由于门把手种类繁多、外形不规则,属于典型的异形件,所以其抛光在抛光行业中一直是个技术难题。
传统门把手生产厂家大多采取人工使用手动抛光工具进行手动抛光,具有对操作工人技术要求高、生产效率低、质量不稳定、工人劳动强度大、易引发尘肺等职业病等缺点。为了提高生产效率、提升产品质量、改善工人工作环境,本文在对门把手抛光工艺进行分析的基础上,设计了一个门把手抛光机器人工作站,实现了门把手的机器人自动抛光[1,2]。
1 门把手抛光工艺分析
某门把手工件的零件图如图1所示,它有复杂的自由曲面,是典型的异形件,由于抛光属于光整加工范畴,只会提高加工工件的表面光洁度,对工件的形状和位置公差不会产生影响,所以将门把手的抛光过程分成去毛边、粗抛及精抛三个阶段,根据门把手不同表面要求制定其具体抛光工艺如下:
(1)使用120#砂带打磨各边缘的毛边。
(2)使用千页轮粗抛正面。
(3)使用80#仿形尼龙轮精抛背面。
(4)使用80#仿形尼龙轮精抛两端端面。
(5)使用180#砂带粗抛正面。
(6)使用320#砂带精抛正面,形成拉丝效果。
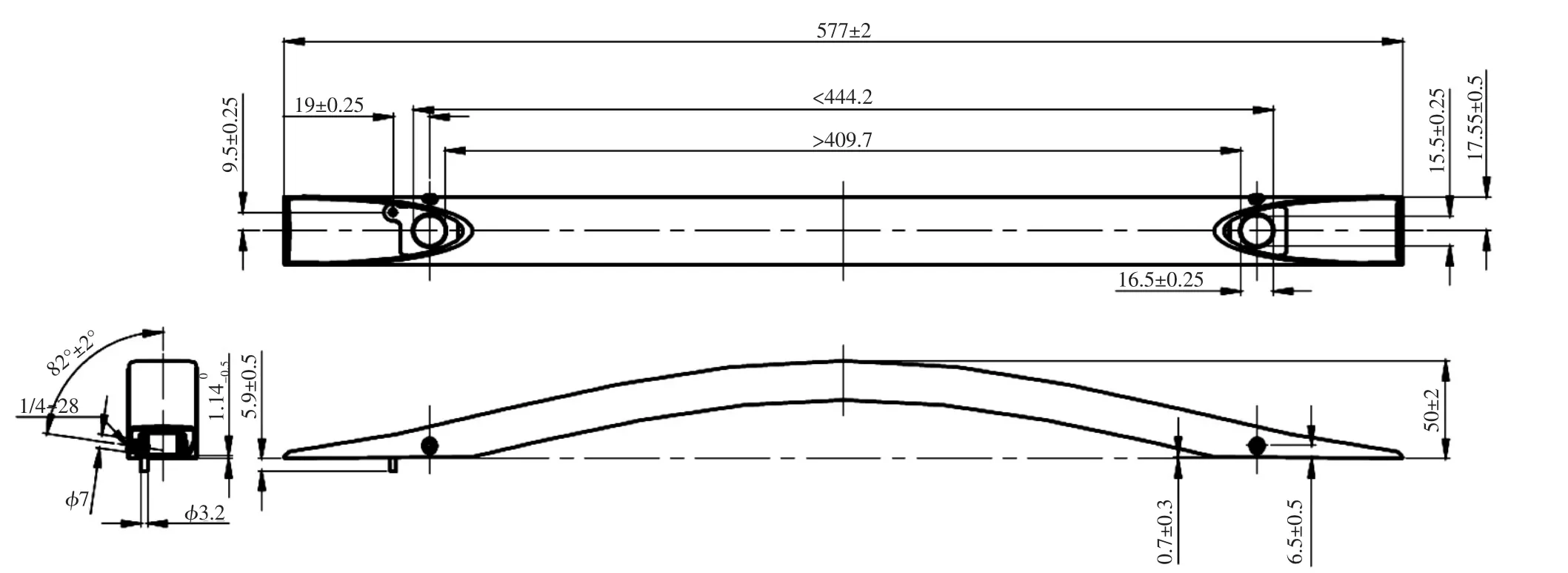
图1 门把手零件图
2 门把手抛光加工轨迹设计
为了保证工件的抛光质量,从门把手抛光工艺出发,对其抛光加工轨迹进行设计,根据前面制定的抛光工艺,将门把手的加工面分为A面(正面)、B面(正中背面)、和C面、D面(两端端面)共四个待抛光面(如图2所示),抛光加工轨迹具体规划如下:
A面和B面均为三维空间曲面,抛光加工时,工件的运动轨迹按照工件外形曲线决定,同时工件本身作间歇性回转运动,确保工件上下表面完全与工具接触,保证抛光质量,A面和B面抛光轨迹分别如图3、图4所示。C面和D面为平面,抛光加工时只要确保加工面与抛光工具接触即可。

图2 门把手待抛光面组成示意图

图3 A面抛光加工轨迹

图4 B面抛光加工轨迹
3 门把手抛光机器人工作站总体设计
根据拟定的门把手抛光工艺及运动轨迹,设计门把手抛光机器人工作站,该工作站组成框图成及总体布局分别如图5和图6所示,该工作站由一台六自由度工业机器人、3台砂带机、1台砂轮机、PLC及1台工业PC组成,其中PLC及工业机器人控制柜为控制系统、工业机器人本体、专用气动夹具、砂带机及砂轮机为机械系统,工业PC为编程系统[3-5]。
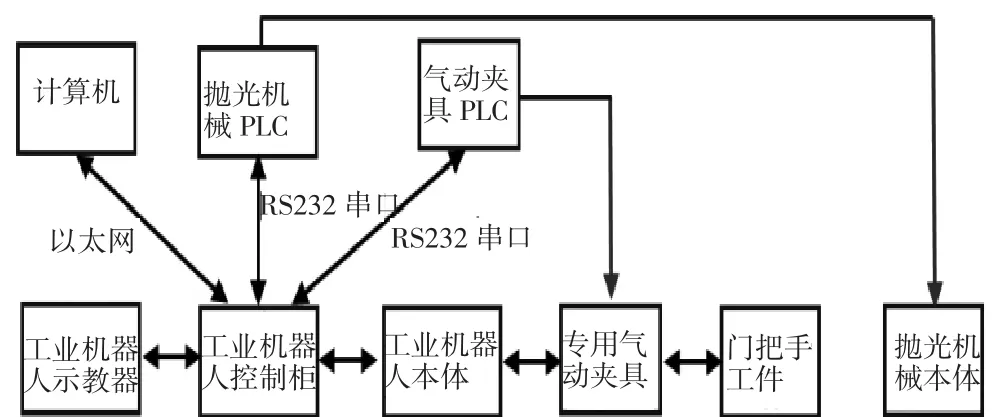
图5 门把手抛光机器人工作站系统框图

图6 门把手抛光机器人工作站总体布局图
4 门把手抛光夹具系统设计
由于门把手属于典型异形件,外形不规则,故使用其背面的两个Φ15.5的内孔作为定位基准,设计两个气动拉爪来抓取工件,要求气动拉爪提供的拉力能够确保工件在100 N拉力的震荡下而固定不动,拉爪杆的长度应大于千页轮及尼龙轮的直径;另设计一个连接板来完成气动拉爪与工业机器人法兰的连接,专用夹具的示意图如图7所示。
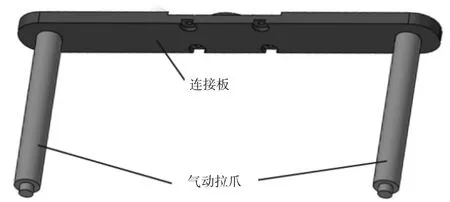
图7 门把手抛光夹具示意图
5 门把手抛光机械系统设计
由于门把手的抛光效率和抛光加工质量与砂带机的机械结构有着密切的联系,考虑到抛光过程需要经过去毛边、粗抛和精抛三个阶段,需要使用到不同的砂带,故选用砂带机和砂轮机固定、机器人夹持门把手做轨迹运动的工作方式,以实现一次装夹完成所有的抛光工序。
(1)门把手抛光砂带机设计
考虑到承担门把手正面抛光任务的主要部件为砂带,为了让砂带具有足够的摩擦力而不至于在工作过程中发生打滑现象,同时也为了砂带更换的方便,特在砂带机中增设了可调节张紧轮机构;由于门把手为三维空间曲面,在抛光过程中,砂带受力方向会不规则的变化,加上轮轴在安装调整后可能不平行,导致砂带工作时可能会发生跑偏的现象,为了解决这一问题,需要在砂带机中增加一个砂带调偏轮。综合考虑后将砂带机设计为四轮系砂带机,即由一个主动轮、一个接触轮、一个张紧轮和一个调偏轮组成的轮系结构[6-7],该砂带机具体布局如图8所示。

图8 砂带机布局图
(2)门把手抛光机设计
千页轮和尼龙轮均为圆柱结构,可以直接安装在传动轴上,由于千叶轮和尼龙轮工作过程中所需的转速不一致,故两种抛光轮分别安装在两台抛光机中,抛光机要求结构紧凑,避免和运动中的机器人、工件或夹具发生干涉,能够较快速地更快所需的磨头,故采用电机驱动,带传动、螺母紧固的结构形式,其结构示意图如图9所示。

图9 抛光机结构示意图
6 门把手抛光工业机器人的选型
考虑到门把手抛光过程中要控制工件作三维空间轨迹运动,故宜选用六自由度的工业机器人,目前市场上具有六个自由度的工业机器人有很多,如日本安川的MOTOMAN DX100型机器人、瑞典ABB的IRB46OO机器人和意大利柯马的NJ60型机器人都能满足实现门把手自动抛光的工作要求,其中柯马公司的NJ60型机器人具有刚度高、灵活度大、重复精度好及价格相对经济等特点,因此,本门把手抛光机器人工作站选用NJ60型工业机器人,该款机器人的有效负载为60 kg,重复精度为0.06 mm,最大工作半径为2 258 mm,可以使用PDL2语言进行离线程序,通过程序可以轻松控制机器人按照预定的轨迹执行动作,完成抛光加工任务。
7 应用情况
门把手抛光机器人工作站的实物如图10所示,使用该工作站自动抛光的门把手抛光质量完全可以达到产品设计要求,经试验,该工作站可连续72 h长时间连续稳定加工,完成1个门把手的抛光用时为2 min 8 s,大大缩短抛光时间,提高了效率,1个工作站能够替代5个工人的手工抛光操作,大大降低了劳动力成本。
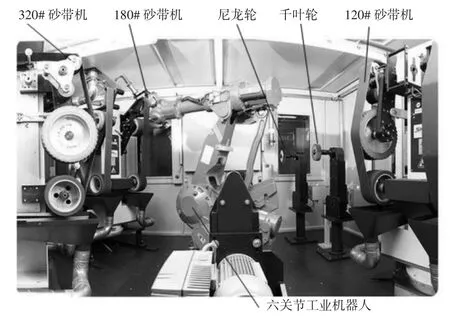
图10 门把手抛光机器人工作站
8 结束语
通过分析门把手抛光工艺及抛光过程中的运动轨迹,确定抛光过程中所需的自动化设备功能,再通过对门把手抛光机器人工作站的系统规划和总体设计,完全可以用机器人取代人工完成门把手的抛光加工工作,且工件的加工效率和加工质量有利显著的提高,因此,在“机器换人”为主导的智能制造时代的今天,该工作站具有较强的应用价值。
猜你喜欢
今日农业(2022年16期)2022-11-09
汽车工艺师(2021年7期)2021-07-30
哈尔滨轴承(2021年4期)2021-03-08
哈尔滨轴承(2020年3期)2021-01-26
汽车电器(2020年10期)2020-10-24
电脑报(2020年32期)2020-09-06
婚姻与家庭·性情读本(2017年1期)2017-02-16
环球市场信息导报(2015年35期)2015-12-26
中国建筑金属结构(2013年17期)2013-08-24
中国火炬(2009年12期)2009-10-17