
常用减速箱“跑外圆”的修复新工艺
2019-11-27 09:39:06李建平陆九成缪国斌汪邵唐
铜业工程 2019年5期
李建平,陆九成,缪国斌,汪邵唐
(江西铜业集团有限公司 德兴铜矿,江西 德兴 334224)
关健词:减速箱;磨损;跑外圆;新工艺;安全性
1 引言
减速器由传动零件、箱体及附件组成。 传动零件包括轴、齿轮、联轴器、带轮、轴承等,其中,齿轮、联轴器、带轮、轴承安装在轴上,而轴通过滚动轴承由箱体上的轴承孔、轴承盖来固定和调整,轴承盖是固定和调整轴承的零件。减速器的箱体一般由铸铁材料铸造而成,分为上箱体和下箱体[2]。减速箱是机械变速传动机构的重要组成部分,减速箱在长期使用过程中,因各种原因,减速箱箱体与轴承外圈接触处会产生非正常磨损,形成“跑外圆”现象。严重磨损后会造成整台减速箱损坏甚至报废,并使整个传动设备及整个生产系统停止生产运行。而过去对减速箱的修复始终停留在冲眼、垫铜皮、涂抹固持胶及焊补等较为不合理的工艺,修复后的减速箱也因达不到技术要求而造成报废,因此修复减速箱的重要性显而易见。
2 背景
德兴铜矿泗州选矿厂一期碎矿工段自投产以来一直肩负着破碎矿石的重任,由于生产需求的不断增加,生产任务也随之加重,只有不断的对设备进行改造和更新,以及减少设备的故障率和维修率[3],才能保证生产的正常运行。而减速箱作为工段主要运输传动设备,原有的修复工艺在生产任务加重的情况已不满足生产需求,经常出现修复后的减速箱使用寿命不长且故障率高,严重影响生产的正常运行。针对此现象,重新设计新的减速箱修复工艺,将轴承安装在高速轴位置向外延伸,使轴承外圈再次与原有的箱体上的轴承孔完美配合。实践证明,修复后的减速箱使用寿命延长,减少故障率,保证了生产的正常运行。
3 原因分析
要想从整体上促进机械设备齿轮减速箱的维护工作质量和效率,首先需要对减速箱的前期安装环节进行深入的解读,了解不同的影响要素。与其他的设备和工艺相比,齿轮减速箱的运作要求更为复杂,外部环境相对较为恶劣,需要综合考虑各个方面的问题和要素[4]。通过对生产现场以及设备运转情况来看,导致出现“跑外圆”现象主要有以下三种情况:
(1)减速箱使用年限太长产生的疲劳损伤,造成高速轴“跑外圆”。
(2)电机频繁启动而产生的冲击载荷损伤,造成高速轴“跑外圆”。
(3)与减速箱相连的刹车轮的不平衡量过大,造成高速轴“跑外圆”。具体如图1所示。

图1 高速挡轴承及附件装配示意图
4 原有的减速箱轴承孔修复方法
通常,减速箱高速轴轴承“跑外圆”,形成凹槽后,修复方案主要有以下四种:
(1)在箱体与轴承外圈接触磨损处,打样冲眼。此方案减少了接触面,可靠性降低,有冲击载荷情况下,此方案效果周期短,容易出现反复修理。
(2)在箱体与轴承外圈接触磨损处,垫铜皮、铁皮等介质。而箱体与轴承外圈接触磨损处多呈椭圆状,此方案无法保证高速档的同轴度、圆跳动等的技术要求。
(3)在箱体与轴承外圈接触磨损处,涂抹固持胶介质。此方案无法保证高速档的同轴度、圆跳动等的技术要求;同时固持胶的初步固化时间短,上、下箱体装配时,误差随机性增大,更无法保证高速档的同轴度、圆跳动等的技术要求。
(4)箱体与轴承外圈接触磨损处,采用焊补工艺[5],将箱体堆焊,再进行镗孔。此修复方案修复成本高,并需要有精度高的镗床设备,不适合现场维修。
5 减速箱轴承孔修复新工艺设计内容
减速机是矿山矿石破碎和皮带运输系统的关键设备 ,承担着矿石的破碎 、运输等重要任务。减速机轴承座孔磨损是该设备常见的一种失效形式, 此失效往往导致减速器漏油、振动和噪音加大,最终引起齿轮或轴承等重要零部件的破坏 ,给企业生产带来重大的经济损失[6]。鉴于此采用了减速箱修复新工艺,具体地说,就是将高速轴的轴承沿轴向,向外移动轴承厚度的一半,使轴承外圈错开原来的减速箱箱体、被磨损的位置,使轴承外圈有一部分能与箱体紧密结合,从而保证轴承外圈能固定不动,杜绝“跑外圆”现象。现以ZL115减速箱为例,具体设计如下。
5.1 设计内侧甩油环
根据修复新工艺设计要求,轴承要往外移动20mm,让轴承外圈与原有的减速箱箱体接触,那么高速轴上内侧甩油环(挡圈)在原有的尺寸5mm上加厚20mm,变成25mm。如图2为旧内侧甩油环、图3为新内侧甩油环。
5.2 设计外侧甩油环
在减速箱高速轴三内外甩油环是配套使用的,而内侧甩油环加厚了20mm,在整体装配尺寸不变的情况下,外侧甩油环的厚度就随之减少20mm。如图4为旧外侧甩油环,图5为新外侧甩油环。
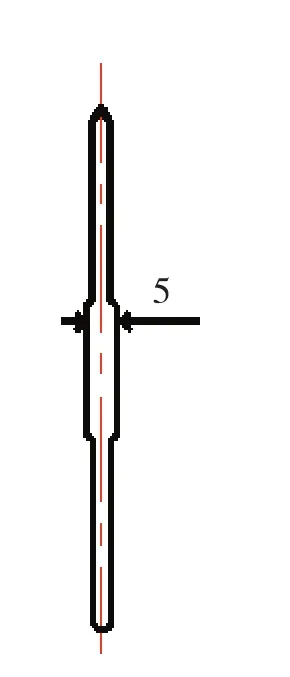
图2 旧内侧甩油环
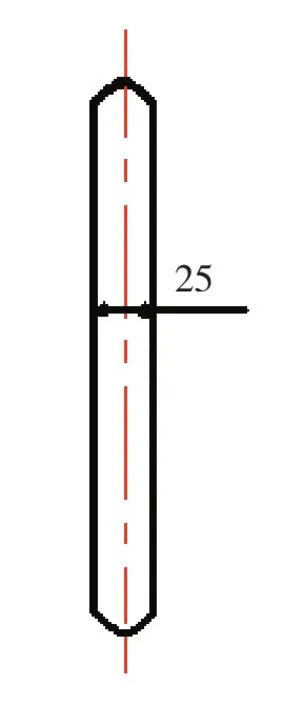
图3 新内侧甩油环
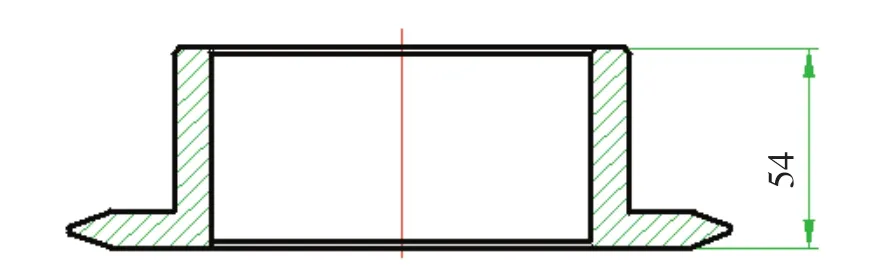
图4 旧内侧甩油环
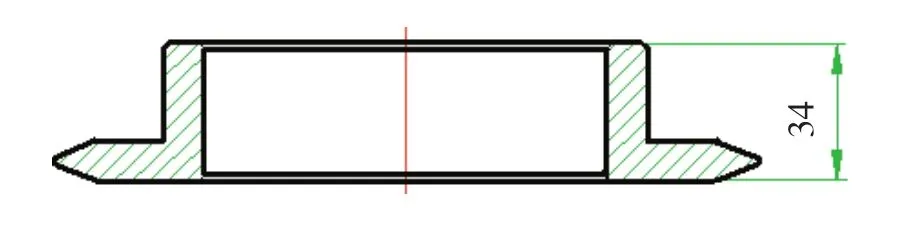
图5 新内侧甩油环
5.3 设计减速箱端盖
轴承外圈在减速箱体向外移动20mm,减速箱端盖厚度也会减少相应厚度。在保证端盖不影响正常装配的情况下,将减速箱端盖顶圈厚度减少20mm。如图6为旧减速箱端盖,图7为新减速箱端盖。
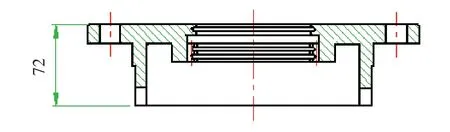
图6 旧减速箱端盖

图7 新减速箱端盖
5.4 高速轴装配到减速箱的安装新工艺的注意事项
(1)高速轴装配到减速箱箱体上,因为轴承相对位置外移,所以轴承外圈与箱体的新接触面只有一部分。另一部分处于原来磨损处,呈未接触悬空状态,注意事项就是:轴承外圈与箱体未接触处应涂抹固持胶介质,以保证轴承外圈与箱体的接触。
(2)涂抹固持胶介质前,涂抹固持胶处,一定要清洗、擦抹干净,否则固持胶将失去原有功效。
(3)减速箱装配过程中,一定要注意调整好轴承间隙。
(4)高速轴装配到减速箱箱体上后,减速箱上、下箱体合盖、紧固;端盖的紧固一定要迅速,因为固持胶介质固化时间比较短。
根据减速箱修复新工艺安装注意事项装配的示意图如图8所示。
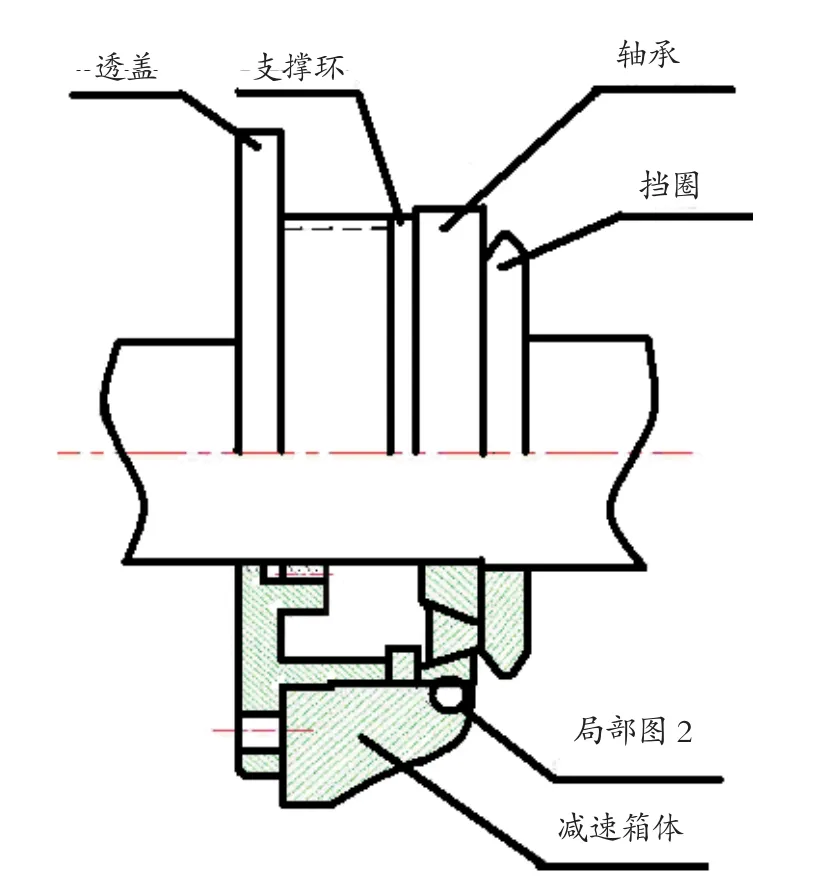
图8 新工艺装配示意图
6 减速箱修复新工艺的现场效果
通过我们两年的工作实践。经新工艺修复的减速箱可以有效地解决老修复工艺中所存在的诸多问题。解决了减速箱“跑外圆”的故障问题;保证了减速箱原有的运动精度;保证了减速箱原有的承载刚度;降低了减速箱的机械振动;保证了减速箱修复的安全可靠性;降低了减速箱的修复成本;延长了减速箱的使用寿命;缩短了减速箱现场修复的时间。只要是因高速轴“跑外圆”损坏的减速箱,在结构条件允许的情况下,都可以采用这种工艺修复,并保证其工作技术要求。
7 结语
虽然本工艺只是针对减速箱的修复工作,但在类似的机械设备维修中,在结构条件允许、性能状态允许、工作环境允许等等的前提下,将其创造性思维的新观念融入进来,那么将对设备维修工作起到推动性的作用。综上所述,常用减速箱“跑外圆”的修复新工艺满足了现场生产需求,同时降低了现场维修人员的劳动强度,提高了生产效率,减少了一定的经济损失。在社会效益方面可以可在同类矿山推广应用,为我国矿山企业的发展做出贡献。
猜你喜欢
哈尔滨轴承(2022年1期)2022-05-23 13:13:16
化工管理(2021年7期)2021-05-13 00:46:28
哈尔滨轴承(2020年2期)2020-11-06 09:22:34
制造技术与机床(2019年12期)2020-01-06 03:17:42
世界农药(2019年3期)2019-09-10 07:04:12
现代园艺(2018年2期)2018-03-15 08:00:55
机械工程师(2015年10期)2015-02-02 01:14:26
中国药业(2014年17期)2014-05-26 09:07:32
河南科技(2014年16期)2014-02-27 14:13:17
河南科技(2014年14期)2014-02-27 14:11:52
