FD合金负压稳流型分酸器在铜冶炼烟气制酸中的应用
2019-11-27 06:29:42杨四秦张兴旺自振华
有色设备 2019年5期
杨四秦, 张兴旺, 自振华
(中国有色矿业集团 谦比希铜冶炼有限公司,赞比亚铜带省 卡卢卢希市 23558)
0 概述
干吸塔分酸器是硫酸生产中的关键设备,对于保证吸收效率 、尾气达标排放极其重要。直接影响着整个塔的操作性能。由于在填料塔内气体的分布是否均匀主要取决于液体分布的均匀程度,所以分酸器的均匀分酸是保证干吸塔达到预期干燥、吸收效率的重要条件。理想的分酸器不但应分酸均匀,而且还要自由通气截面积大,操作弹性大,不易堵塞,烟气中酸沫夹带量少,使用寿命长,易于安装和拆卸[1]。随着硫酸装置的进步和生产能力的规模化,传统的管式分酸器逐渐被较为先进的槽管式分酸器取代。槽管式分酸器通常采用SandvikSX合金、孟莫克ZeCor合金或高硅不锈钢材质制作,这些材料都较为昂贵,加工制作成本较高;另一方面,基于减轻塔体负重和降低制作成本以及塔体固有布酸面积的考虑,槽管式分酸器降液管一般采用管壁≤2 mm的标准焊接管制作,受到铜冶炼烟气成分复杂、含有强腐蚀的氯离子、落酸管空管及重力加速磨蚀的影响,落酸管较易腐蚀,致使分酸效果下降甚至分酸器提早失效报废,造成工艺和环保事故发生频次较高,成为阻碍槽管式分酸器在冶炼烟气制酸系统使用的一个重要瓶颈和短板。
1 某铜冶炼厂的基本工艺流程及产能配置
某粗铜冶炼厂火法冶炼流程为:富氧气顶吹艾萨炉→沉降电炉→PS转炉,设计规模为年产25万t粗铜和67万吨98%浓硫酸,冶炼烟气制酸系统分为两个系列,其中一期产能设计为30万t/a,二期为40万t/a,工艺均采用两转两吸工艺,其流程为:富氧气顶吹艾萨熔炼和PS转炉吹炼过程中产生的SO2烟气经余热锅炉降温后,进入收尘器除去大部分烟尘,再送至净化工序进一步除尘、降温,经过干燥塔后的SO2烟气在转化和干吸工序完成两转两吸,达标后的尾气从烟囱排空。净化工序产出污酸泵至污酸水处理系统进行两段石灰铁盐法中和处理,干吸工序产出合格98%浓硫酸泵至产品酸库。
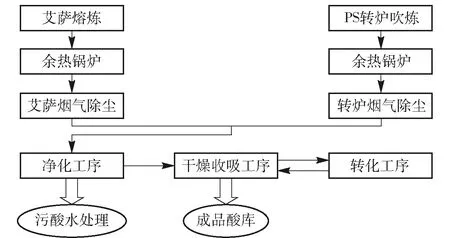
图1 某铜冶炼厂工艺流程简图
2 改造前管槽式分酸器使用情况
2.1 管槽式分酸器结构及性能
某铜冶炼厂硫酸一期320 kt/a制酸系统于2009年2月建成投产,最终吸收塔使用进口不锈钢合金材质的管槽式分酸器,其主要由进酸管、分酸管、分酸槽、降液管(分为直管、斜管)、吊杆组成,浓硫酸在分酸器中的走向为:进酸主管→各分酸管→对应分酸槽→溢流口→落酸管(如图2所示)。
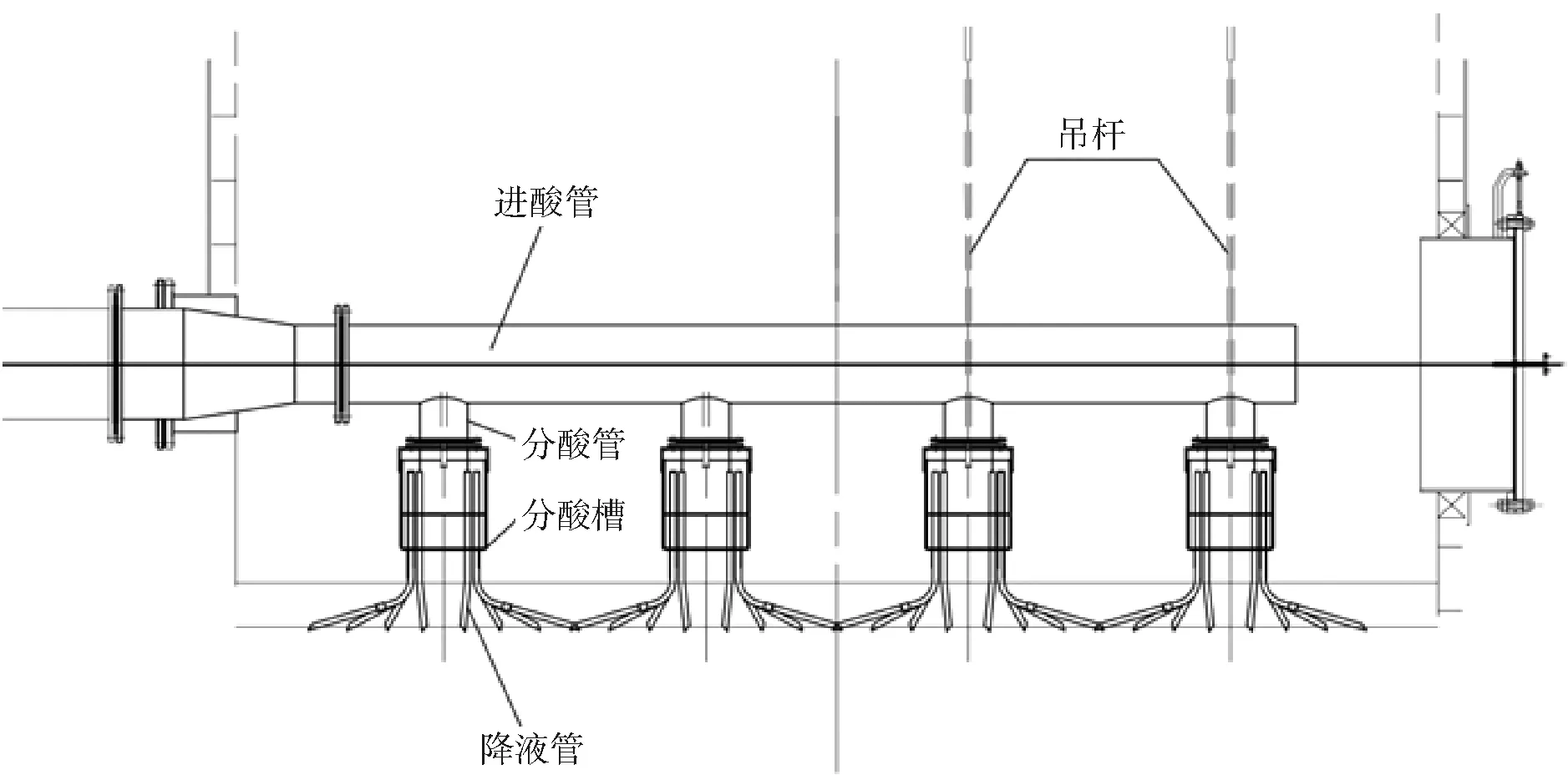
图2 管槽式分酸器结构
槽管式分酸器的优势如下:
(1)分酸槽布点科学、合理且密度大,各分酸槽流量可调,在塔内径为5 500 mm的浓酸塔内,分酸点间距均为150 mm,布点密度43点/m2,各分酸槽进酸量可由槽内截留板调节。
(2)静压分酸,保障喷淋量充足的前提下,有效降低落酸管末端酸液流速和酸雾的产生。
(3)不易堵塞,酸液进入分酸槽后,从落酸管高位的溢流口流出,酸液中的大颗粒固体在分酸槽内产生重力沉降,避免堵塞落酸管。
(4)采用不锈钢合金材质制作对不含有害物的高温浓硫酸有良好的耐腐蚀性能,在110 ℃以下,纯净的93%~98%浓硫酸中,年腐蚀速率约0.025 mm/a。
2.2 管槽式分酸器故障描述
(1)该分酸器于2018年2月发现硫酸尾气SO3含量超过5 mg/Nm3排放标准,工艺波动时甚至出现尾气冒白烟的情况。
(2)吸收率下降至99.0%以下,最终吸收塔出口烟气温度高于进塔酸温(高于8 ℃左右),吸收塔的操作弹性下降。
(3)停产进塔检查,塔顶除雾器完好,但分酸器部分降液管腐蚀断裂、坍塌,导致分酸偏流,持液量下降和分酸均匀较差,多处分酸点出现少液或无液的情况。
2.3 管槽式分酸器出现腐蚀的原因判断
(1)经过检查分酸器使用期间的小时浓度统计,酸浓度基本控制在98.3%~99.0%之间,符合分酸器的浓度控制要求;
(2)分酸器进塔酸温是由自动温控阀控制,温度基本控制在61~72 ℃之间,符合分酸器酸温低于78 ℃的标准;
(3)使用管槽式分酸器塔内流通截面积小,落酸管外侧气速较高,对落酸管气、液腐蚀增强,降低分酸器使用寿命;
(4)根据浓酸的取样分析结果发现,浓酸中的氯离子浓度高于分酸器耐腐蚀上限(18.3 mg/L),浓酸中的氯离子超标是导致和加速分酸器落酸管腐蚀的原因之一;
(5)据现场腐蚀情况发现,由于落酸管内在分酸过程会出现空管及重力加持的湍流、激流现象,落酸管出现冲刷磨蚀是直接导致和加速分酸器落酸管腐蚀的主要原因。
2.4 总结合金管槽式分酸器的不足
(1)管槽式分酸器的制作材料一般为进口高合金耐腐蚀不锈钢或者高硅不锈钢制作,导致分酸器造价高昂;
(2)液面上分酸(溢流),导致安装调校精度较高,容易出现液面波动产生的分流不均;
(3)溢流口静压,会被漂浮的碎瓷环及杂物堵塞,造成分流不均;
(4)降液管是成品焊管制作,在降液管的接缝处材质耐腐蚀性较差,是最早出现腐蚀穿管的位置;
(5)降液管管壁厚度1.5 mm,因分酸管分酸进入分酸槽是带压冲刷,特别是在分酸槽的进酸区域,对降液管的机械冲刷较为严重,降液管最先出现腐蚀断裂也是在此区域;
(6)冶炼烟气制酸因入炉原料成分复杂,烟气中含有对不锈钢腐蚀较为严重的氯离子,由于分酸支管壁厚较薄,且与槽体处采用胀管方式连接,氯离子的腐蚀和液体和气流的冲涮将导致分酸效果不佳,同时极大的降低了分酸器的使用寿命;
(7)固有的落酸管内径,不利于均匀分酸设计,分酸过程还会出现不满流(空管)现象,易产生空泡腐蚀;
(8)从溢流口到落酸管终出口的距离较长,产生酸重力加持的湍流和激流,造成较快的冲刷磨蚀。
3 FD合金负压稳流分酸器
3.1 FD合金材质的耐腐蚀性介绍
FD合金材质进行了长期的不同温度、酸浓、多种工况酸的耐腐蚀性能挂片自动旋转、对比测试,根据测出的单位失重(g)计算出FD材料的年度腐蚀速率,如表1所示。
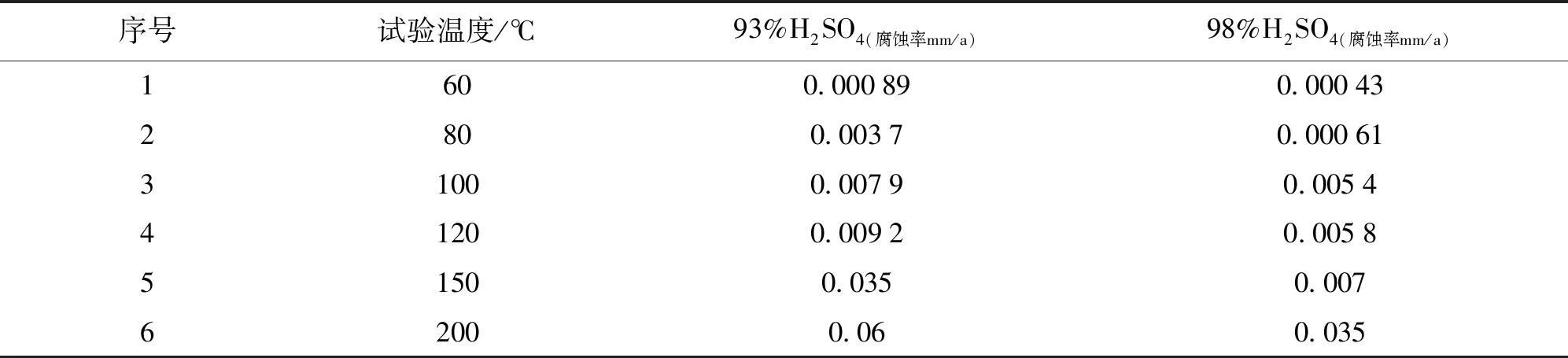
表1 FD合金在不同工况下的腐蚀速率
注:采用硫铁矿生产的93%浓硫酸,时间:72 h/组。
将其和众多不锈钢材料、多种自研发的合金配比精炼材料在同一条件下进行耐腐蚀性能试验比较,部分如表2所示。
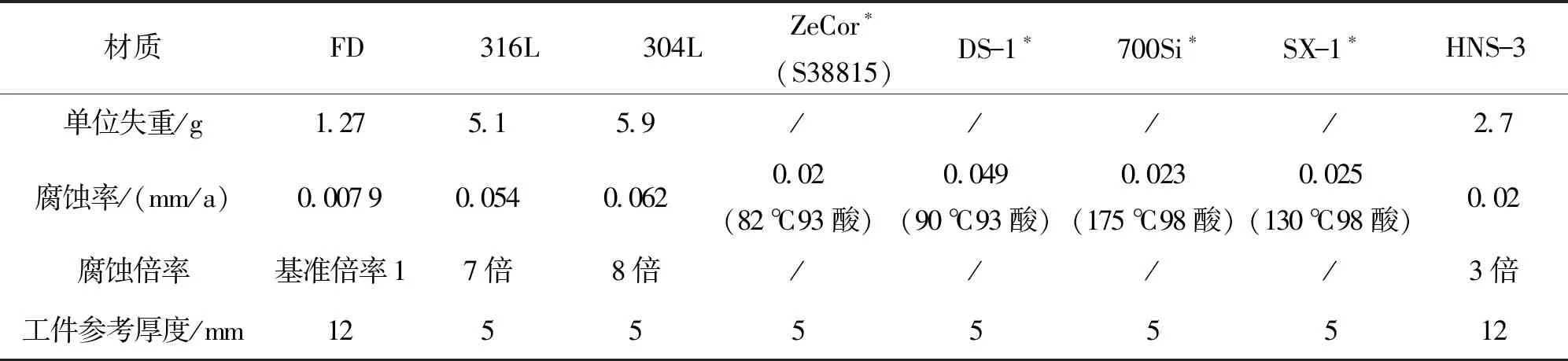
表2 FD合金与不同种类合金的耐腐蚀性比对
实验条件:采用93%浓硫酸、100 ℃、72小时/次;有“*”为相关资料报导数据。
通过实验数据比较FD合金的耐腐蚀性能较为优异,满足于分酸器制作和使用要求。
3.2 槽管式分酸器和FD合金负压稳流分酸器的结构及性能对比
3.2.1 传统管槽式分酸器
(1)槽管式分酸器,它是由进酸管、分酸管、降液管(分为直管、斜管)组成。酸是通过进酸管流各分酸管,再由各分酸管分配到各分酸槽。降液管的进液位于分酸槽持液度的中上部,酸通过降液管流入填料层内。另外在分酸管上装有节流孔板、调节闸门等平衡调节各分酸槽内的酸量。这种分酸器分酸点数可以增加到44个/m2。由于落酸点数较多,易于实现布置均匀。分酸点密度的增加与布酸点位置的优化,其覆盖面积大,减少塔边缘的沟流产生。降液管的口径比管式分酸器分酸管上的排酸孔大 ,避免因增加酸分布点导致出酸口面积过小,增加堵塞的危险[3]。
(2)管槽式分酸器有单位面积内分酸点多(44个/m2)、分酸相对算均匀、不易堵塞、烟气夹带酸沫少等优点,但降液管管壁薄(≤2 mm),一旦管壁腐蚀至0.5 mm左右,耐机械冲刷性较差,直接出现腐蚀断裂,降低了槽管式分酸器的整体寿命,槽管式分酸器基本采用进口合金材料价格都比较昂贵,使用成本较高,设备使用的经济性较差。
3.2.2 FD合金负压稳流分酸器
(1)FD合金负压稳流分酸器是由一根或多根分酸主管和众多分酸支管组成,使用时浓硫酸由酸泵送入进酸主管,由进酸主管进入联通管或预分布系统,由预分布系统分流进入分酸主管再分配至各分酸支管,再由各分酸支管上开设的分酸孔喷淋至填料表面。为了保证各分酸孔等流量分酸,分酸器内必须保持某一“稳定的压力值”。该值以硫酸流过各分酸支管端部最后一分酸孔之后的流速≤2 m/S为约束条件,应用流体力学的理论[2]而确定。
(2)FD合金负压稳流分酸器由进酸管、联通管、预分布管、过流管、均衡管、盲区解决管及分酸支管等组成,分酸点一般为42~56个/m2,布点向下呈35~55°模板式布点无盲区,消除了分酸死角和气液接触不良现象,有效降低了塔体高度及填料高度。分酸布点呈规则的三角形均匀分布,通过预分布系统和分流管,限制了分酸支管的长度,同时利用“满进满出、真空负压虹吸”原理,在主管、主部件及预分布系统内形成稳流后的液下流量均分,使其湍流变稳流,均衡了分酸点的压力、流速、流量,分酸均匀,消除了分酸死角和气液接触不良现象[4]。(3)FD合金负压稳流分酸器充分延续了传统管式分酸器的优点:截面积小(只占塔截面积的40%),安装维修方便。均压稳流型分酸器设置预分布系统、缓流笼、增加分酸点(46个/m2)等措施,利用“真空负压虹吸”原理,使各分酸点压力、流速、流量均等,彻底解决了传统管式分酸器分酸点少、分酸不均、带沫严重等问题,为防止分酸出酸口堵塞情况的发生,在浓酸泵出口处安装了过滤装置,解决了分酸孔易堵塞的问题,同时在出酸口出巧妙的用上了精衬四氟工艺,使出酸口最容易腐蚀变大的部位得到了很好的保护,为分酸器的寿命及性能提供了有力的保障。
4 FD合金负压稳流分酸器的改造效果
某铜冶炼公司硫酸分厂于2018年大修对二吸塔分酸器进行了更换,安装后试酸效果良好,各分酸点压力、流量均衡,无酸沫飞溅,满足生产要求。分酸器经过整个系统的生产,二吸塔分酸器的各项指标良好,改造前后二吸塔工艺参数对比如表3所示。

表3 改型前后二吸塔工艺参数对比
通过改造前后工艺参数的对比,可以看出,在同等工况条件下,改造后二吸塔的吸收率得到提升,塔压降下降了0.4 kPa,循环酸泵电流下降了约10 A,为系统的节能提供有利条件。
改型后运行至今,经过系统工艺数据的分析观察,二吸塔吸收率与进口槽管式分酸器同样处于甚至是高于的优秀状态,且均压稳流型分酸器因占塔截面积较小,减少了二吸塔0.4 kPa的阻力,循环酸泵电流下降了约10 A,降低系统能耗的同时有利的减少了酸雾的形成,充分表明FD合金负压管式分酸器性能的优良。
5 结束语
要保证铜冶炼制酸装置长期高效的稳定运行,杜绝外排尾气酸雾或SO3的环境污染,干吸塔分酸器分酸效果的好坏是关键因素之一。进口的管槽式分酸器虽然在分酸效果和耐纯高温浓硫酸腐蚀上具有较为突出的优势,但针对铜冶炼烟气制酸烟气成分复杂和含氯有害物存在的特性,其不锈钢合金和结构方面的优势却受到了弱化,尤其是其薄壁降液管更是此类分酸器的一大短板,在酸浓度波动、酸气冲刷腐蚀的协同作用下,制约此类分酸器在铜冶炼烟气制酸系统中的使用寿命。
FD合金负压稳流分酸器通过对传统管式分酸器的传承和技术改造创新,其FD合金特有的耐氯离子腐蚀和厚壁分酸管结构,使之成为在铜冶炼制酸行业中能与合金槽管式分酸器相媲美的一大优势;较高的使用效果和优越的性价比也成为铜冶炼制酸厂日益关注和青睐的优势之一,此外,负压分酸和烟气低阻力还兼备了节能的特点。国内多家制酸厂相继选择使用此类分酸器,最长运行时间达到8年以上,具有良好的口碑,FD合金负压稳流分酸器在320 kt/a铜冶炼制酸系统中的成功运用和实践,再一次证明了此分酸器的技术领先性和推广应用价值。
猜你喜欢
排灌机械工程学报(2024年2期)2024-02-02 08:22:12
材料与冶金学报(2022年2期)2022-08-10 09:15:50
石油工业技术监督(2019年10期)2019-11-01 05:56:54
电子测试(2017年15期)2017-12-18 07:19:46
中国工程咨询(2017年4期)2017-01-31 03:05:20
环境科技(2016年4期)2016-11-08 12:19:04
电子制作(2016年21期)2016-05-17 03:52:49
设备管理与维修(2016年7期)2016-04-23 06:51:47
电源技术(2016年9期)2016-02-27 09:05:31
中国塑料(2015年7期)2015-10-14 01:02:39