氢氧化铝焙烧炉烟气脱硝技术探析
2019-12-26 03:27:12桑海波
世界有色金属 2019年18期
桑海波
(东北大学设计研究院(有限公司),辽宁 沈阳 110166)
铝行业因地域分布与“2+26”涉及范围有很大重叠,因此成为受影响较大的行业之一。其中铝行业特别排放限值参照《铝工业污染物排放标准及修改单》(GB 25465-2010)的要求。该修改单对大气污染物特别排放限值做了调整,颗粒物、二氧化硫指标大幅下调收紧,并新增了氮氧化物(以NO2计)特别排放限值。
面对各行业环保治理标准日趋严苛的趋势,各大氧化铝企业陆续将氢氧化铝焙烧炉烟气治理项目提上日程[1]。环境治理改造投资较大,为确保国家继续提高排放标准时无须再次进行改造升级,各大氧化铝企业纷纷将排放标准提高到超低排放的水平,即粉尘排放小于5mg/Nm3、氮氧化物排放小于50mg/Nm3。在此背景下,氢氧化铝焙烧炉“低氮燃烧+选择性非催化还原(SNCR)+选择性催化还原(SCR)”复合脱硝技术应运而生,并得到了快速的推广和应用。
1 脱硝技术概述
根据氢氧化铝焙烧炉的生产工艺过程和特点,为达到氮氧化物超净排放的目标,同时考虑到脱硝技术方案的低成本、安全、节能、稳定等因素,我院率先提出了在生产过程中对氮氧化物进行治理的技术路线,同时分两段对已生成的氮氧化物进行还原,一段是选择性非催化还原技术(SNCR),二段是选择性催化还原技术(SCR),还原剂采用尿素。
2 低氮燃烧技术
氮氧化物的形成机理分为热力型、燃料型和快速型三种。我院对焙烧炉生产过程进行了Fluent流体仿真模拟。结果表明,氢氧化铝焙烧炉在燃料燃烧过程中生成的氮氧化物为热力型和燃料型,其中又以热力型占主导影响。研究表明,只有温度高于1500℃时,热力型氮氧化物的生成反应才明显起来,且生成速度与氧分子浓度的0.5次方成正比,并随温度的上升总得反应速度增大。低氮燃烧技术主要包括燃烧优化、空气分级、氢氧化铝均匀布料等技术。
2.1 燃烧优化
采用分散燃烧技术降低火焰燃烧温度。更换原有直喷式喷嘴,采用分散火焰烧嘴。改造前火焰主要集中于窑炉中部,致使燃烧区局部温度高,氮氧化物生成量大。

图1 火焰形状变化
2.2 空气分级
主要是在C01至P04连接管引出部分高温空气接至P04,减小进入P04燃烧室部分的空气量,降低该区域的空气过量系数,从而降低高温区的氧含量,使燃烧室处在贫氧还原气氛下,抑制氮氧化物的生成。
2.3 氢氧化铝均匀布料
主要为P02下料优化,P02下料管由原来的单点下料,改为两点下料。改造后湿氢氧化铝与热烟气能够快速充分接触,加快反应速率,以达到降低焙烧温度和减少局部过热现象,可以有效抑制一部分氮氧化物的生成。
2.4 存在的问题
低氮燃烧改造虽取得了良好的效果,但是也存在一定的问题:
(1)改造局限性:P02下料管进出口两端高差有限,又要确保一定的坡度才能保证下料顺畅,因此在改造过程中无法实现多点下料,甚至有些炉型连两点下料都无法进行,限制了该项技术的实际应用。
(2)空气分级控制问题:空气分级技术需要准确控制空气的分配比例,才能保证燃料燃烧的稳定性和充分性。因此后续生产中对流量的控制要求较高,需要在生产过程中逐步摸索。
3 选择性非催化还原技术(SNCR)
3.1 SNCR技术原理
SNCR技术是一种成熟的商业性氮氧化物处理技术,在火电厂和锅炉行业已经广泛应用。SNCR方法主要在850~1100℃下,将含氨的化学剂喷入贫燃烟气中,将NO还原,生成N2和水,以有效的避免还原剂与贫燃烟气中氧气的大量反。
SNCR技术是在无催化剂存在条件下向炉内喷入还原剂(液氨或尿素),将NOx还原为N2和H2O。在950℃左右温度范围内,反应式为:

当温度过高时,会发生如下的副反应,又会生成NO:

当温度过低时,又会减慢反应速度,所以温度的控制是至关重要的。氢氧化铝焙烧炉P04上段及出口部分的温度恰好在900~1000℃,恰好处于SNCR的最佳反应温度。
3.2 SNCR技术工艺流程
SNCR技术由还原剂制备储存系统、循环输送模块(HFD模块)、稀释计量模块、分配模块、背压模块(PCV模块)、多层还原剂喷射装置和与之相匹配的控制仪表等组成。
SNCR系统脱硝过程是由下面四个基本过程完成:接收和储存还原剂、还原剂的计量输出、与水混合稀释、在窑炉合适位置注入稀释后的还原剂、还原剂与烟气混合进行脱硝反应。
3.3 SNCR技术关键
(1)喷枪位置的选择:喷枪位置的选择不仅要选择最佳的温度区间,还要考虑NOx/NH3分布均匀。氢氧化铝焙烧炉旋风分离器出口温度在950℃左右,恰好处于SNCR的最佳反应温度。
(2)喷枪的选择:本技术所选择的喷枪,具有雾化效率高、耐高温、耐腐蚀、喷射角可调、防堵塞等特点,能够达到最佳的反应效果。
(3)尿素溶液浓度调整:本技术设计了尿素溶液浓度自动调节功能,增强了系统对烟气中NOx浓度的适应性。
3.4 SNCR技术存在的问题
本技术选择尿素溶液作为还原剂,导致在流程中带入了一定量的水。这部分水需要在生产过程中蒸发掉,因此会造成煤气消耗量的增加。
4 选择性催化还原技术(SCR)
4.1 SCR技术原理
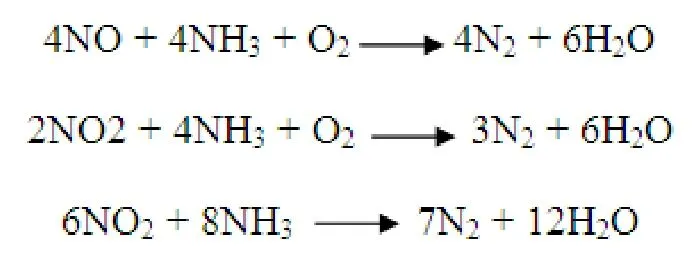
选择性催化还原法(SCR)脱硝技术原理:烟气中的NOx与喷入的NH3在脱硝催化剂的催化作用下反应生成H2O和N2,其主要反应过程如下反应式所示。

图2 SCR反应原理示意图
中温SCR反应温度正常在280~400℃,中低温SCR反应温度在180~280℃,其稳定运行温度主要因为催化剂受制于烟气中SO2等物质的影响。
4.2 SNCR技术工艺流程
系统主要由SCR反应器、催化剂、烟道系统、还原剂制备系统、输送、计量、热解系统、喷射系统等组成。项目中需对P02至A02间烟道进行改造,以便满足脱硝需要。改造后符合脱硝温度的烟气引出,经过脱硝反应器后,送回烟道,不设置旁路阀门。
4.3 SCR技术关键
(1)SCR反应器位置的选择:SCR反应需要合适的温度,再加上SCR反应器本体外形尺寸较大,又要考虑到对原系统的影响,因此反应器位置的选择尤为关键。本技术将反应器安装在P02下降管上部,此处烟气温度280~400℃,恰好处于最佳反应温度区间。
(2)催化剂的选择和保护:焙烧炉生产过程中有可能出现异常高温,尤其是在烘炉过程中,因此选择催化剂时要考虑一定的耐高温性能,以免催化剂因为异常高温而失效。
4.4 SCR技术存在的问题
本技术在焙烧炉原生产流程中加入了催化剂,达到了很好的净化效果。但是,会造成系统阻力的增大。经测算,按照增加两层催化剂考虑,系统阻力会增加500~600Pa。因此需要对原引风机能力进行核算,若出力不够,需对引风机进行改造。
5 焙烧炉烟气“低氮燃烧+SNCR+SCR”复合脱硝技术的应用情况
2017年,山东魏桥集团率先启动焙烧炉烟气脱硝治理项目,经过多方案比选及工业试验,最终选择“低氮燃烧+SNCR+SCR”复合脱硝技术进行大范围应用。2019年初,该公司已先后完成近30台焙烧炉的脱销改造,取得了良好的减排效果。
6 结语
国内多个氧化铝企业的成功应用表明,氢氧化铝焙烧炉经过“低氮燃烧+SNCR+SCR”复合脱硝技术改造后,氮氧化物排放达到了“超低排放”的标准,该技术值得氢氧化铝焙烧炉烟气脱硝治理提供借鉴。
猜你喜欢
山东冶金(2022年4期)2022-09-14 08:59:42
世界有色金属(2022年9期)2022-08-13 07:31:50
山东冶金(2022年2期)2022-08-08 01:51:24
世界有色金属(2021年5期)2021-06-13 05:21:44
能源工程(2021年1期)2021-04-13 02:05:56
中学化学(2019年4期)2019-08-06 13:59:37
中学化学(2019年4期)2019-08-06 13:59:37
世界有色金属(2018年8期)2018-06-28 07:33:10
金属加工(热加工)(2014年23期)2014-11-25 11:42:12
中国塑料(2014年2期)2014-10-17 02:50:46