基于传统平面锉削方法的创新改进研究
2019-11-24 03:12顾宗林
职业·下旬 2019年9期
顾宗林


摘要:本文以钳工手工锉削加工操作为研究对象,对传统的锉削加工操作方法进行了分析和研究,总结出传统锉削加工操作存在掌握难度大、加工面形位精度难以控制、制作件精度低等问题。因此根据传统工艺中存在的弊端,笔者结合教学实践,总结了五种操作方便、简单易学、零件精度容易控制的平面锉削方法和技巧,有效地减小了锉削加工过程中的工序预留量,缩短了平面的加工时间,提高了工作效率。
关键词:平面锉削 锉削方法锉削技巧
课题:本文系甘肃省2()18年嘉峪关市科学技术局专项资助建设项目“嘉峪关市中小型机械产品智能设计与制造工程技术研发中心”之一(项目编号:SCZJB2()18-03)研究成果。
在实践操作和教学过程中,由于锉削时两手平衡难以控制而无法完全避免锉刀上下摆动的问题,导致加工出的零件平面质量差,合格率低以及实践应用难度大。为了能让锉削这项操作技能更容易掌握和熟练应用,并使所加工的零件达到形位精度和表面质量要求,现将传统的平面锉削加工操作方法的优点和不足分别进行了分析和整理,并根据多年的实践经验,也总结多种锉削技巧,以降低平面锉削的操作难度,提高加工精度和加工效率。
一、传统锉削方法
1.顺向锉削法
就是用锉刀对某一平面进行锉削加工时,锉刀的锉削运动方向或纹理方向始终与被加工面上某一条边形成一定角度的操作方法称为顺向锉削法(见图1)。具体操作方法是:右手正确握住锉刀柄,左手拇指根部压住锉刀前端,且两手端平锉刀并置于待加工面上。开始锉削时,锉刀在水平面内做向前推进的直线运动,回程时将锉刀抬起后收回或原位拉回。但在下一个推进运动前,应先将锉刀向左或向右平移锉刀宽度2/3的距离后,再进行下一个锉削推进动作,以此类推直至新产生的锉纹覆盖整个被加工平面为止,即为完成顺向锉削的单个工作过程。 这种方法,由于在锉削加工时总是或多或少地存在着两手用力不平衡而出现锉刀两端上下摆动的现象,导致加工出的平面呈现出中间凸起的问题。因此这种方法适用于加工平面大、表面需要美观且锉削平面精度要求不高的加工件。
2.交叉锉削法
交叉锉削法就是在锉削时,锉刀运动方向与工件夹持力方向成50。~60。角,且锉纹交叉(见图2)。这种加工方法较顺向锉削法,由于增大了锉刀与待加工面的接触面积,因此锉削过程中锉刀更容易掌握平稳。同时,还可根据两次锉痕的交叉位置来判断锉刀是否端平。如果两次锉削产生的纹路交叉部位在工件宽度的中间部位,则既表示被加工平面中间有明显凸起,又表示锉刀工作面与被加工平面处于平行的端平状态。否则,就需要调整两手所握锉刀的位置,直至两次锉削新产生的纹路处于平面宽度的中间部位或覆盖平面全宽。
这种方法由于锉纹交叉,表面粗糙度大,表面不美观。因此,一般用于平面锉削的粗加工或需要快速修正平面度的初始段。
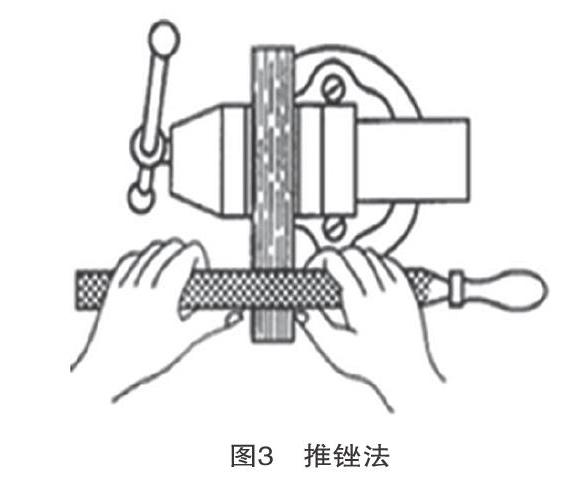
3.推锉法
推锉法就是两手横握锉身,大拇指顶住锉刀侧面。加工时将锉刀压在待加工平面上做向前推进和向后拉回的直线往复运动,这种操作方法称为推锉法(见图3)。用推锉法锉削平面的过程中,由于握住锉身的两手分别与被加工平面所形成的支点间的力臂较短,所以在采用推锉法锉削平面时,锉刀的平衡易于掌握。但由于锉刀上锉齿的排列方向与锉刀侧棱之间形成约45。的夹角,也就是说锉齿的排列方向与推锉时的运动方向也形成約45。夹角,所以在切削加工时参加切削的每一个锉齿的切削刃自然就会以一定倾角参加切削,同时切除的切屑也是逐步被“削”下的过程,而不是像顺向锉和交叉锉过程中将其一次“铲”除的过程。
因此,推锉法具有操作简单、切削量小、切削力小、易获得较小的表面粗糙度等优点。故一般用在加工余量不大、形位精度和表面粗糙度要求较高的精加工阶段。有时也多用于内外圆弧面或封闭和半封闭平面的加工。
以上三种传统的平面锉削加工方法,虽然在操作时能够完成绝大多数平面加工,但在实践操作过程中,仅用这三种方法来完成高精度平面的加工,显得有些费时费力且力不从心,也更体现不出钳工锉削加工的精密性。因此根据传统锉削加工的工作原理、各种锉刀的结构特征以及长期的教学实践,创新改进了以下5种锉削技巧。
二、创新锉削技术
1.点锉法
其锉削方法与顺向锉削法基本类似,但用点锉法在加工时,锉刀与锉削平面的接触瞬间,就将锉刀略微抬起并抽回,同时肉眼观察加工面上新产生锉纹的分布及位置情况,从而确定锉刀在下一次锉削的过程中是否需要做相应调整。如果新产生的锉削纹路处于操作者远边一侧,就表明下一次锉刀落下前应将握住锉柄的右手略向下压。如果新锉削纹路产生在靠近操作者的近边周围,则表示在下一次锉刀落下前需要将握住锉刀柄的右手略向上抬起,直到新产生的锉削纹路处于被加工平面宽度的正中间后,再逐渐拉长锉刀与锉削平面的接触时间,直至过渡到正常锉削的姿势和状态。
这种锉削法,由于锉刀移动的距离较短,锉削量小,因此这种锉削方法仅适用于锉削的最开始,目的是通过锉刀与锉削平面瞬间接触而产生的纹路位置,来判断和调整正常锉削时锉刀与锉削平面之间的位置关系,从而给下一步的正常锉削时的规范操作打下良好基础。
2.弯锉凸面法
在实践应用过程中,传统锉削法由于握住锉刀的两只手,始终处在以被加工平面为支点的外部,在锉削运动中形成了随时间和行程不断变化的两个力矩,握锉刀的两只手也需要在不断变化的力矩中来寻求平衡,所以很难将锉刀端平。因此经过细致的观察和实践,并结合锉刀形状特征总结了一种行之有效的锉削方法,即弯锉凸面法(见图4)。
通常情况下用手工锉削的方法加工出一个平面度较好的平面,除了在锉削时保证锉削运动方向与被加工表面始终保持平行外,还需要有一把平直锉刀。但是在工作中发现,要想在一批锉刀中找一把特别平直的锉刀也是一件不容易的事。那么,用一把单向弯曲的锉刀,能否加工出平直的平面呢?经过理论分析和实践应用得到的答案是肯定的。这是因为一把弯曲的锉刀,如果有一面是凹面,则另一面就是凸起的。根据锉刀的这一结构特性,通过研究发现,在正常锉削时要获得一个平直度要求较高的平面,握住锉刀的两只手在推进过程中必须要始终保持平衡状态,也就是说两只手不能有丝毫的上下摆动。如果被加工平面是平直的,再分别用锉刀的凹面或凸面对工件平面进行锉削加工就不难发现,用锉刀凹下去的一面对工件平面进行切削加工时,操作者将锉刀握的越平,则平面的凸起越明显。而如果用锉刀凸起的一面对平面进行切削加工时,则会出现意想不到的效果。从图4中发现,锉刀凸起的一面与被加工平面是一种线接触的工作状态。此时如果用右手握住锉刀柄,左手握住锉刀前端开始锉削时,且握住锉刀柄的右手在一定范围内向下摆动,则锉刀与加工平面的接触位置就会向右手握锉刀柄的方向偏移。反之,如果握住锉刀柄的右手向上略微抬起,参加切削的接触位置就会向左手握住锉刀前端的方向移动。由此发现在锉削推进的整个过程中,握住锉刀的两只手在一定范围内有适量的上下摆动也可以加工出平直的平面。
由于在锉削时锉刀面上参加切削的锉齿数量较少,切削量较小,锉削时锉刀行程较顺向锉削法短。因此这种平面锉削方法一般适用于大平面或长平面的加工,以及平面的中间凸起量不大于0.05mm局部点位的修整。
3.摸低法
在锉削平面的过程中,用手掌摩擦过的平面,在下次进行锉削加工时,锉刀会在该部位的平面上出现打滑的现象。原因是,由于手上的汗液对金属表面具有氧化作用,从而形成一层较薄的氧化层,这个氧化层表面硬,在锉削加工的最初阶段又不易快速去除,所以出现锉刀打滑的现象。通过研究和实践又发现,这一层较薄的氧化层并不是没办法去除,只是需要用锉刀在氧化层上多锉削加工几下就可以消除。利用這一特性,并将其运用到实践中发现也能轻松地解决锉削加工中平面中间微量凸起的问题。 方法:锉削前,在平面的低处用手指用力涂抹几下,直到将上次锉削加工所产生的新锉纹涂暗,然后再进行正常锉削,这时只要锉削到用手涂抹过的地方,锉刀会打滑,因此也就减小了对该处的锉削量,而没被涂抹过的地方则切削正常。直至产生的新锉痕覆盖住涂抹过的部位,然后再次用手指涂几下,反复多次,即可将平面的中间凸起问题消除。
这种方法在加工的过程中锉削力和锉削量较小,因此,较适用于中间凸起量不大于0.03mm的宽大和狭长平面的加工。
4.宽面窄锉法
在平面锉削加工过程中发现,相对大一些的平面容易加工。而相对较小的平面反而不易加工出合格的平面。原因是,如果被加工平面大,与锉刀的接触面就大,锉刀也就易端平。如果被加工平面小,与锉刀的接触面就小,锉削行程又短,此时锉刀在锉削时也就更易上下或左右摆动,因此被加工面的中间凸起问题更难消除。例如:在加工lOmm×lOOmm的平面时,如果锉削方向沿着lOmm宽度方向横向加工时,虽然平面短且效率高,但此时锉刀平衡难以控制,所以很难避免加工平面的中间凸起问题。而如果锉削方向顺着lOOmm长的方向加工则就不同了,虽然效率有所降低,但由于锉刀与被加工平面的接触面积多而长,锉刀更易掌握平衡。因此也就更易加工出合格的平面来。如果此时用宽面窄锉法(见图5),那么,平面的加工效率将会大大提高。
方法是:在加工狭长平面时,可以先用顺向锉削法,沿着窄的方向加工平面。待被加工平面用刀口直尺顺长的方向测量,观察透光基本均匀后,改为用顺向锉削法沿着较长方向进行锉削。由于宽度方向上有明显的中间凸起问题。此时可先用小于平面宽度的窄锉刀直接对中间凸起部位进行加工(如:lOmm宽的平面则用不超过8mm宽的方锉),直至将中间凸起问题消除,然后再用板锉沿着长的方向进行顺向锉削,待新产生的锉削纹路完全将平面覆盖后即可。
此种方法,由于所使用的工具均为小而窄的锉刀,加工出的平面粗糙度大,加工效率低。因此,只适用于平面锉削过程中的中间环节。
5.过渡圆弧锉削法
锉刀根据其断面形状不同可分为板锉、方锉、圆锉、三角锉、特型锉等,其中使用最为广泛的是断面形状为矩形的板锉。这种锉刀不论其形状大小或锉齿粗细,在制造时均以尖头(图6a)和方头(图6b)两种形式生产。经过测量发现,锉刀头部为方形的锉刀其上下两个工作面不论从哪个方向看自始至终都是平直的。而头部为尖头锉刀则不同,这种锉刀的上下两个工作面在(图6a)②点和③点之间的任何方向都是平直的,但是从②点到①点之间则由厚变薄,并延锉刀厚度方向看形成②点厚而①点薄的楔形体。而恰恰在这薄与厚的变化过程中,自然在②点处产生了一个圆弧过渡区,这个过渡区也是运用过渡圆弧锉削法的重要使用区域。
过渡圆弧锉削法在运用过程中,其基本原理和操方法与弯锉凸面法有些相同。但略有不同的是加工过程中握住锉刀柄的右手,在推进和拉回锉刀时要略有抬离加工平面的趋势,目的是让真正参加切削的部位移向圆弧过渡的②点位置,而左手也要始终压在过渡区②点位置的正上方,此时右手连续做短距离的推进和拉回的锉削动作,而锉削过程中锉刀的行进长度由凸起部位的区域所决定,区域大锉刀前后移动的行程就长,区域小则锉刀前后移动的行程就短,直到消除凸起并达到标准要求为止。
同时这种操作要与直接用锉刀最前端的单排面齿进行铲削加工要区别开来,前者是同时由多排齿参加的锉削加工,其加工出的平面平直而光滑,而后者则是真正意义上的铲锉,用此方法加工过的平面极易形成向锉削方向排列的条纹状平面,导致表面粗糙度值过高以及形位精度不稳定的问题。
用过渡圆弧锉削法加工平面时,由于锉刀上参加切削的锉齿数量少,锉削量小,锉刀运动行程短,因此这种方法主要用于修整中间凸起或局部凸起量在0.05mm以内锉削平面。
三、实践效果
通过对以上传统方法和创新技术的应用发现,传统的平面锉削操作方法,只是从广义的角度上解决了规范化、标准化的问题。而创新锉削技术则在其传统方法的基础上,合理运用锉削工具的自身特征,针对平面锉削过程中出现的具体问题,在细节上给予了方法和技巧方面的指导。同时经过实践证明,将以上钳工平面锉削的传统方法与锉削技巧相互结合,并运用到实践操作和实习教学中后,能够大幅度地缩短操作者的练习时间,加工平面的质量也有了明显提高,完成高精度平面加工用时也明显减少,学生在此项技能的掌握方面也有了更多的自信,也不再将手工锉削高精度平面的加工当成无法完成的任务。值得一提的是通过对以上技术的综合应用,有效地解决了锉削平面质量差、精度低的问题,又提高了加工效率,降低了制件的废品率。
参考文献:
[1]劳动部教材办公室,钳工生产实习[M].北京:中国劳动出版社,1 997.
[2]王国钱,模具钳工工艺与技能训练[M].北京:科学出版社,2008.
猜你喜欢
星星·散文诗(2022年34期)2022-09-03
计算机应用(2022年2期)2022-03-01
金属加工(冷加工)(2022年2期)2022-02-24
计算机应用(2021年4期)2021-04-20
计算机应用(2021年1期)2021-01-21
知识文库(2020年2期)2020-01-17
中学生数理化·高三版(2019年1期)2019-07-03
汽车维护与修理(2019年4期)2019-03-07
试题与研究·高考数学(2016年1期)2016-10-13
肇庆学院学报(2016年5期)2016-03-11