
冷轧不锈钢板带表面缺陷分析与控制
2019-12-02 04:09孙贵庆
中国科技纵横 2019年17期

摘 要:通过分析入口原料性能特点、出口产品不同规格及不同的质量要求,重点讨论森吉米尔二十辊轧机比较容易产生的几类典型缺陷的原因,及生产过程中的质量检查和控制预防措施,以期有效降低轧机产品的缺陷率,提高质量控制水平。
关键词:二十辊森吉米尔轧机;不锈钢板带;冷轧;表面缺陷;质量控制
中图分类号:TG335.12 文献标识码:A 文章编号:1671-2064(2019)17-0000-00
1森吉米尔二十辊轧机冷轧产品主要表面质量要求
轧制的不锈钢板带应达到用户合同要求的目标厚度,并保证带钢实际厚度在允许的厚度偏差之内,同时为保证成品板形质量,在轧制过程中对原料板形进行改善,并达到后部工序生产的要求。
2 二十辊森吉米尔轧机冷轧工序主要缺陷及控制
不锈钢冷轧板带产品的生产是钢铁产品中的精加工品,表面质量要求高,生产工艺复杂,加工工序多,辊子多,产生缺陷的机会和因素较多、较复杂。表面缺陷的产生有两个方面:一个是原料缺陷,例如原料夹杂、锈蚀印等,在冷轧生产过程中显现明显;另一个是各工序生产过程中产生的缺陷,需要在生产过程中及时进行解决和处理。
2.1 原料缺陷
不锈钢中含有较高的合金元素,有较发达的柱状晶和在高温下存在第二相组织,造成热塑性较低。如果热加工出现表面裂纹,即使修磨消除也往往由于残留缺陷而保留在成品表面上。不锈钢铸坯表面缺陷如清理不彻底也会对成品表面造成影响。热轧时由于轧辊硬度、冷却强度不良,易造成热轧辊印等缺陷。这些缺陷在冷轧工序无法去除,由于辊印缺陷均呈周期性分布,对成品质量造成很大影响,所以针对热轧钢带在冷轧前一般需要进行表面修磨。
2.2 二十辊轧机冷轧产生的缺陷
森吉米尔二十辊轧机冷轧比较容易产生的几类缺陷及预防措施:
(1)冷轧擦划伤:该类缺陷一般产生在钢卷的头、尾,生产过程过程中穿带、甩尾以及上道工序和下道工序张力不匹配造成层间擦伤,尤其是4.0mm以上厚度原料钢卷,发生率较高。针对擦划伤缺陷在开卷时,由于原料较厚,一方面要检查带钢通道,另一方面要控制好穿带和甩尾操作,同时在生产过程中也要对带钢表面质量进行检查,发现擦划伤缺陷时,要及时进行处理,从而减少发生量,在末道次检查表面时,如果发现轻微的擦划伤,可对钢卷进行在机改轧,以消除缺陷,另外重点加强带钢头、尾卷取张力的控制,保证前张大于后张。划痕缺陷如图1所示。
(2)冷轧凹坑或印痕:该类缺陷一般由于工作辊面表层掉肉或者有异物进入机架后黏附在工作辊表面产生。针对此类缺陷的避免首先要对磨削后的工作辊表面质量进行检查,保证上机要求,同时对工作辊硬度进行抽检,一般要求60HRC以上,另外要保证工作辊磨削量,保证疲劳层去除。凹坑缺陷如图2所示。
(3)油斑类缺陷:保证机器设备良好的运转情况,通过挤干辊的凸度和调整挤干辊压力保证封油效果,另外在冷线脱脂过程中,要针对去油效果来合理控制参数,避免任何油污在板面上形成斑痕。油斑缺陷如图3所示。
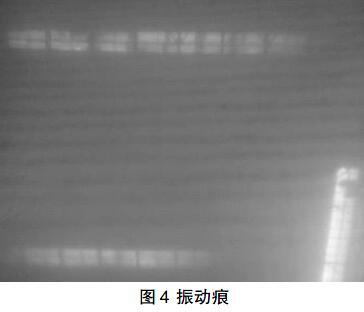
(4)振动痕:严格控制轧辊磨削工艺,避免在工作辊、一中间、二中间及支撑辊的辊面上形成隐性振动痕,最终反映到钢带表面上产生不同周期的振动痕。二十辊森吉米尔冷轧机组必须注意预防轧制中前几道次出现打滑现象,可能在钢带表面产生直至最后道次都无法完全消除的连续振动痕。振动痕如图4所示。
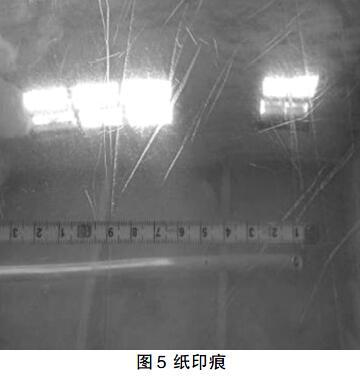
(5)纸印痕和纸斑:一方面要对原料情况进行检查,发现其带有碎纸屑时要及时进行清理,避免轧制过程中碎纸屑压入钢板,针对末道次需要垫纸时,要保证垫纸平整垫入,同时在生产过程中合理控制垫纸张力,保证其平稳垫入。纸印痕如图5所示。
(6)板形不良:常见的板形不良有边浪、中间浪、单边浪、复合浪等。由于轧制过程中板带延伸不均,产生内部应力所致。导致板形不良的因素主要有原料厚度不均、轧制工艺规程设定不合理、在轧制过程中板形调整不到位、轧辊辊形有偏差等等。因此为了得到良好的板形,在轧制过程中一定要根据来料板形及每道次板形曲线进行及时调整;另外在轧辊磨削过程中,保证工作辊、一中间辊、二中间驱动辊和背衬轴承的辊形,同时要根据工艺要求保证一中间辊的锥长和锥度,以及二中间惰辊的凸度,从而保证良好的板形。板形不良如图6所示。
3 質量检查
对二十辊轧机工序的质量缺陷检查包括尺寸检查、表面检查、形状检查及钢卷检查。
3.1 缺陷的判定
(1)检查人员必须了解二十辊森吉米尔冷轧机的工艺参数及其特性,如轧制规格、轧制速度、道次压下量、来料要求、辊系数据及主要设备的参数,不同的设备易产生的缺陷。(2)依据缺陷形态准确确定缺陷名称,根据缺陷分布状态及严重程度进行判定级别,然后按照缺陷的五要素:名称、大小(长度、数量)、等级、位置和周期性进行记录。
3.2 表面质量检查要点
(1)板面擦拭干净;(2)迎光检查缺陷;(3)检查有无手感;(4)上、下表面检查;(5)检查足够长度;(6)研磨判断。
4 结语
森吉米尔二十辊轧机整个系统运行工况复杂,本钢不锈钢丹东公司外购不锈钢原料卷来自不同厂家,原料特性多样化,同时用户订单对表面要求具有差异,在不锈钢板带生产过程中较多的产品缺陷来自于二十辊轧机的冷轧工序,因此,对森吉米尔二十辊轧机设备性能和工艺参数的合理匹配与优化,以有效地防止和降低本机组工序主要缺陷。同时强化机组操控能力,加强产品质量检查是降低缺陷产生的主要手段。
收稿日期:2019-07-24
作者简介:孙贵庆(1969—),男,山东费县人,大专,工程师,研究方向:金属材料与热处理。
猜你喜欢
中南大学学报(自然科学版)(2022年7期)2022-08-29
一重技术(2021年5期)2022-01-18
材料与冶金学报(2021年4期)2021-12-10
冶金设备(2021年1期)2021-06-09
山东冶金(2019年6期)2020-01-06
山东冶金(2019年2期)2019-05-11
山东冶金(2018年6期)2019-01-28
经济技术协作信息(2018年20期)2019-01-19
制造技术与机床(2017年6期)2018-01-19
水利科技与经济(2016年6期)2016-04-22
