西门子PRIMUS加速器X方向准直器卡死故障维修实例
2019-12-04 09:37谢辉雷大明周弘达武宗明
中国医学工程 2019年11期
谢辉,雷大明,周弘达,武宗明
(1.湘南学院附属医院 放疗中心,湖南 郴州 423000;2.湖南省肿瘤医院 放疗物理室,湖南 长沙 410000)
本院于2006 年购置西门子PRIMUS 加速器一台,主要用于肿瘤患者的普通放疗及电子线照射。运行十余年来每次机器机械部分及剂量输出部分质控检查,检测结果都符合国家相关规定[1]。目前该设备仍在服役,每日工作约6 h,但近几年出现数次准直器X 方向卡死不能运动的故障,现总结其故障现象及维修方法,报道如下。
1 故障现象
机器开启后进入准直器编程界面,输入准直器横向方向时不论技术员输入任何数值编程,其X2 始终显示为20.8 cm,并出现63 CONTROLLER 0连锁。使用操作台“复位钥匙”进行复位操作仍然无法消除故障,进行整机关机重启操作也不能排除故障,则说明不是偶发故障[2]。
2 故障分析
机器启动后,按键盘F3 键,输入本设备维修密码进入工程师维修服务页面,可以得知63 CONTROLLER 0 提示为21 error,具体错误代码:X2(B1)POT COUNTS OUT OF RANGE,之后提示为28 error,具体错误代码:X2 MOTOR DRIVE CHANNEL TEST FAILED[3-4]。由此可知钨门 X2 位置出现误差需要校正,或是马达驱动出现问题,因此初步推断故障出现在钨门X2 的驱动组件中,包括其马达、电位器及传动轴。
基本思路确定后,维修人员进入机房,将机器治疗头旋转到180°位置,仔细观察钨门运动情况。用手控盒操作钨门运动,发现X2 钨门处在最大位置处不能运动,X1 钨门可以按照预定进行自如运动。为求进一步分析故障,将附件框拆除,用专用龙门架取下圆形外包壳,露出X2 钨门及驱动电机组件,见图1。
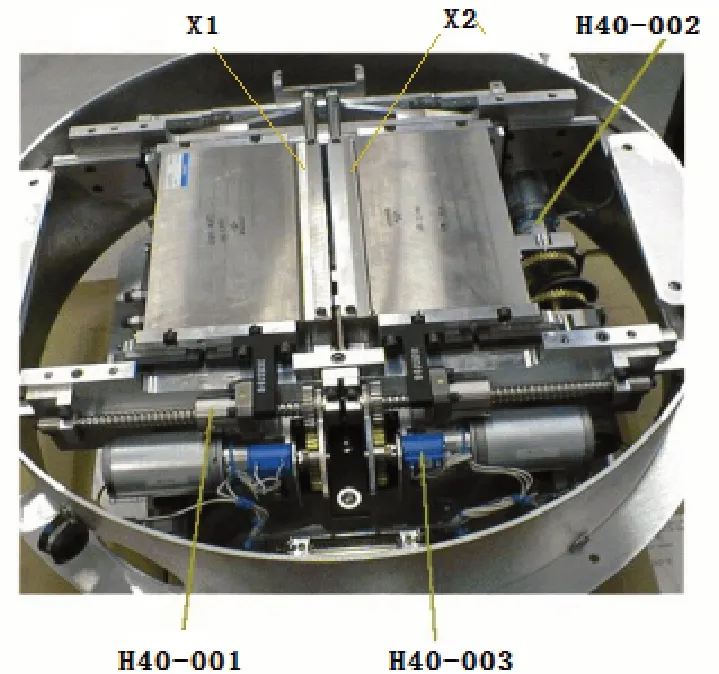
图1 西门子加速器机头准直器结构图
X1 与X2 如图1 所示位置,加速器机头为0°且机架为0°时,人面对机架,在二级准直器中横向运动的为X 准直器,左侧为X1,右侧为X2;二级准直器中纵向运动的为Y 准直器,靠近机器的纵向运动钨门为Y1,远离机器的纵向运动钨门为 Y2[5]。
两名维修人员配合工作,其中一人再次用手控盒控制X2 钨门运动,一人用万用电表测驱动电压,发现X1、Y1、Y2 都有驱动电压值,并且随着钨门所处位置的不同其电压值也不同,而X2 钨门驱动电压始终为0 V 不变,检查钨门X2 电位器(编号:H40-003)所有连接点均无松断开的现象。取下H40-003 电位器,用万用电表测量该电位器的线性,发现其线性表现良好[6],证明X2 电位器未损坏。将电位器的3 根线重新焊接归位,注意不能将3 根线接错。
测试CHANNEL V/F 板,X2 电位器电位为9.7 V,将X1 钨门打开至最大(20 cm 处),测量X1 电位器的电位为9.4 V。通过X1 与X2 电位器电压值在同一数值处的对比,可发现X2 电位器电位偏高,因此触发63 CONTROLLER 0 连锁,导致X2 驱动电机电压这一路的通道关闭,机器手控器、控制台信号无法传送至驱动电机驱动X2 钨门运动。
查阅相关资料得知[7]:该电位器为10K10 圈,精度为0.25,转动10 圈,其对应的电压则由0 V变为10 V。查阅西门子加速器厂家的相关材料得知相关位置的电位值电压,当X2 处于最大位置时的电位器的电压值约为9.4 V,见表1。

表1 不同钨门位置的电位器正常电压值 V
3 故障排除
松动两个固定螺丝,取下X2 电位器组件(包括齿轮)。一名维修人员转动X2 电位器组件的齿轮,另一名测量X2 电位器电压,将其调至9.4 V。之后重新安装好电位器组件,注意齿轮间铰合松紧要适度[8],确保两个钨门几何位置上对称。
开机后X2 钨门驱动正常,但关闭后发现X 轴钨门中间有一缝隙,不能完全关闭。这是由于X2钨门处于不同几何位置时与驱动电机电压值有误差导致不能精确匹配,因此需要对X2 钨门和驱动电机的电压值进行位置校正[9-10]。具体步骤为:①升床使源皮距为100 cm;②对正坐标纸,使坐标纸的中心原点与机器的中心原点重合;③调整X2 钨门使之处于0 cm 位置静止不动;④进入维修菜单页面,找到X2 钨门校正菜单,选择CAPTURE 选项输入第一个数值0 然后回车;⑤调整X2 钨门到另一位置重复第四步骤;⑥在两个位置均选择CAPTURE 选项后再选择RECALCULATE 选项,完成X2 钨门校准。值得注意的是,选取的两个位置间的差距须大于15 cm,才能保证钨门校准更有效和准确[11]。完成钨门校准后可以再进行检测,随意输入X2 钨门值,观察其X2 是否停留在准确的位置,如果有误差,再重复以上校正步骤直至其准确为止。
4 小结
医用直线加速器的钨门是机器机械部分的主要配件之一,是关系到肿瘤病人放射治疗时能否保护正常组织的关键部件,该部件能否正常工作直接关系到肿瘤放疗的疗效[12]。对于临床中出现钨门卡死、无法正常运动的,笔者总结多年工作经验,建议临床工程师应立即从以下两个方面入手进行维修:①卡死的钨门马达驱动电位器是否发生故障;②是否因其附件齿轮位置错误造成电位器电压出现误差,从而引起相关连锁。据报道,如果附件齿轮向正方向旋转过多则会引起其电位器电压信号偏高,反之则会引起其电位器电压信号偏低[3]。经笔者实践证明,电位器输出的实际电压信号与其标准值相比误差在±2%以内则不会引起上述63 CONTROLLER 0 连锁,若误差越大则钨门到位精度就越差[13]。因此优先明确以上两点有利于尽快找到故障点,维修好设备。由于调研工作仍不够深入,没有进行多中心的交流,可能还有更多造成故障的原因,这需要日后更多的交流总结。分析造成该设备此类故障原因可能有:①机器钨门运动过于频繁,超过其耐受范围从而导致钨门所处位置与驱动电位器不一致;②由于供给其电位器的电压突然变化使得信号传递出现误差;③机房温度、湿度及洁净度不达标使齿轮及传动抽等运动受阻从而造成电压值出现误差;④驱动电路板等器等原件的老化,造成信号传递不准。上述原因中①、③、④是不可控的,只能做好每日的维护,创造良好的机房工作条件以降低故障发生几率。
放疗设备由众多电路及元件组成,相关部件工作原理各不相同,临床维修工程师在日常做好机器维护的同时,需要充分掌握设备的工作方式及原理,通过不断总结经验,才能及时高效地排除故障从而为临床做好后勤保障工作。
猜你喜欢
现代装饰(2022年5期)2022-10-13
小哥白尼(趣味科学)(2022年5期)2022-08-15
内燃机工程(2021年6期)2021-12-10
少先队活动(2021年6期)2021-07-22
少儿科学周刊·少年版(2020年9期)2020-03-04
少儿科学周刊·少年版(2020年9期)2020-03-04
疯狂英语·读写版(2019年5期)2019-09-10
World Journal of Hepatology(2019年5期)2019-06-20
中国信息技术教育(2016年23期)2017-01-03
哈尔滨理工大学学报(2014年3期)2015-01-04