
应用XCF、KYF与GF型浮选机组于铝土矿生产研究
2019-11-27 09:39:00万磊
铜业工程 2019年5期
万 磊
(中国有色矿业有限公司,北京 100029)
1 引言
铝土矿正浮选选矿由于具有充气量小且敏感、气泡发粘且泡沫产率大、矿浆在浮选机内停留时间长和易沉槽的特点[1],因此高效铝土矿浮选设备的研究一直是其难点。我国自主研发的铝土矿专用大型浮选机技术从2003年首先在中国铝业集团中州分公司一期得到应用,其后的十年间先后在河南铝业、重庆铝业和孝义天章铝业等多个单位大规模应用超过200 多台套。从2003年到至今的10年多的时间中,相关科研工作者根据铝土矿矿石工艺特点共同对铝土矿浮选机进行优化,形成了成熟的 铝土矿专用浮选机成套技术[2-3]。该套技术与传统浮选机“混联法”配置相比建设投资低约16%,综合能耗低50%,生产成本降低约8%[4]。为了加快推广节能、高效铝土矿专用浮选机成套技术在国内外铝土矿选矿-拜耳法工艺中的使用,非常有必要对该成套技术进行总结凝练,提升该成果在世界范围内的影响力度。
2 原矿性质
随着氧化铝生产的大量投资,生产规模的不断扩大,矿石消耗速度加剧,铝土矿品位开始快速下降,矿石A/S从2003年的5~6下降到了现在的3.5~4.5。铝土矿主要为沉积型一水硬铝石型铝土矿,一水硬铝石在矿石中嵌布主要有呈自形和半自形晶、豆状、豆鲕状和隐晶质和微晶集合体三种形式。呈自形和半自形晶产出的一水硬铝石,接触线较规整,破碎、磨矿时易于单体解离。豆状、豆鲕状共生关系复杂的集合体的铝硅比相差很大,是影响选矿精矿质量的因素之一[5]。隐晶质和微晶集合体一水硬铝石在磨矿过程中除一部分能单体解离外,绝大部分无法达到单体解离,对通过选矿过程提高铝硅比的影响较大[6-7]。最新的生产矿样化学成份见表1,矿物组成见表2。

表1 2003年原矿元素分析结果

表2 2018年原矿元素分析结果

表3 原矿的化学物相分析结果
从化学成份来看,矿石品位降低后,Al2O3含量由62.3%下降至54.93%,而SiO2含量由11.21%上升至16.11%,物相成份上随着一水硬铝石含量的下降,硅矿物含量上升且更加复杂,铝硅比由5.56降至仅为3.41。
3 工业应用测试内容
对河南某铝土矿使用现场对铝土矿专用浮选机成套配置技术(XCF型、KYF型与GF型浮选机)进行了应用考察。研究内容主要包括以下四个方面:
(1) 浮选动力学的测试;
(2) 浮选机的矿浆悬浮特性研究;
(3) 逐槽选别特性研究;
(4) 泡沫流动速度测试。
4 测试结果及分析
4.1 浮选动力学测试结果与分析
由于铝土矿专用浮选机成套机组由直流槽和吸浆槽组成,吸浆槽根据工艺设置了XCF 充气型吸浆槽和GF自吸空气型吸浆槽,流程图见图1,采用充气测量法测算三种型号浮选机的充气量,并由此计算空气的分散度。

图1 工艺流程图
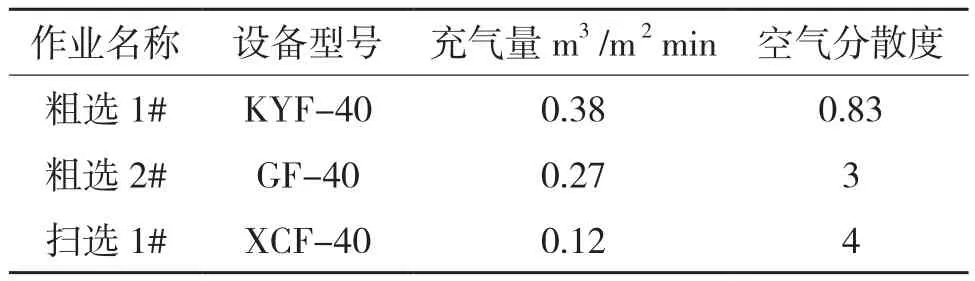
表4 3型浮选机空气分散性能
从表4的数据可以看出,粗选KYF-40 的充气量最大,空气分散度最低;扫选的XCF-40 浮选机充气量最小,空气分散度最高。这与所在的作业有关,粗选泡沫产率最大,需要更多的泡沫负载和输送,因此充气量需求大。同时由于该浮选机处在整个粗扫选作业的首槽,采用自流给矿,矿浆的流动对浮选机内部的流场影响较大,导致空气分散度较低。后两种浮选机的分散度相对较大,即使在0.12 m3/m2min很低的充气量水平,空气分散度也可以达到4,说明浮选机具有很好动力学性能。带矿时由于矿浆中药剂的作用,气泡直径很小,都在0.3mm以下,肉眼无法分辨。在小充气量条件下产生微小直径的气泡和较高的分散度体现了浮选机较好的分选性能。
4.2 浮选机的矿浆悬浮特性研究
测试方法:由于该技术是三种新型浮选机的系统集成新技术,需要分别对GF-40、XCF-40和KYF-40浮选机从溢流堰沿槽体深度方向进行取样。溢流堰向下800mm为第一个取样点,每向下500mm设一个取样点,共5个深度取样点。横向取样点需要避开叶轮、给矿管等,具体取样点位置如图2所示。

图2 取样点分布图
测试数据与结果分析:同一种浮选机内距离 溢 流 堰 0.8m、1.3m、1.8m、2.3m和 2.8m 五个不同高度截面的进行取样。取得样品立即进行称重和烘干处理,测出不同样品的浓度,以此数据为基准分析不同浮选机槽内的矿浆分层现象,然后分+0.074mm,-0.074mm+0.056mm,-0.056mm+0.0385mm,-0.0385mm五个粒级进行水析和制样,化验了Al2O3和SiO2含量,以金属含量基本变量进行分析。
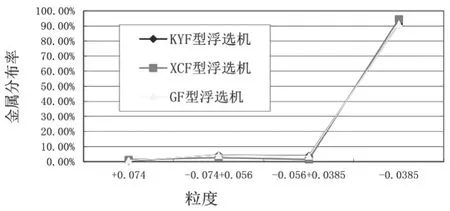
图3 金属分布图
由图3可得,3种形式铝土矿浮选机槽内矿浆粒度分布均匀,没有粗、细颗粒分层现象,说明该浮选机矿粒悬浮能力好,为铝土矿的浮选提供很好的流体动力学条件。无论浮选机是处在粗选作业还是扫选作业,当选矿浓度和品位发生变化时,距溢流堰深度相等时金属分布也相同,从而说明三种浮选机系统集成的合理性。
4.3 逐槽选别特性研究
通过逐槽品位的梯度研究,考察不同位置的浮选机的选别的效果和对作业回收率的贡献情况,同时分析三种新型浮选机技术联合作用对浮选效果的耦合作用,见图4。

图4 浮选机布置图
逐槽品位测试分别对粗扫选作业单系列的八台浮选机的给矿,泡沫产品和底流产品进行取样。粗选1#浮选机在给矿箱取样,其余的七台浮选机在过流口取底流样,泡沫产品在溢流堰取样。取样后化验数据见附表8。对附表中的数据进行1/2的合样进行测算后 8 台浮选机的Al2O3回收率。数据整理见表5。

表5 品位与回收率指标
首槽KYF-40对整个粗扫选作业的回收率贡献最大,此后5槽的回收率逐渐降低,到第7槽浮选机回收率又突然变高,然后又降低。首槽为直流槽,搅拌槽充分搅拌矿浆和药剂后,首先给入KYF-40浮选机,由于给矿品位高,药剂充分搅拌,所以首槽浮选机的回收率最高。2号浮选机为自吸浆自吸气浮选机,一方面选别1号浮选机的底流,一方面选别4~6号浮选机返回的泡沫,给矿品位仅次于1号 浮选机,因此回收率也是次高。7 号浮选机其回收率远远大于5和6 号浮选机,说明前置中间箱中新添加的药剂对回收率起到了较为显著的作用。
4.4 泡沫流速测试
铝土矿正浮选泡沫发粘且产率极大,矿浆在浮选机内停留时间长。泡沫产品的高效排出非常重要。铝土矿专用浮选机集成技术在浮选机槽体推泡板和刮板配置做出了优化从而强化泡沫的快速排出。通过测试来考察技术优化的效果,测量对象选定系列作业的首槽浮选机。放置小块纸片在浮选槽内泡沫推泡板的出口位置,计算纸片到达溢流堰的时间。
在测试中发现第二点的泡沫流速最大达到2.3m/min,第一点流速由于受端板侧泡沫粘滞的影响变慢,第三点流速最慢是1.2m/min。由于受浮选机搅拌机构顺时针搅拌的影响,泡沫具有绕轴顺时针旋转的趋势,因此第三点处的泡沫可以绕过主轴从溢流堰流出,主轴两侧对称位置的流速也有所差别,右侧的流速大于左侧的流速。整体而言,泡沫流动良好,技术的优化完全可以满足铝土矿泡沫的排出要求。
自浮选机联合机组成套使用后,现场浮选精矿品位62.86%,回收率75%,铝硅比10.43,有效实现了一水硬铝石的资源回收。
5 结语
(1)动力学试验表明:铝土矿专用浮选机在小充气量(~0.1 m3/m2min)情况下,空气分散度达到4,解决了铝土矿正浮选小气量、目的矿物难矿化的问题,完全满足铝土矿正浮选的要求;
(2)工业应用表明:浮选作业系统的系统回收率达到75%以上。通过对推泡结构和刮泡装置的优化,增强了浮选机内部泡沫的快速排出,浮选机中间区域的泡沫流速可达2.3m/min。表明浮选机浮选效果好,解决了大泡沫量的泡沫回收和输送技术,满足设计要求;
(3)浮选机自使用以来,设备运行平稳,可操作性强,浮选机搅拌力适当,在浮选机中上部形成了悬浮层,泡沫层稳定,没有翻花、沉槽现象,浮选机系统集成技术配置合理,直流槽和吸浆槽的联合设计满足大泡沫量返回的工艺需求,保证了浮选系统的稳定通畅运行。
猜你喜欢
自动化与仪表(2023年9期)2023-09-25 08:40:42
选煤技术(2022年1期)2022-04-19 11:15:00
装备制造技术(2021年4期)2021-08-05 07:39:18
热力透平(2020年2期)2020-06-22 06:27:12
今日自动化(2018年4期)2018-05-06 00:58:28
世界有色金属(2018年12期)2018-01-30 05:12:25
橡胶工业(2015年10期)2015-08-01 09:06:08
今日农药(2014年11期)2015-02-03 20:24:24
河南科技(2014年7期)2014-02-27 14:11:09
地质找矿论丛(2014年2期)2014-02-27 09:31:31
