
一种快速降解的塑料编织袋的制备方法
2019-11-27 07:48王仁龙整理
塑料包装 2019年5期
王仁龙 整理
一、概述
塑料编织袋按主要材料构成分为聚丙烯袋和聚乙烯袋,由于其质轻、机械强度好、化学性能好、廉价的优点而广泛应用于社会的各个领域。
目前,人们开发研究以生物降解塑料为主的塑料编织产品,现有的生物降解塑料主要以聚酯类的有机物与天然可降解大分子聚合而成的可生物降解塑料为主,实际应用中,该类塑料制品除了需要具备生物降解性能的要求外,还需要具备较好强度,如韧性和抗冲性能等,强度好的可生物降解速度不便于快速降解,因此,现有的可生物降解的塑料编织产品尽管具备可降解的功能,但是其降解速度不够快,同样给塑料编织垃圾处理带来一定的压力。
本技术为了克服上述技术问题的不足,提供了一种快速降解的塑料编织袋的制备方法,在塑料编织袋使用时具备较好韧性和抗冲性能,使用后可以快速降解。
二、技术方案
本技术提供了一种快速降解的塑料编织袋的制备方法,在塑料编织袋扁丝工艺中加入高分子快速降解树脂和光引发剂,所述的塑料编织袋的主要原料为聚丙烯或聚乙烯,所述的高分子快速降解树脂是由聚乳酸、聚乙烯醇、聚甲基乙撑碳酸酯、乙烯-丙烯酸共聚物、多元醇和有机醛化合物组成的混合物;所述的光引发剂为芳香酮、芳香胺、乙酰丙酮铁、2-羟基-4甲基苯乙酮肟铁、硬脂酸铁中的任意一种。
三、有益效果
在塑料编织袋扁丝工艺中加入高分子快速降解树脂和光引发剂,具备较好的相容性,其中高分子快速降解树脂中的乙烯-丙烯酸共聚物作为增韧剂发挥作用,与传统塑料编织袋中的增韧剂共同作用,使得塑料编织袋在使用过程中具备较好的强度。在光引发剂的作用下,使用后的塑料编织袋会因为高分子快速降解树脂的存在发挥协同作用,使得塑料编织袋会快速降解。
四、附图说明
下图为实施例1塑料编织袋三个时间段的表面形貌图。
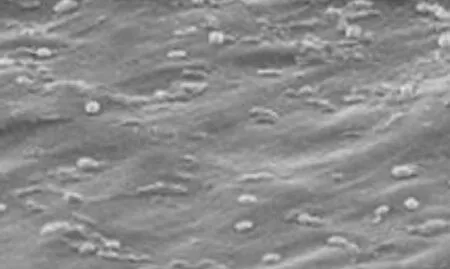
图1 未使用的塑料编织袋的表面形貌图
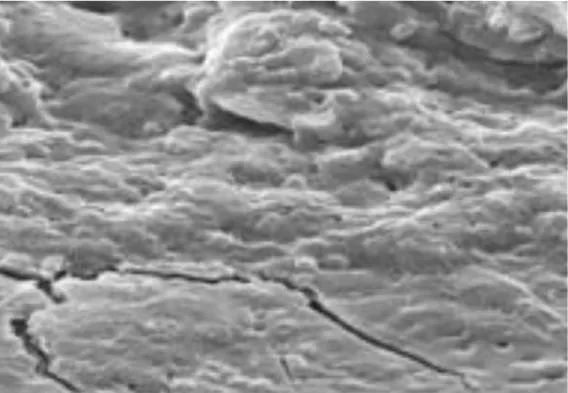
图2 使用后半个月开始分解的塑料表面形貌图

图3 使用后三个月分解的塑料表面形貌图
五、具体实施方式
实施例1
1)制备高分子快速降解树脂,按照以下重量份分别称取:40份聚乳酸、15份聚甲基乙撑碳酸酯、15份聚乙烯醇、20份乙烯-丙烯酸共聚物、10份多元醇、6份有机醛化合物;首先将聚乳酸、聚乙烯醇、多元醇和有机醛化合物混合搅拌,加热升温至120℃,然后添加乙烯-丙烯酸共聚物和聚甲基乙撑碳酸酯,继续加热升温至 175℃,进行造粒制得高分子快速降解树脂;
聚甲基乙撑碳酸酯的数均分子量为100000。聚乙烯醇的醇解度为 85%。乙烯-丙烯酸共聚物中的丙烯酸的含量为15%。多元醇为丙三醇和乙二醇按照体积比为 1:1的混合物。有机醛化合物为甲醛和乙醛按照体积比为1:1的混合物。
2)再根据以下质量分数分别称取原料,芳香酮 1.5%、高分子降解树脂 19%、淀粉 7%、助剂 8%、余量为聚丙烯;助剂为固体石蜡、钛酸酯和油酸酰胺按照质量比为2:1:2的混合物。
3)将淀粉、助剂和聚丙烯置于混料机中活化,在110℃下搅拌活化40 min,升温至115℃,将芳香酮和高分子降解树脂放入混料机中,在 115℃下搅拌 20 min后冷却至室温得到塑料编织袋的扁丝原料;
4)将步骤3)得到的扁丝原料加入螺杆挤出机中,加热条件下,经过塑化、熔融、均化后,挤出薄膜;
5)将薄膜冷却后经过刀具切丝,得到胚丝;
6)将胚丝经过热辊加热牵引拉伸,再经过冷辊定型处理,得到扁丝;
7)扁丝经过经纬编织制得塑料编织袋产品,螺杆挤出机为双螺杆挤出机,螺杆挤出依次设置6个温区,从进料到出料的温度依次为 240℃、185℃、230℃、220℃、200℃、230℃;胚丝经过热辊加热牵引拉伸时,热辊的温度为 205~210℃,扁丝的牵引速度与牵引速度的比值为0.95,冷辊定型时,冷辊的温度为45~55℃。
附图1-3示出了该实施例方法制备的塑料编织袋在未使用和使用后的半个月到三个月时间内的表面形貌图变化,由图可知,三个月后的塑料编织袋的纤维断裂后降解完全。
实施例2
1)制备高分子快速降解树脂,按照以下重量份分别称取:30份聚乳酸、10份聚甲基乙撑碳酸酯、10份聚乙烯醇、10份乙烯-丙烯酸共聚物、5份多元醇、5份有机醛化合物;首先将聚乳酸、聚乙烯醇、多元醇和有机醛化合物混合搅拌,加热升温至110℃,然后添加乙烯-丙烯酸共聚物和聚甲基乙撑碳酸酯,继续加热升温至 160℃,进行造粒制得高分子快速降解树脂;
聚甲基乙撑碳酸酯的数均分子量为 20000。聚乙烯醇的醇解度为 85%。乙烯-丙烯酸共聚物中的丙烯酸的含量为10%。多元醇为山梨醇。有机醛化合物为丙醛。
2)再根据以下质量分数分别称取原料,芳香胺1%、高分子降解树脂15%、木质素5%、助剂 5%、余量为聚乙烯;助剂为固体石蜡、钛酸酯和油酸酰胺按照质量比为2:1:2的混合物。
3)将木质素、助剂和聚乙烯置于混料机中活化,在100℃下搅拌活化30 min,升温至110℃,将芳香胺和高分子降解树脂放入混料机中,在110℃下搅拌15 min后冷却至室温得到塑料编织袋的扁丝原料;
4)将步骤3)得到的扁丝原料加入螺杆挤出机中,加热条件下,经过塑化、熔融、均化后,挤出薄膜;
5)将薄膜冷却后经过刀具切丝,得到胚丝;
6)将胚丝经过热辊加热牵引拉伸,再经过冷辊定型处理,得到扁丝;
7)扁丝经过经纬编织制得塑料编织袋产品,螺杆挤出机为双螺杆挤出机,螺杆挤出依次设置6个温区,从进料到出料的温度依次为 220℃、170℃、210℃、220℃、190℃、205℃;胚丝经过热辊加热牵引拉伸时,热辊的温度为 205~210℃,扁丝的牵引速度与牵引速度的比值为0.95,冷辊定型时,冷辊的温度为45~55℃。
实施例3
1)制备高分子快速降解树脂,按照以下重量份分别称取:50份聚乳酸、20份聚甲基乙撑碳酸酯、20份聚乙烯醇、25份乙烯-丙烯酸共聚物、15份多元醇、10份有机醛化合物;首先将聚乳酸、聚乙烯醇、多元醇和有机醛化合物混合搅拌,加热升温至130℃,然后添加乙烯-丙烯酸共聚物和聚甲基乙撑碳酸酯,继续加热升温至 190℃,进行造粒制得高分子快速降解树脂;
聚甲基乙撑碳酸酯的数均分子量为200000。聚乙烯醇的醇解度为100%。乙烯-丙烯酸共聚物中的丙烯酸的含量为20%。多元醇为丁二醇。有机醛化合物为乙二醛。
2)再根据以下质量分数分别称取原料,乙酰丙酮铁2%、高分子降解树脂20%、木质素10%、助剂10%、余量为聚丙烯;助剂为固体石蜡、钛酸酯和油酸酰胺按照质量比为2:1:2的混合物。
3)将木质素、助剂和聚丙烯置于混料机中活化,在115℃下搅拌活化45 min,升温至120℃,将乙酰丙酮铁和高分子降解树脂放入混料机中,在120℃下搅拌30 min后冷却至室温得到塑料编织袋的扁丝原料;
4)将步骤3)得到的扁丝原料加入螺杆挤出机中,加热条件下,经过塑化、熔融、均化后,挤出薄膜;
5)将薄膜冷却后经过刀具切丝,得到胚丝;
6)将胚丝经过热辊加热牵引拉伸,再经过冷辊定型处理,得到扁丝;
7)扁丝经过经纬编织制得塑料编织袋产品,螺杆挤出机为双螺杆挤出机,螺杆挤出依次设置6个温区,从进料到出料的温度依次为 255℃、200℃、250℃、240℃、210℃、240℃;胚丝经过热辊加热牵引拉伸时,热辊的温度为 205~210℃,扁丝的牵引速度与牵引速度的比值为0.95,冷辊定型时,冷辊的温度为45~55℃。
实施例4
1)制备高分子快速降解树脂,按照以下重量份分别称取:35份聚乳酸、18份聚甲基乙撑碳酸酯、19份聚乙烯醇、12份乙烯-丙烯酸共聚物、9份多元醇、6份有机醛化合物;首先将聚乳酸、聚乙烯醇、多元醇和有机醛化合物混合搅拌,加热升温至110℃,然后添加乙烯-丙烯酸共聚物和聚甲基乙撑碳酸酯,继续加热升温至 180℃,进行造粒制得高分子快速降解树脂;
聚甲基乙撑碳酸酯的数均分子量为150000。聚乙烯醇的醇解度为 95%。乙烯-丙烯酸共聚物中的丙烯酸的含量为18%。多元醇为乙二醇、丙二醇、丁二醇、戊二醇按照体积比为1:1:1:1的混合物。有机醛化合物为丙醛、丁醛和乙二醛按照体积比为1:1:1的混合物。
2)再根据以下质量分数分别称取原料,2-羟基-4甲基苯乙酮肟铁 1.5%、高分子降解树脂16%、淀粉10%、助剂10%、余量为聚乙烯;助剂为固体石蜡、钛酸酯和油酸酰胺按照质量比为2:1:2的混合物。
3)将淀粉、助剂和聚乙烯置于混料机中活化,在 110℃下搅拌活化 40 min,升温至 115℃,将2-羟基-4甲基苯乙酮肟铁和高分子降解树脂放入混料机中,在115℃下搅拌20 min后冷却至室温得到塑料编织袋的扁丝原料;
4)将步骤3)得到的扁丝原料加入螺杆挤出机中,加热条件下,经过塑化、熔融、均化后,挤出薄膜;
5)将薄膜冷却后经过刀具切丝,得到胚丝;
6)将胚丝经过热辊加热牵引拉伸,再经过冷辊定型处理,得到扁丝;
7)扁丝经过经纬编织制得塑料编织袋产品,螺杆挤出机为双螺杆挤出机,螺杆挤出依次设置6个温区,从进料到出料的温度依次为 245℃、190℃、235℃、230℃、210℃、220℃;胚丝经过热辊加热牵引拉伸时,热辊的温度为 205~210℃,扁丝的牵引速度与牵引速度的比值为0.95,冷辊定型时,冷辊的温度为45~55℃。
实施例5
1)制备高分子快速降解树脂,按照以下重量份分别称取:35份聚乳酸、12份聚甲基乙撑碳酸酯、18份聚乙烯醇、22份乙烯-丙烯酸共聚物、14份多元醇、8份有机醛化合物;首先将聚乳酸、聚乙烯醇、多元醇和有机醛化合物混合搅拌,加热升温至120℃,然后添加乙烯-丙烯酸共聚物和聚甲基乙撑碳酸酯,继续加热升温至 185℃,进行造粒制得高分子快速降解树脂;
聚甲基乙撑碳酸酯的数均分子量为 30000。聚乙烯醇的醇解度为 90%。乙烯-丙烯酸共聚物中的丙烯酸的含量为14%。多元醇为戊二醇。有机醛化合物为甲醛和乙二醛按照体积比为 1:1的混合物。
2)再根据以下质量分数分别称取原料,硬脂酸铁2%、高分子降解树脂15%、木质素5%、助剂10%、余量为聚乙烯;助剂为固体石蜡、钛酸酯和油酸酰胺按照质量比为2:1:2的混合物。
3)将木质素、助剂和聚乙烯置于混料机中活化,在110℃下搅拌活化30 min,升温至120℃,将硬脂酸铁和高分子降解树脂放入混料机中,在120℃下搅拌30 min后冷却至室温得到塑料编织袋的扁丝原料;
4)将步骤3)得到的扁丝原料加入螺杆挤出机中,加热条件下,经过塑化、熔融、均化后,挤出薄膜;
5)将薄膜冷却后经过刀具切丝,得到胚丝;
6)将胚丝经过热辊加热牵引拉伸,再经过冷辊定型处理,得到扁丝;
7)扁丝经过经纬编织制得塑料编织袋产品,螺杆挤出机为双螺杆挤出机,螺杆挤出依次设置6个温区,从进料到出料的温度依次为 255℃、170℃、250℃、220℃、210℃、205℃;胚丝经过热辊加热牵引拉伸时,热辊的温度为 205~210℃,扁丝的牵引速度与牵引速度的比值为0.95,冷辊定型时,冷辊的温度为45~55℃。
本技术专利信息:
申请号:CN201910115944.6
申请日:2019.02.15
公开(公告)号:CN109836789A
公开(公告)日:2019.06.04
IPC分类号:C08L67/04;C08L69/00;C08L29/04;C08L23/08;C08K5/00;C08K5/053;C08K5/07;C08K5/10;C08K5/20
猜你喜欢
塑料包装(2022年4期)2022-09-07
橡塑技术与装备(2022年3期)2022-03-17
食品安全导刊(2021年21期)2021-08-30
塑料包装(2019年4期)2019-09-19
天津造纸(2016年1期)2017-01-15
中国塑料(2016年7期)2016-04-16
中国塑料(2016年7期)2016-04-16
中国塑料(2015年3期)2015-11-27
中国塑料(2015年2期)2015-10-14
中国塑料(2015年11期)2015-10-14
